Forrasztóhuzal forrasztópáka: hogyan kell jól csinálni
A huzalok csatlakoztatásának egyik legmegbízhatóbb módja a forrasztás. Ez egy olyan folyamat, amelynek során két vezető közötti tér megolvadt forrasztással van feltöltve. Ebben az esetben a forrasztóanyag olvadáspontjának alacsonyabbnak kell lennie, mint az összekapcsolandó fémek olvadáspontja. Otthon a forrasztást leggyakrabban egy forrasztókészülékkel használják - egy kis eszköz, amelyet elektromos áram hajt. A normál működéshez a forrasztópáka teljesítményének legalább 80-100 wattnak kell lennie.
A cikk tartalma
Amire szüksége van egy forrasztópáka forrasztásához
Magán forrasztópáka mellett forrasztókra, gyantára vagy fluxusokra lesz szüksége, kívánatos, hogy állványa legyen. Még a munka folyamán is szükség lehet egy kis fájlra és kis fogóra.

Leggyakrabban a rézhuzalokat kell forrasztani, például fejhallgatón, háztartási készülékek javításakor stb.
Gyanta és fluxusok
A vezetékek megfelelő összekapcsolása érdekében meg kell tisztítani őket a szennyeződéstől, beleértve az oxidfilmet is. Ha a mono magokat továbbra is kézzel lehet megtisztítani, akkor a sodrott vezetők nem tisztíthatók rendesen. Általában gyantával vagy fluxusos hatóanyagokkal kezelik őket, amelyek oldják a szennyeződéseket, beleértve az oxid filmet is.
A gyanta és a fluxusok is jól működnek, csak a fluxusokat könnyebb használni - az ecsetet mártsa az oldatba, és gyorsan feldolgozza a vezetékeket. Tegyen egy vezetőt a gyantába, majd forrasztópáka segítségével melegítse fel, hogy az olvadt anyag beborítsa a fém teljes felületét. A fluxusok használatának hátránya, hogy ha a vezetékeken maradnak (és maradnak), akkor fokozatosan korrodálják a szomszédos hüvelyt. Ennek elkerülése érdekében az összes forrasztási pontot meg kell dolgozni - mossa le a fluxus maradványait alkohollal.

Tartók és fluxusok rézhuzalok forrasztásához
A kolofónt univerzális gyógymódnak tekintik, és a fluxusok a forrasztani kívánt fémtől függően választhatók ki. A vezetékek esetében ez réz vagy alumínium. Réz- és alumíniumhuzalokhoz fluxus LTI-120-at vagy boraxot vesznek fel. A gyantából és a denaturált alkoholból (1–5) készült házi készítésű gumboil nagyon jól működik, ráadásul könnyen megteheti saját maga is. Adjon alkoholhoz gyantát (lehetőleg port vagy nagyon apró darabokat), és rázza fel, amíg fel nem oldódik. Ezután ezt a vegyületet fel lehet használni vezetők és szálak forrasztás előtti feldolgozására.
A rézhuzal forrasztópáka forrasztópáka POS 60, POS 50 vagy POS 40 - ón-ólmot használ. Alumíniumhoz a cinkalapú vegyületek alkalmasabbak. A leggyakoribbak a TsO-12 és a P250A (ónból és cinkből), A fokozat (cink és ón réz hozzáadásával), TsA-15 (cink alumíniummal).

Kényelmes a forrasztó kolofon használatával
Nagyon kényelmes a kolofónt (POS 61) tartalmazó forrasztók használata. Ebben az esetben nincs szükség az egyes vezetők előzetes feldolgozására a gyanta külön-külön. De a jó minőségű forrasztáshoz a forrasztópákának erősnek kell lennie - 80-100 W, amely gyorsan felmelegítheti a forrasztási pontot a kívánt hőmérsékletre.
Támogató anyagok
A vezetékek forrasztópáka normál forrasztásához a következőkre is szükség van:
- Állvány. Teljesen fémből készülhet, vagy fa / műanyag állványon rögzített fémtartók forrasztópáka számára. Akkor is kényelmes, ha van egy kis fém kolofon doboza.

Kényelmesebb forrasztani forrasztópáka házi és gyári állvánnyal - nem túl fontos
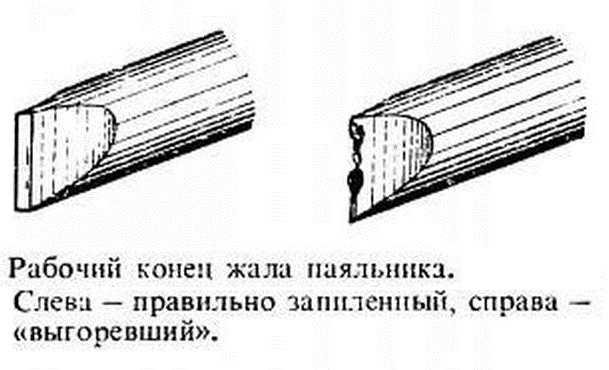
- File. Munka előtt a forrasztópáka élesítve van. Sima és tiszta legyen, szén-lerakódások nélkül. Ezután könnyen forrasztható.

Így kell élesíteni a forrasztópáka hegyét
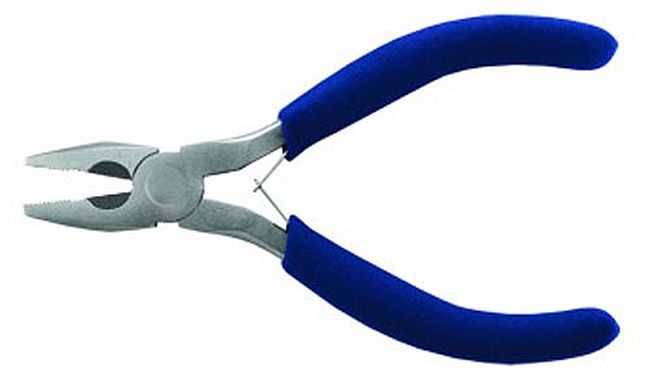
- Fogó.Forrasztás közben nehéz ujjaival tartani a vezetékeket - a réz és az alumínium hővezető képessége magas, ami a közeli területek gyors felmelegedéséhez vezet. Ezért kényelmesebb forrasztani a vezetékeket forrasztópákkal, ha fogóval tartja őket. Csak az eszköz legyen miniatűr, vékony fogantyúval és pofával. Elvileg használhat csipeszt, de célszerű hőre zsugorodó csövet tenni a tetejére (ahol az ujjait fogja) - az acél is gyorsan felmelegszik.
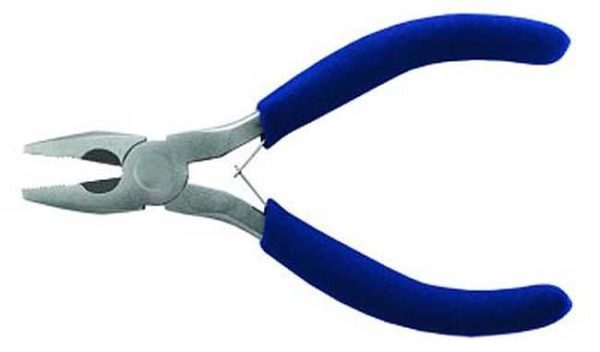
Fogó - a vezetékek megtartásához

Szükség lehet alkoholra a fluxus eltávolításához, a szigeteléshez pedig különböző átmérőjű elektromos szalag vagy hőre zsugorodó cső szükséges. Ez az összes olyan anyag és eszköz, amely nélkül lehetetlen a huzalokat forrasztópáka forrasztani.
Forrasztási folyamat elektromos forrasztópáka
A huzalok forrasztópáka forrasztásának teljes technológiája több egymást követő szakaszra osztható. Mindegyiket megismételjük egy bizonyos sorrendben:
- Vezetők előkészítése. A huzalok forrasztásakor megszabadulnak a szigeteléstől. Ezt követően az oxidfilmet mechanikusan eltávolítják belőlük. Használhat egy kis darab finomszemcsés csiszolópapírt. A fémnek fényesnek és könnyűnek kell lennie.
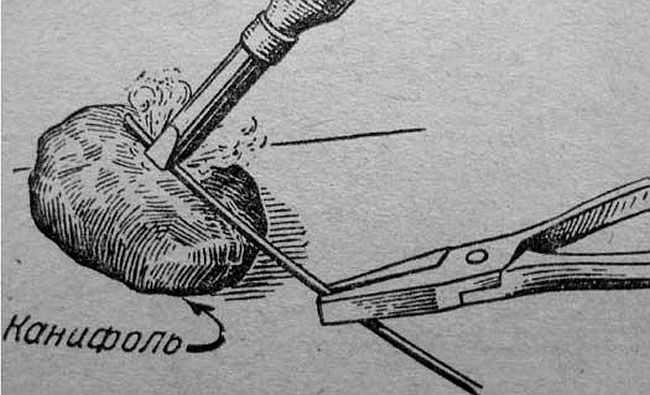
- Bádogozás. A forrasztópáka a gyanta olvadáspontjáig melegszik (amikor megérinti, aktívan olvadni kezd). Vegyünk egy vezetőt, vigyük egy darab gyantához, melegítsük fel egy forrasztópáka segítségével, hogy a huzal teljes lecsupaszított része elmerüljön a gyantában. Ezután egy forrasztáscseppet veszünk a forrasztópáka hegyére, és eloszlatjuk a vezető feldolgozott részén. A forrasztóanyag gyorsan terjed, vékony réteggel borítja a huzalt. A gyorsabb és egyenletesebb elosztás érdekében kissé fordítsa el a vezetéket. Ónozás után a rézvezetők elveszítik vörösségüket és ezüstössé válnak. Így dolgozzák fel az összes vezetéket, amelyet forrasztani kell.
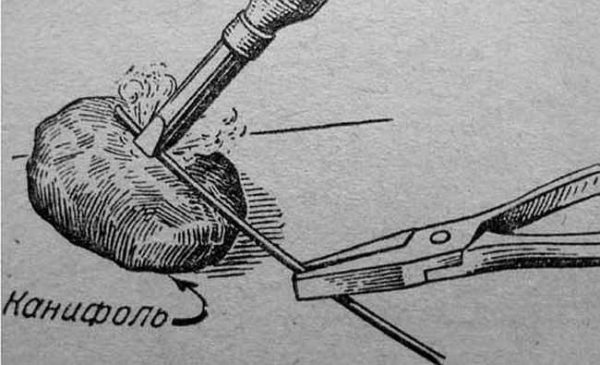
A vezeték drótozása
- Az ónozott vezetőket összehajtják, az ujjaikkal kiegyenesítik, hogy szorosan egymáshoz illeszkedjenek. Ha a forrasztásnak hosszúnak kell lennie, akkor meg lehet csavarni. A vezetőket megfogva forrasztást vesznek a csúcson, némi erőfeszítéssel a forrasztási ponthoz nyomják. Ebben az esetben a forrasztás helye felmelegszik, a kolofónia forrni kezd, a forrasztóanyag terjed. Ha a teljes zónát lefedi, a vezetők között áramlik, akkor feltételezhetjük, hogy a vezetők forrasztópáka forrasztása befejeződött. Egy ideig mozdulatlanul tartják őket - amíg a forrasztó lehűl (a folyamat felgyorsítása érdekében erre a helyre fújnak).
Valójában ennyi. Ugyanígy lehet forrasztani két vagy több vezetéket, rá lehet forrasztani egy vezetéket valamilyen érintkezõre (például fejhallgató forrasztásakor - rá lehet forrasztani a vezetéket a csatlakozóra vagy a fejhallgató párnájára) stb.
Miután befejezte a huzalok forrasztását egy forrasztópáka segítségével, és azok lehűltek, a csatlakozást le kell szigetelni. Becsomagolhatja az elektromos szalagot, felveheti, majd felmelegítheti a hőre zsugorodó csövet. A huzalozásról általában azt javasoljuk, hogy először tekerjen be néhány fordulatot az elektromos szalagból, és tegyen a tetejére hőre zsugorodó csövet, amely felmelegszik.
Technológiai különbségek a fluxus alkalmazásakor
Ha a gyanta helyett aktív fluxust alkalmaznak, a bádogozási folyamat megváltozik. A megtisztított vezetőt kenjük a vegyülettel, majd kis mennyiségű forrasztópáka segítségével melegítjük. Akkor minden a leírtak szerint alakul.

Forrasztószálak fluxussal - gyorsabban és könnyebben
Vannak különbségek, ha forrasztással forrasztják a fluxust. Ebben az esetben nem lehet minden huzalt ónozni, hanem megcsavarni, majd fluxussal kezelni és azonnal elkezdeni forrasztani. A vezetékeket nem is kell tisztítani - a hatóanyagok korrodálják az oxid filmet. De ehelyett alkohollal kell törölnie a forrasztási pontokat - a kémiailag agresszív anyagok maradványainak lemosása érdekében.
A sodrott huzalok forrasztásának jellemzői
A fent leírt forrasztási technológia alkalmas egyvezetőkre. Ha a huzal sodródott, vannak árnyalatok: ónozás előtt a vezetékeket meg nem csavarják, hogy mindent gyantába mártsanak.Forrasztóanyag felhordásakor ügyeljen arra, hogy minden vezetéket vékony forrasztóréteg borítson. Kihűlés után a vezetékeket ismét egy kötegbe csavarják, majd forrasztópáka segítségével a fent leírtak szerint forraszthatjuk - úgy, hogy a csúcsot a forrasztóba mártjuk, a forrasztót felmelegítjük és ónt viszünk fel.

Ónozáskor a sodrott huzalokat "bolyhosítani" kell
Lehetséges forrasztani a rézhuzalt alumíniummal
Az alumínium és más reaktív fémek összekapcsolása nem valósítható meg közvetlenül. Mivel a réz reaktív anyag, a réz és az alumínium nincs kötve vagy forrasztva. A lényeg túl eltérő hővezető képesség és más vezetőképesség. Az áram áthaladásával az alumínium jobban felmelegszik és tovább tágul. A réz sokkal kevésbé melegszik és tágul. A változó mértékű állandó kitágulás / összehúzódás oda vezet, hogy a legjobb kontaktus is megszakad, nem vezetőképes film képződik, minden leáll. Ezért a réz és az alumínium nincs forrasztva.
Ha ilyen szükség van réz és alumínium vezetők csatlakoztatására, akkor csavaros csatlakozást kell létrehozni. Vegyünk egy csavart megfelelő anyával és három alátéttel. A csatlakoztatandó vezetékek végén gyűrűk vannak kialakítva, amelyek illeszkednek a csavarhoz. Vegyünk egy csavart, tegyünk rá egy alátétet, majd egy vezetéket, egy másik alátétet - a következő vezetőt, a tetejére - egy harmadik alátétet, és rögzítsünk mindent egy anyával.

Az alumínium és a réz vezetőket nem szabad forrasztani
Az alumínium és a réz vezetékek összekapcsolására számos más módszer létezik, de a forrasztás nem vonatkozik rájuk. Olvashat más módszerekről itt, de csavarozva - a legegyszerűbb és legmegbízhatóbb.









