Как да направите профилен бендер със собствените си ръце
При подреждането на място или при подготовката за летния сезон и градинския сезон има нужда от дъги от профилна тръба. Те са необходими при подреждането на оранжерия, сглобяването беседки или сенник. Скъпо е да се купуват вече огънати дъги - цената е два пъти по-висока от същата плоска стомана. Изходът е да го направите сами, а за да улесните процеса (с ръцете ви е много трудно) трябва да направите огъване на тръба за профилна тръба. Ще ви трябват канали или ъгли, търкалящи се ролки и още някои подробности. От инструментите - мелница с диск за метал, заваръчна машина, владетел.
Съдържанието на статията
Профилен огъващ дизайн
Машината за огъване на профилни тръби е конструктивно различна от обичайната. Това се дължи, първо, на по-голямата устойчивост на профила на огъващи натоварвания, и второ, на факта, че радиусът на огъване обикновено се изисква да бъде голям. Следователно в дизайна има три ролки. Два от тях са инсталирани за постоянно, единият остава мобилен. С помощта на подвижен валяк радиусът на кривината се променя.Като цяло има два вида огъване на тръби за профилна тръба: със среден подвижен валяк и с екстремен (десен или ляв - по избор).

Тръбен огъвател за профилна тръба със собствените си ръце може да бъде направен в различни размери
Устройство за огъване на тръби със среден подвижен валяк
Двете външни ролки са фиксирани към тялото. Те са издигнати над основната равнина. За средния валяк се приготвя специално легло с U-образна форма. В средата на преградата му е монтиран дълъг затягащ винт с голям диаметър. Трети валяк е прикрепен към долния край на този винт (може да бъде заварен). Чрез завъртане на този винт ролката се издига и пада, променяйки радиуса на огъване на профилната тръба.

Дизайнът на тръбогиб за профилна тръба с подвижен среден валяк
Към един от неподвижните ролки се заварява облак, с помощта на който тръбата се навива през машината. За да се използва по-малко сила за търкаляне, двете неподвижни ролки са свързани с верига. За ефективно предаване на въртящия момент зъбните колела са заварени към ролките (възможно е от велосипед), към тях е избрана верига. Такъв прост механизъм прави огъването на профилна тръба много по-лесно.
С екстремно подвижен валяк
При този дизайн десният или левият валяк е направен подвижен. Движи се с част от основата. Тази част е свързана с останалата част на леглото с тежки метални панти.
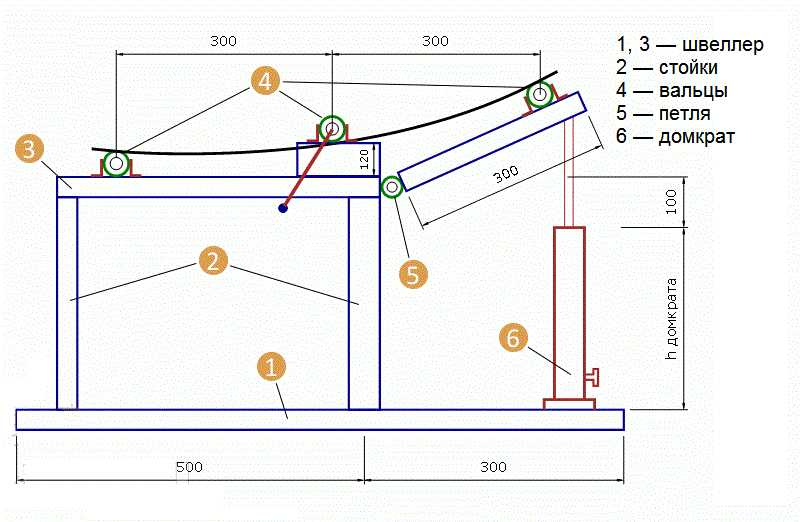
Чертеж на машина за огъване на профилни тръби с повдигаща платформа
Можете да промените височината с помощта на крик, както е показано на чертежа. Височината на платформата в този случай се избира в зависимост от височината на крика. Радиусът на огъване се променя чрез повдигане на подвижната част на масата.

Профилен тръбогиб с повдигаща платформа
За разлика от предишния дизайн, този огъващ профил за тръби се задвижва от централен валяк - към него е заварена дръжка. За да намалите необходимата сила, можете също да заварите зъбното колело на две неподвижни ролки и да предадете въртящия момент с помощта на верига.
Какви материали и дизайнерски нюанси са необходими
Основата на огъването на тръбата е направена от канал или два заварени ъгъла. Дебелината на рафтовете е най-малко 3 мм, ширината на рафтовете и задната част на канала трябва да бъдат съобразени с наличните части. Едно правило е, че основата трябва да е солидна и надеждна.
По краищата на платформата могат да се направят няколко дупки.Чрез тях можете да фиксирате машината към някаква тежка основа с помощта на самонарезни винтове с голям диаметър. Необходимо е фиксиране, тъй като при огъване на тръби с дебела стена трябва да се направят значителни сили и е по-удобно да се работи, ако машината е здраво закрепена.
Ето как изглежда леглото в заварени стойки за закрепване на подвижен валяк
Няколко думи за ролките. Те трябва да бъдат изработени от качествена, за предпочитане закалена стомана. Ролките и осите, които ги държат, носят по-голямата част от товара.
Трябва да кажа и за формата на видеоклиповете. Те не трябва да са гладки - по краищата трябва да има ролки, които няма да позволят на тръбата да "върви" по време на валцуването. Само при такива условия дъгата от профилната тръба ще бъде плоска и не усукана. В идеалния случай всеки размер на тръбата се нуждае от собствени ролки. Но след това дизайнът става по-сложен - те трябва да бъдат направени подвижни, за да обмислят надежден метод за закрепване. Вторият вариант е да направите видеоклипове със сложни форми, като например на снимката. Издълбайте няколко стъпки за различни размери на тръбите.

Ролки за огъване на профилни тръби с различна ширина
Същата снимка показва, че горната част на леглото е неравна и назъбена. С помощта на такива зъби ролките могат да бъдат пренаредени на различни разстояния и по този начин също така може да се регулира радиусът на огъване.
По принцип самоделните машини за огъване на фасонирани тръби се сглобяват от това, което е под ръка или от това, което намират / купуват евтино. Който има възможност - смила ролките, вкарва лагерите. Тези, които нямат такава възможност, използват това, което имат - чак до главините от велосипедни колела. Като цяло трябва да разберете дизайна и
Трикове за улесняване на огъването на тръбите
За да накарат ролките да се движат по-добре, се използват лагери. Но по принцип за домашно огъване на тръби, което ще се използва само от време на време, можете просто да направите държачи от ъгъл или канал. В тях направете дупка, която е малко по-голяма по размер от оста, на която ще бъде монтиран валякът. Прекарайте тази ос с ролката през отворите на държачите и ги фиксирайте по някакъв начин (поне заварете няколко точки, които ще бъдат ограничители). По време на работа, за по-добър ход, смажете местата на триене с грес като Litola. Това не е подходящо за промишлено и полуиндустриално производство, но за направа на дъги за оранжерия или беседка със собствените си ръце - точно както трябва.

Пример за завъртяни ролки
Има още един трик, който помага да се намали необходимата сила при огъване на профилната тръба. Можете да използвате принципа на увеличаване на предавката като при велосипед. Между другото, можете да използвате велосипедни зъбни колела. В този случай дръжката, която задвижва ролките, е заварена към малко зъбно колело. Той е инсталиран някъде по тялото. По оста на вала са заварени по-големи зъбни колела (но зъби със същия ход). Всичко това е свързано с подходяща верига.
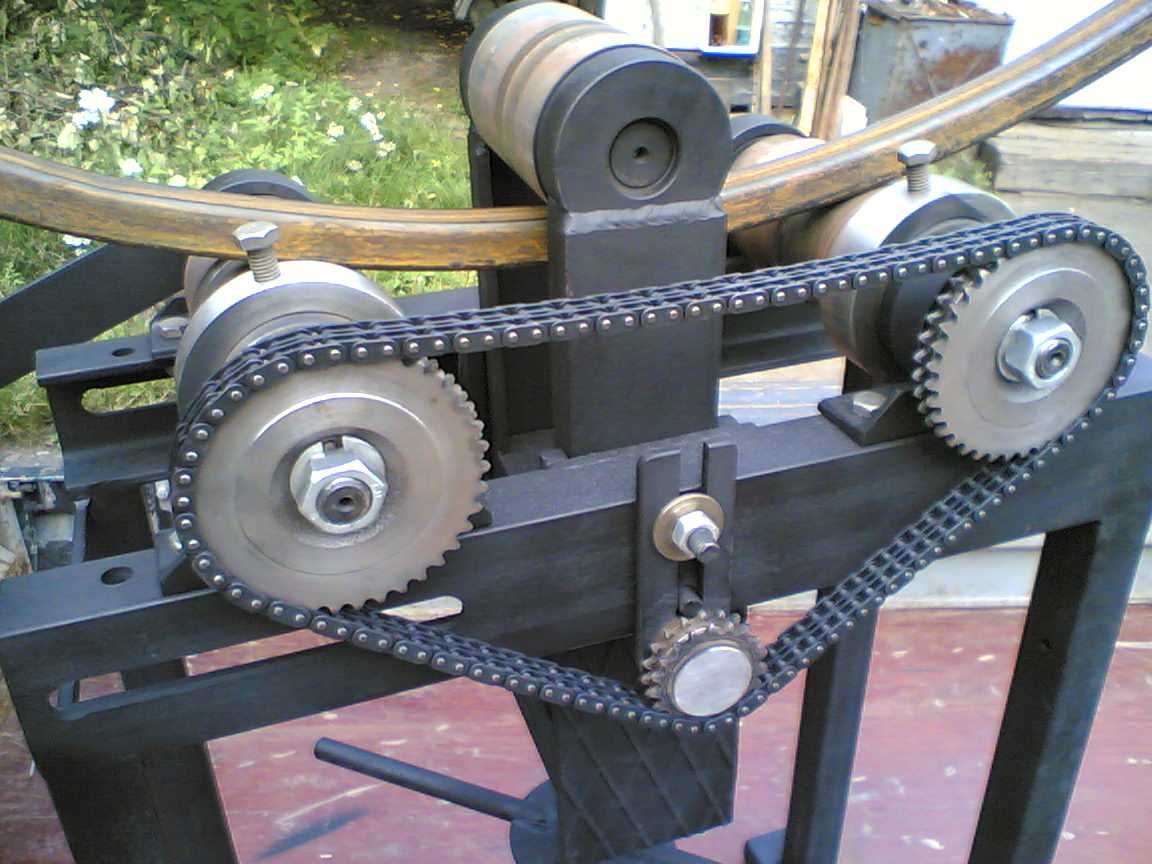
С такова устройство за предаване на въртящ момент не е необходимо електрическо задвижване - ще бъде лесно да се работи
И още едно подобрение - с постоянното използване на огъване на тръби за профилна тръба, има смисъл да се механизира. В този случай е инсталиран двигател, който работи с ниски скорости.
Процедурата за огъване на профилна тръба на самоделни машини
Едва ли ще можете да получите необходимия радиус на огъване наведнъж - твърде много усилия са необходими за това. Нереалистично е да го създадете ръчно. Необходимият завой се получава в няколко прохода:
- Първо, ролките са настроени така, че да се получи леко огъване, тръбата се навива в една посока, след това се отстранява от ролките, разгъва се и се вкарва от другата страна. Необходимо е да се разгъне, за да се получи равномерно извита тръба.
- При същото положение на ролките се изтегля няколко пъти, докато кривината вече не се добави.
- Ако необходимият радиус на огъване не е достигнат, сменете положението на ролката и повторете стъпките отново.
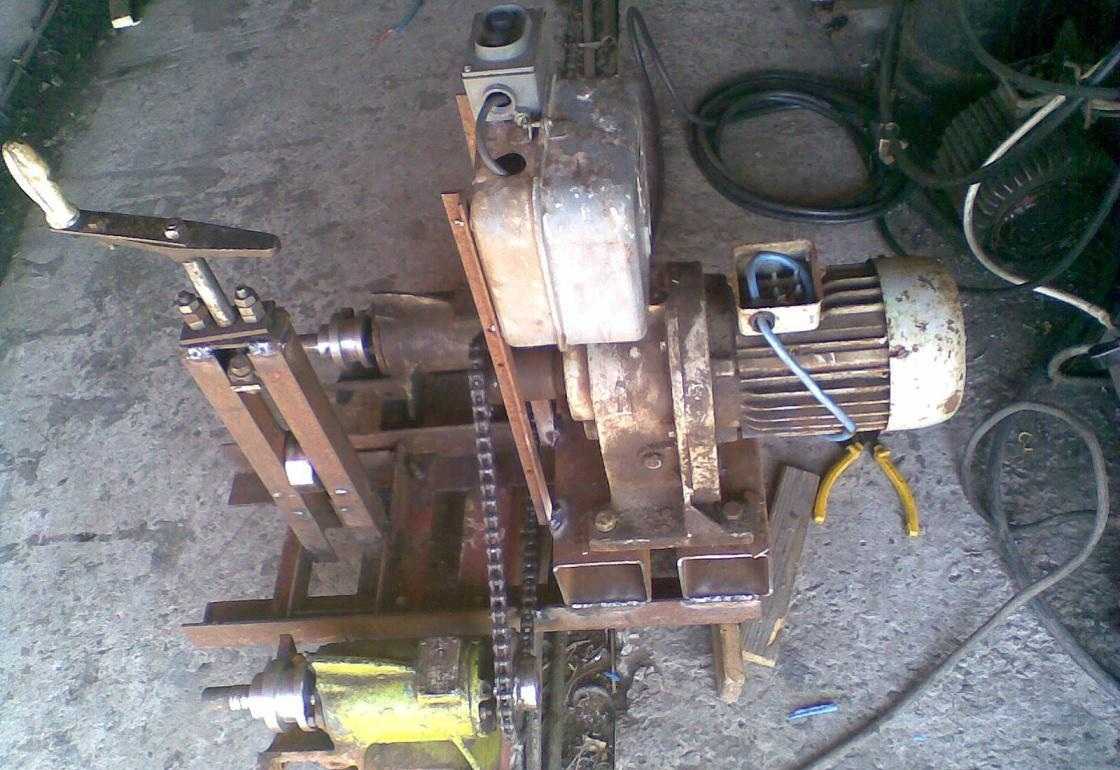
Подвижен тръбогиб с електрическо задвижване
Промяната в радиуса на огъване се получава постепенно, в противен случай не можете да направите дъга от профилна тръба върху самоделна тръба за огъване. Какво ще стане, ако трябва да повторите същия завой? Направете градуиране - отбележете височината, до която се движи ролката, колко пъти е била навита във всяка позиция. При повторение разликите, ако има такива, са незначителни.
Трудността при огъване се крие във факта, че няма скала и е трудно да се получи предвиденият радиус на огъване без опит. Ще го получите рано или късно, но можете да развалите много материал.
Видео материали
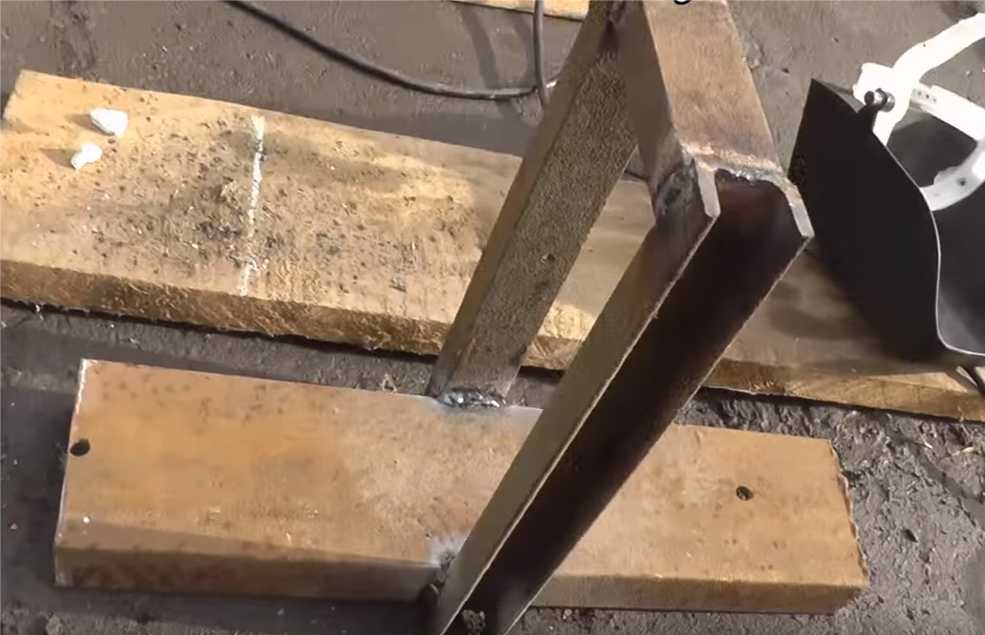
Обясненията и снимките са добри, но виждането на процеса на сглобяване или работата на готовия блок е много по-полезно. Първото видео показва процеса на сглобяване (заваряване) на ръчно огъване на тръби за профилна тръба. Опция с избрана подвижна средна ролка.
Второто видео е за работата на обикновен тръбен огъвател с подвижна платформа. Тази опция не е подходяща за големи участъци, но е в състояние да огъне тръба с малка секция до 40 * 40 мм.
Как да огънете профилна тръба без машина
Можете да получите дъга от профилна тръба без огъване на профил по два начина - с помощта на заваряване и шаблон. Нека започнем със заваряване.
Вземете дъга чрез заваряване
Профилната тръба се нарязва с мелница от едната страна. Те се правят на всеки 15-30 см, в зависимост от необходимия радиус, сечение и дебелина на стената. Разфасовките не трябва да докосват едната страна - тази от външната страна.

Резултат от огъване чрез заваряване
Така подготвената резервна част се огъва, давайки желания завой. За надеждност краищата на дъгата могат да бъдат фиксирани чрез заваряване на пръчка към тях. След това те се заваряват по всички разрези, като ги заваряват. И последният етап е смилане на местата за заваряване и обработка с антикорозионни съединения.
Използване на шаблон
Тънкостенните профилирани тръби могат да бъдат ръчно огънати с помощта на шаблони. Ако имате нужда от някаква специална форма, тя може да бъде изрязана от парче дебел шперплат или ПДЧ и фиксирана върху масата със скоби. На работната маса, където ще огънем тръбите, те правят 8-10 дупки. Шаблонът се поставя близо до тези дупки.
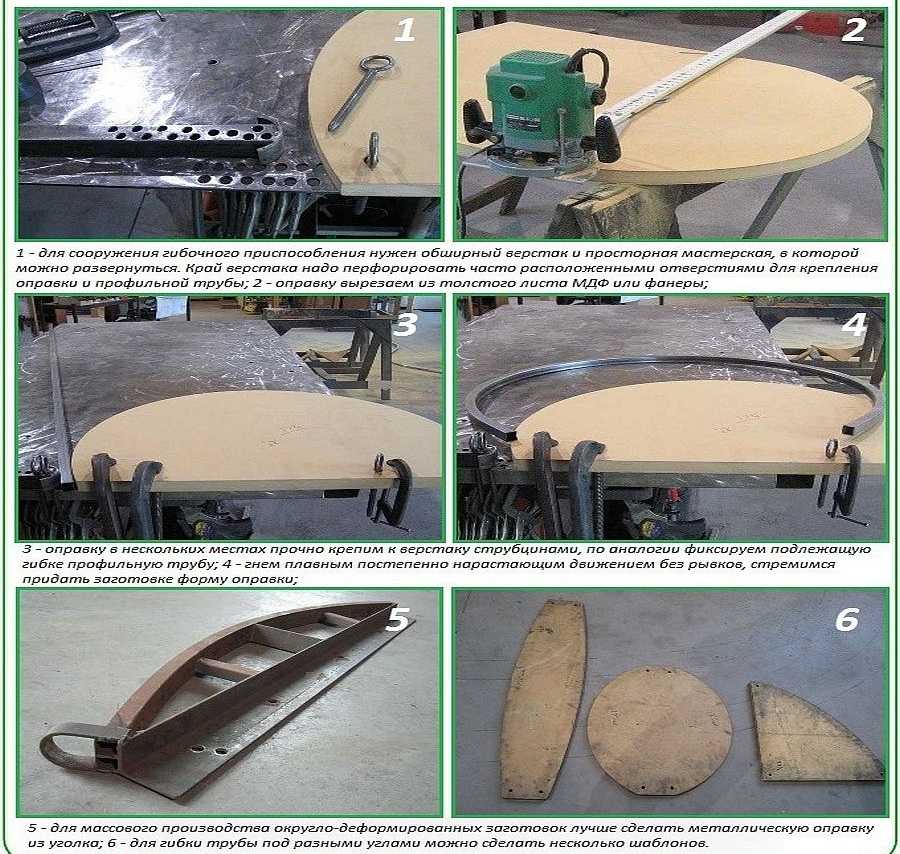
Процесът на получаване на дъга от профилна тръба с помощта на шаблон
В единия край на тръбата дупките се повтарят, с тяхна помощ тръбата е прикрепена към работната маса. Сега свободният край на тръбата започва да се изтегля плавно, образувайки завой, който повтаря формата. Необходимо е да се дърпа плавно, без да се дръпне.
Шаблонът може да бъде направен и на земята. Тръбите с колчета се забиват в земята (дълбочина не по-малка от половин метър). Те образуват необходимата дъга. За акцент се забиват два допълнителни кола, които са разположени отстрани на дъгата. Разстоянието, което трябва да отстъпите отстрани, е малко повече от ширината на тръбата.
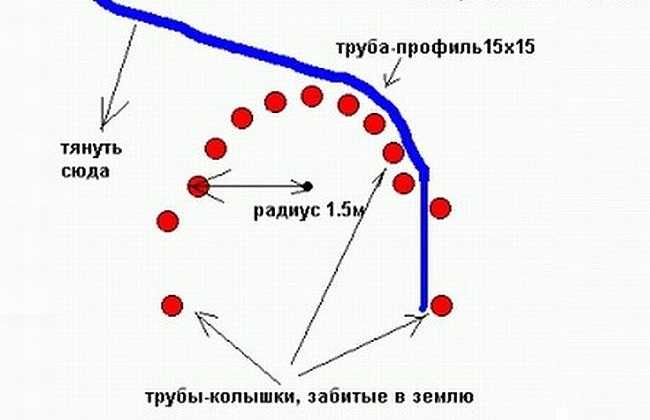
Модел на земята
След поставянето на тръбата тя се изтегля към дъгата. Необходими са големи усилия, работата е тежка. Може да работи само с тънкостенна безшевна тръба. Шевът има твърде голямо съпротивление в областта на шева. Много е трудно да го преодолеете ръчно.









