Kuinka hitsata (juottaa) polypropeeniputkia
Kaikki metalliputket korvataan yleensä muoviputkilla, erityisesti polypropeenista. Heillä on pitkä käyttöikä (jopa 50 vuotta), ne eivät ruostu, eivät mätää, punnitsevat vähän, ja voit myös koota kaiken omin käsin, ilman asiantuntijoiden osallistumista. Polypropeeniputkien hitsaus vaatii jonkin verran taitoa, mutta se tulee nopeasti. Voit ensin harjoitella pienillä koristeilla ja halvoilla varusteilla ja aloittaa sitten vakavampien asioiden luomisen.

Muuten, voit tehdä paitsi vesihuoltoa tai lämmitystä myös paljon tarpeellisia ja hyödyllisiä asioita
Artikkelin sisältö
Tyypit ja tarkoitus
Polypropeeniputkia on saatavana neljässä värissä - vihreä, harmaa, valkoinen ja musta. Vain mustat eroavat ominaisuuksiltaan - niillä on lisääntynyt vastustuskyky ultraviolettisäteilylle ja niitä käytetään muninnassakastelujärjestelmät maassa. Kaikilla muilla on samanlaiset ominaisuudet ja ne asetetaan sisätiloihin tai haudataan maahan.
Tilauksesta polypropeeniputket ovat seuraavan tyyppisiä:
- Kylmälle vedelle (lämpötila enintään + 45 ° C). Ne voidaan helposti erottaa pitkittäisen sinisen raidan perusteella.
- Kuuman veden syöttöön (lämmitys + 85 ° C: seen). Erottuva piirre on punainen raita.
- Yleinen (suurin lämmitys jopa + 65-75 ° C, valmistajasta riippuen). Kaksi raitaa asetetaan vierekkäin - sininen ja punainen.

Värit eivät vaikuta ominaisuuksiin

On olemassa putkia, joilla on erilaiset ominaisuudet sekä kylmälle että kuumalle vedelle. Tämä näkyy merkinnässä:
- PN10: tä käytetään yksinomaan kylmävesijärjestelmissä (enintään + 45 ° C) matalassa paineessa (enintään 1 MPa). Niillä on pieni seinämän paksuus. Ei sovellu kerrostaloihin.
- PN16. Ne on usein merkitty universaaleiksi, mutta useammin niitä käytetään kylmään veteen - ne kestävät väliaineen lämmittämisen + 65 ° C: seen ja paineen 1,6 MPa: iin asti.
- PN20. Paksuseinäiset putket, jotka voivat kuljettaa väliainetta jopa + 80 ° C: n lämpötilassa, kestävät jopa 2 MPa: n painetta. Käytetään kuuman veden ja lämmitysjärjestelmien jakeluun.
- PN25. Nämä ovat vahvistettuja polypropeeniputkia (folio tai lasikuitu). Vahvistavan kerroksen läsnäolon vuoksi niiden seinämän paksuus on usein pienempi kuin PN20. Keskilämpötila - jopa + 95 ° C, paine - jopa 2,5 MPa. Niitä käytetään kuuman veden syöttöön ja lämmitykseen.
Kaikkia niitä on saatavana erikokoisina - jopa 600 mm: iin saakka, mutta huoneistoissa ja omakotitaloissa niitä käytetään pääasiassa koossa 16 mm - 110 mm. Huomaa, että sisähalkaisija ilmoitetaan seinämän paksuuden vaihdellessa.
Mikä on polypropeeniputkien hitsaus
Polypropeenille on ominaista lisääntynyt jäykkyys, ja saman materiaalin liittimiä käytetään tarvittavan kokoonpanon omaavien järjestelmien luomiseen. Nämä ovat erilaisia kulmia, teeja, ohituksia, sovittimia, kytkimiä jne. Ne on liitetty putkiin juottamalla. Tätä prosessia kutsutaan myös hitsaukseksi, mutta sen olemus ei muutu: kaksi elementtiä kuumennetaan sulamislämpötilaan ja kuumassa tilassa ne ovat yhteydessä toisiinsa. Kun se tehdään oikein, liitos osoittautuu monoliittiseksi ja palvelee vähintään putkia itseään.

Polypropeeniputkien liittimien avulla voit luoda minkä tahansa kokoonpanon järjestelmän
Polypropeenin liittämiseksi metalleihin on yhdistettyjä liittimiä, joissa toinen osa on valmistettu metallista ja liitetty kierteitetyllä liitännällä, ja toinen, polypropeeni, hitsataan.
Kuin juottaa
Polypropeeniputkien hitsaus tapahtuu erityisellä laitteella, jota kutsutaan juotosraudaksi tai hitsauskoneeksi.Se on pieni metallialusta, jonka sisällä on sähkökäämi, joka lämmittää pintaa. Tämän rakenteen vuoksi tätä yksikköä kutsutaan myös raudaksi.

Kaksi mallia PP-putkihitsauslaitteesta
Kahden elementin yhdistämiseksi liitettävät pinnat lämmitetään sulamislämpötilaan (+ 260 °). Elementin lämmittämiseksi vaadittuun syvyyteen hitsausalustalle on asennettu kaksi erilaista teflonilla päällystettyä metallisuutinta:
- karaa (halkaisijaltaan pienempi) käytetään sisäpinnan lämmittämiseen;
- holkki asetetaan lämmittämään ulkopintaa.

Juotos suutimet polypropeeniputkille

Kaksi liitettävää elementtiä asetetaan samanaikaisesti vastaaviin liitteisiin, pidetään tietyn ajan (useita sekunteja) ja liitetään sitten. Näin hitsataan polypropeeniputkia.
Kuinka hitsata
Polypropeeniputkien juottimien mallit ovat hieman erilaisia, mutta niiden kanssa työskentelyn periaatteet ovat yhteiset. On olemassa kaksi päämallia - tasainen sänky tai sylinterimäinen lämmitin. Normaalilla laadulla molemmat toimivat, käytännössä ei ole eroa. Ne, jotka ovat mukavampia, valitsevat.

Tämä on leikkauskuva hyvin tehdystä yhteydestä - kokonaisuutena
Esityö
Ennen työn aloittamista sinun on lämmitettävä juotin, mutta kaikki ei ole tässä niin yksinkertaista. Sen valmistusjärjestys on seuraava:
- Ensinnäkin alustalle asennetaan sopivan halkaisijan omaavat suuttimet.
- Tanko on kierretty korin reikään, karalle ja holkkiin laitetaan sen molemmin puolin, kiristetään muttereilla molemmin puolin.
- Jos lämmityselementti on putken muodossa, sitä varten myydään suuttimia kiinnitettynä levyyn. Levy asetetaan lämmityselementille, kiinnityspultti kiristetään.
- Vaadittu lämmityslämpötila asetetaan säätimessä. Polypropeeniputkien hitsauslämpötila on + 260 ° C. Laitamme sen säätimeen, kytke se verkkoon.
- Odotamme asetetun lämpötilan signaalia. Joissakin malleissa on äänimerkki, mutta lähinnä LED syttyy tai sammuu (eri mallit vaihtelevat).
Juotin on käyttövalmis. Mutta meidän on vielä valmisteltava putket ja liittimet. Ensimmäinen edellytys korkealaatuiselle hitsaukselle on tasainen leikkaus. Viillon on oltava tiukasti pystysuora, siinä ei saa olla purseita. Tällainen leikkaus voidaan saada käyttämällä erityisiä saksia. Niiden pohjassa on kaksi leveää leukaa, jotka pitävät putkea paikallaan, ja leikkausosa on päällä.

Jos näin leikataan, leikkaus on tasainen ja sileä.
Toinen edellytys PP-putkien hyvälle juotokselle on puhtaat, kuivat, rasvattomat osat. Jos haluat, että putkisto tai lämmitys toimii pitkään eikä virtaa, älä ohita tätä toimenpidettä. Putkileikkaus ja liitos puhdistetaan alkoholilla tai vedellä ja astianpesuaineella. Sitten he odottavat, kunnes kaikki on kuivaa, ja vasta sen jälkeen juottoprosessi alkaa.
Kuinka kauan lämmetä
Hitsauksessa polypropyleeni on kuumennettava tiukasti vaadittuun lämpötilaan. Ylikuumeneminen ja alilämmitys heikentävät merkittävästi sauman laatua. Liian ylikuumentunut ja pehmennyt putki ei yksinkertaisesti sovi liitokseen, eikä riittävästi lämmitetty materiaali sulaa.
Lämmitysaika riippuu putken halkaisijasta, ilman lämpötilasta ja on ilmoitettu taulukossa.
| Polypropeeniputken halkaisija | Hitsaussyvyys | Lämmitysaika | Hitsausaika | Jäähdytysaika |
|---|---|---|---|---|
| 16 | 12-14 mm | 5 sekuntia | 6 sekuntia | 2 minuuttia |
| 20 | 14-17 mm | 6 sekuntia | 6 sekuntia | 2 minuuttia |
| 25 | 15-19 mm | 7 sekuntia | 10 sekuntia | 2 minuuttia |
| 32 | 16-22 mm | 8 sekuntia | 10 sekuntia | 4 minuuttia |
| 40 | 18-24 mm | 12 sekuntia | 20 sekuntia | 4 minuuttia |
| 50 | 20-27 mm | 18 sekuntia | 20 sekuntia | 4 minuuttia |
| 63 | 24-30 mm | 24 s | 30 sekuntia | 6 minuuttia |
| 75 | 26-32 mm | 30 sekuntia | 30 sekuntia | 6 minuuttia |
Yleensä juottaminen on mahdollista + 5 ° C: ssa, mutta tiedot annetaan + 20 ° C: ssa. Lämpimällä säällä elementtien pitoaika juottimella lyhenee 30-60 sekunnilla, kylmemmällä säällä se kasvaa.
Kiinnitä huomiota taulukon sarakkeeseen "hitsauksen syvyys". Tämä merkki sijoitetaan putkeen. Ennen kuin se on painettava liittimeen. Tämä muodostaa pienen sulasta muovista helmen sovitusreunan eteen. Tämä tarkoittaa, että sauma on tehty oikein.
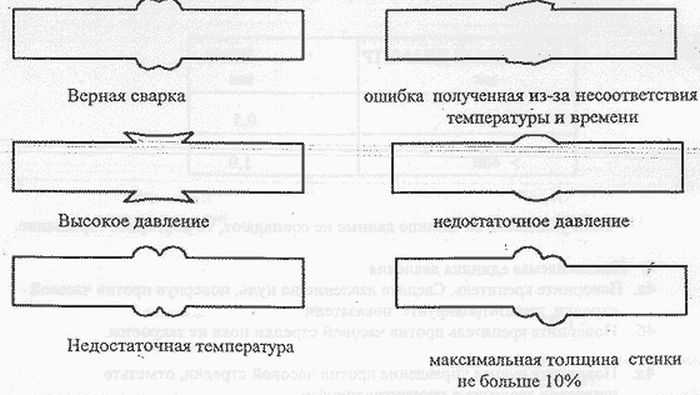
Polypropeeniputkien hitsauksessa mahdollisesti esiintyvät virheet
Toinen sarake tarvitsee selvennystä - "hitsausaika". Tällöin hitsatut elementit on puristettava ja kiinnitettävä.
Yleensä jos yrität laittaa kylmän putken liittimeen, sen pitäisi olla vaikea asentaa - putken ulkohalkaisija on hieman suurempi kuin liittimen sisähalkaisija. Tämä tehdään tarkoituksella jonkin ylimääräisen materiaalin aikaansaamiseksi, josta helmi muodostuu saumaan. Jotta polypropeeniputkien hitsaus olisi luotettavaa, on parempi ottaa kaikki komponentit yhdeltä yritykseltä. Joten koot ovat taatusti sopivia. Muuten on välttämätöntä kokeilla - jotta liitin ei "liukastu", vaan vedetään vaivattomasti.
Teknologia
Kuten jo mainittiin, polypropyleeniputkia hitsattaessa ne ja niiden liitososat on puhdistettava, rasvanpoistoaine ja kuivaus. Ja vasta sen jälkeen voit aloittaa juottamisen.
Tämä valmiste sopii kaikentyyppisille putkille, paitsi kalvovahvisteisille putkille. Tässä tapauksessa, kun haluttu kappale on leikattu, leikkaus puhdistetaan kalvoon erityisellä laitteella - parranajokoneella. Putki työnnetään siihen ja pyöritetään useita kertoja. Tämä poistaa ylimmän muovikerroksen, jonka jälkeen voit poistaa rasvan ja juottaa.

Kalvovahvisteisissa putkissa polypropeeni leikataan kalvoksi
Kun pinta on kuivunut, putkeen piirretään merkki, joka merkitsee etäisyyden, jolla se on painettava liittimeen (helpoin tapa on ohut merkki tai terävästi teroitettu yksinkertainen kynä).

Hitsaussyvyyden merkitseminen
Juotetaan polypropeeni askel askeleelta
Lisäksi PP-putkien hitsaustekniikka on seuraava:
- Laitamme putken leikatun osan karalle, työnnetään liitos holkkiin. Tämä on tehtävä samanaikaisesti, äärimmäisissä tapauksissa liitos asennetaan aikaisemmin, koska sillä on suuri seinämän paksuus. Viiveen tulisi olla hyvin pieni.

Laitamme liitteet
- Ylläpidämme elementtejä vaaditun ajan.
- Poistetaan suuttimista, liitetään, painamalla putki liittimeen merkkiin. Yhteys on yksinomaan lineaarinen, et voi kiertää elementtejä vaaka-akselin ympäri (älä kierrä, vaikka todella haluat). Vaakataso voidaan tasoittaa heti liitännän jälkeen, jos havaitaan ristiriitaa.

Korjaamme niin, että polypropeeniputkien hitsaus on luotettavaa
- Kun muodostat yhteyden, sinun on tehtävä paljon vaivaa. Samaa voimaa pidetään useita sekunteja (taulukon sarakkeessa "hitsausaika").
- Kun määritetty aika on kulunut, lopetamme painamisen, eikä yhteyttä voi häiritä muutaman minuutin ajan (taulukossa sarake “jäähdytysaika”). Sen jälkeen voidaan olettaa, että polypropeeniputken juotto on ohi. Voit siirtyä seuraavaan saumaan.


Yksi huomautus: Tarkista heti hitsauksen päätyttyä juottimen kärjet. Jos siinä on materiaalijäämiä, poista se pehmeällä, nukkaamattomalla, haalistumattomalla (valkoisella) liinalla. Et voi jättää muovia juottimeen - seuraava kappale tarttuu, sitä on vaikea repiä. Suuttimia ei voi puhdistaa hioma-aineilla - niissä on teflonpinnoite, ne naarmuuntuvat helposti. Ja jopa mikroskooppiset naarmut johtavat siihen, että juotosraudan (rauta) fragmentti tarttuu.
Muuten, on parempi työskennellä puuvillakäsineissä - palovammoja on vähemmän.
Se on tarkistettava ennen järjestelmän käyttöönottoa. Tämä tehdään puristamalla. Mikä se on ja miten se tehdään, lue täältä.
Polypropeeniputkien asettelu
Polypropeeniputkia käytetään kylmän tai kuuman veden kampauksen asentamiseen, lämmitykseen. Halkaisijan valinta on kulloinkin yksilöllinen - se riippuu pumpattavan nesteen tilavuudesta aikayksikköä kohden, vaaditusta sen liikkumisnopeudesta (kaava kuvassa).
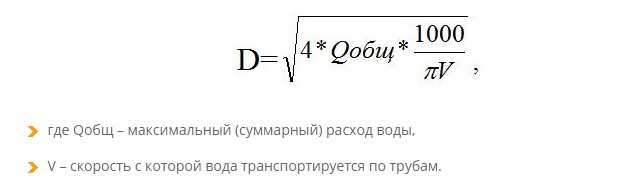
Kaava polypropeenin halkaisijan laskemiseksi
Lämmitysjärjestelmien putken halkaisijoiden laskeminen on erillinen aihe (halkaisija on määritettävä jokaisen haaran jälkeen), vesiputkille kaikki on helpompaa. Asunnoissa ja taloissa putkia, joiden halkaisija on 16-30 mm, käytetään näihin tarkoituksiin, ja suosituimmat ovat 20 mm ja 25 mm.
Laskemme varusteet
Halkaisijan määrittämisen jälkeen putkilinjan kokonaispituus otetaan huomioon, sen rakenteesta riippuen hankitaan lisäksi liittimiä. Putkien pituuden avulla kaikki on suhteellisen yksinkertaista - mitataan pituus, lisätään noin 20% työn virheeseen ja mahdollisiin virheisiin. Putkikaavio vaaditaan tarvittavien liittimien määrittämiseksi. Piirrä se osoittamalla kaikki hanat ja laitteet, joihin haluat liittää.

Esimerkki polypropeeniputkien johdotuksesta kylpyhuoneessa
Yhteyden muodostaminen moniin laitteisiin edellyttää siirtymistä metalliin. Myös tällaisia polypropeeniliittimiä on. Niiden toisella puolella on messinkilanka ja toisella puolella säännöllinen juotosliitin. Sinun on heti tarkasteltava liitetyn laitteen suuttimen halkaisijaa ja kierteen tyyppiä, jonka tulisi olla liittimessä (sisäinen tai ulkoinen). Jotta ei tekisi virhettä, on parempi kirjoittaa kaikki kaavioon - haaran yläpuolelle, johon tämä liitos asennetaan.
Lisäksi kaavion mukaan otetaan huomioon "T" - ja "L" -muotoisten liitosten lukumäärä. T-paidat ja kulmat ostetaan heille. Ristejä on myös, mutta niitä käytetään harvoin. Kulmat, muuten, eivät ole vain 90 °. Kukin on 45 °, 120 °. Älä unohda liittimiä - nämä ovat liittimet kahden putkiosan liittämiseen. Älä unohda, että polypropeeniputket eivät ole lainkaan joustavia eivätkä taipu, joten jokainen kierros tehdään liittimillä.
Kun ostat materiaaleja, sovi myyjän kanssa mahdollisuudesta vaihtaa tai palauttaa osa varusteista. Ongelmia ei yleensä esiinny, koska edes ammattilaiset eivät aina voi välittömästi määrittää tarkkaa tuotevalikoimaa. Lisäksi asennusprosessin aikana on joskus tarpeen muuttaa putkilinjan rakennetta, mikä tarkoittaa, että liitosjoukko muuttuu.
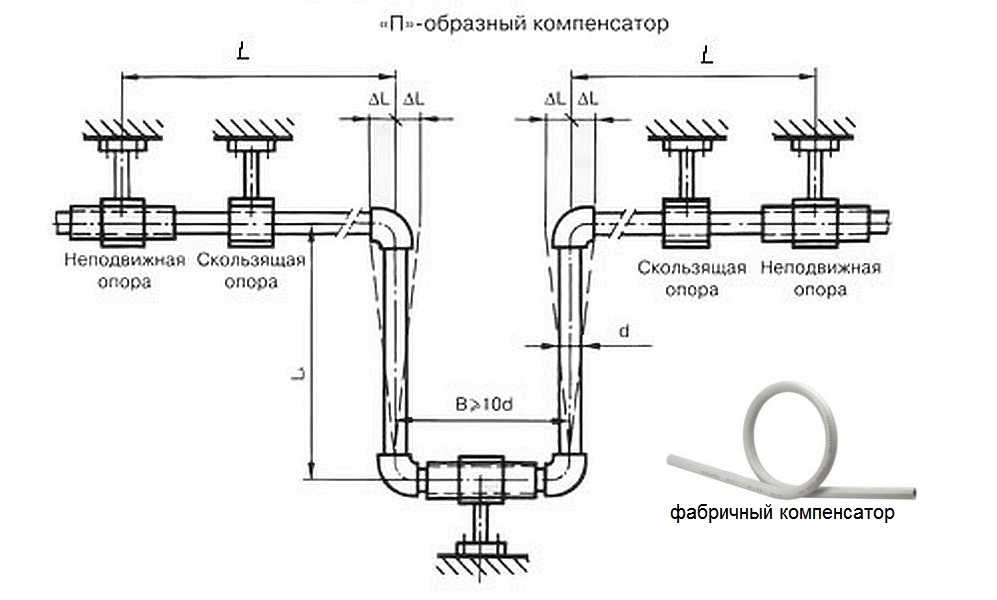
Kompensaattori kuuman veden syöttöön ja lämmitykseen polypropeeniputkista
Polypropeenilla on melko merkittävä lämpölaajenemiskerroin. Jos polypropeenista valmistettua kuuman veden syöttö- tai lämmitysjärjestelmää asennetaan, on tehtävä paisuntasauma, jolla putkilinjan pidennys tai lyhennys tasoitetaan. Tämä voi olla tehdasvalmisteinen paisuntasauma tai paisuntasauma, joka on koottu järjestelmän mukaisesti viimeistelyistä ja putkiosista (kuva yllä).
Munintamenetelmät
On olemassa kaksi tapaa asentaa polypropyleeniputket - avoimet (seinää pitkin) ja suljetut - seinän tai tasoitteen uriin. Seinällä tai urassa polypropeeniputket on kiinnitetty pidikkeisiin. Ne ovat yksittäisiä - yhden putken asettamiseksi on kaksinkertainen - kun kaksi haaraa kulkee rinnakkain. Ne kiinnitetään 50-70 cm: n etäisyydelle. Putki työnnetään yksinkertaisesti pidikkeeseen ja pidetään elastisen voiman vuoksi.

Polypropeeniputkien kiinnittäminen seiniin
Jos levitetään tasoitetta, jos se on lämmin lattia, putket kiinnitetään vahvistusverkkoon; muuta lisäkiinnitystä ei tarvita. Jos putkisto pattereihin on monoliittinen, putkia ei saa kiinnittää. Ne ovat jäykkiä, niiden sijainti ei muutu edes jäähdytysnesteellä täytettynä.

Vaihtoehto piilotetuille ja ulkoisille johdotuksille yhdessä putkessa (kylpyhuoneen takana johdotus tehtiin auki - vähemmän työtä)
Juotosvivahteet
Itse polypropeeniputkien hitsausprosessi, kuten näitte, ei jätä paljon työtä, mutta on paljon hienovaraisuuksia. Esimerkiksi ei ole selvää, miten putkia liitettäessä sovitetaan osat siten, että putket ovat tarkalleen tarvittavan pituisia.
Toinen polypropeeniputkien hitsauskohta on juottaminen vaikeasti saavutettavissa paikoissa. Putkea ja liitintä ei aina ole mahdollista laittaa juotosraudalle molemmin puolin. Esimerkiksi juotamme nurkkaan. Juotin, sinun on työnnettävä se kulmaan, toisella puolella suutin lepää suoraan seinään, et voi vetää liitintä sen yli. Tällöin sijoitetaan toinen halkaisijaltaan samanlainen suutin ja liitos kuumennetaan siihen.
Kuinka juottaa polypropeeniputkia vaikeasti tavoitettavaan paikkaan
Kuinka vaihtaa rautaputkesta polypropeeniin.









