Elektródák kiválasztása hegesztő inverterhez
Egy kezdő hegesztő számára problémát jelenthet az elektróda megválasztása: több mint kétszáz márka létezik, különböző tulajdonságokkal, célokkal és jellemzőkkel. Ezenkívül körülbelül 100 márka alkalmas manuális elektromos ívhegesztésre inverteres gépekkel. Lehetetlen mindenkiről elmondani, igen, kezdeni, nem szükséges. Csak röviden írjuk le a fő típusokat és azt, hogy az inverteres hegesztéshez mely elektródák alkalmasak a kezdők számára. Beszélünk arról is, hogy milyen átmérőt vegyen és milyen áramot állítson be a különböző vastagságú fémek hegesztéséhez.
A cikk tartalma
Mi az elektróda és mire szolgál a bevonat
Az elektróda egy speciális bevonattal bevont fémdrót darab. A hegesztés során a mag megolvad az ív hőmérsékletétől. Ugyanakkor a bevonat ég és megolvad, védő gázfelhőt hoz létre a hegesztési terület - a hegesztési medence - körül. Blokkolja a levegőben lévő oxigénhez való hozzáférést. A keverék elégetésének egy része folyékony állapotba kerül, és az olvadt fémet vékony réteggel borítja, védve az oxigénnel való kölcsönhatás ellen is. Tehát a bevonat jó hegesztési minőséget biztosít.
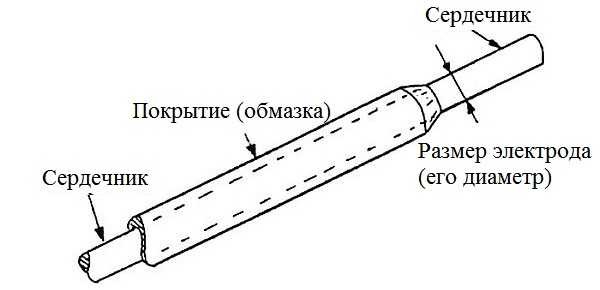
A hegesztő elektróda magból és védőbevonatból áll
A hegesztés megkezdése előtt minden elektródát megvizsgálnak: a bevonatnak nem lehetnek forgácsai. Ellenkező esetben nem fogja elérni az egységes fűtést és a kiváló minőségű varratot. Figyeljen az elektróda hegyére is: a bevonat vastagságának minden oldalról azonosnak kell lennie. Ekkor az ív középen kijön. Ellenkező esetben elmozdul. Tapasztalt hegesztők számára ez nem ijesztő, de a kezdők számára kézzelfogható problémákat okozhat.
Figyelemmel kell kísérni a bevonat nedvességtartalmát. Néhány közülük nagyon rosszul gyullad ki magas páratartalom mellett (például SSSI). A bevonat ilyen "szeszélyessége" kapcsán száraz helyen kell tárolni őket, biztosítva, ha lehetséges, hermetikusan lezárt csomagolást. A dobozt zacskóba teheti, és néhány zacskó sót is tehet oda, amelyek cipős dobozokban vannak.
Nedves elektródákat nem érdemes vásárolni: természetesen száríthatók, de jellemzőik csökkenni fognak. Ha mégis előfordul, hogy az elektródák nedvesek, akkor egy szokásos háztartási sütőben alacsony hőmérsékleten száríthatók (általában a csomagoláson vannak feltüntetve). A második módszer az, hogy hosszú ideig száraz, jól szellőző helyiségbe helyezzük.

Az elektródák bevonata (védőbevonata) lehet: bázikus, rutil, cellulóz és savas
A bevonat típusai és jellemzői
Csak négyféle bevonat létezik:
- Alapvető.
- Rutile.
- Savanyú.
- Cellulózos.
Az alap (SSSI) és a cellulóz bevonatok csak egyenáramú hegesztésre alkalmasak. Kritikus varratokon használhatók: erős, rugalmas varratot hoznak létre, amely ellenáll a sokkterhelésnek.

A hegesztéshez több mint 200 elektródamárka létezik, ezek közül mintegy 100 használható kézi elektromos ívhegesztésre
A másik kettő (rutil és savanyú) - váltakozó és egyenárammal történő hegesztéskor működhet. De a savas bevonat nagyon mérgező: beltérben csak akkor dolgozhat, ha a munkahely kényszerhuzattal van felszerelve.
A rutil bevonat zöldes vagy kék árnyalattal rendelkezik, az elektródák könnyen meggyulladnak. Akkor is jól gyulladnak, ha az inverter alacsony nyitott áramú feszültséggel rendelkezik (a fő bevonat megbízható meggyújtásához jó áramfeszültség-jellemzőre van szükség, hogyan válasszon inverteres hegesztőgépet, olvassa el itt.).Rutilelektródákkal (MP-3) hegesztve a fém alig fröccsen, de sok salak van, és nem könnyű leszállni: kalapáccsal kell dolgozni.
Lehet, hogy érdekli hogyan lehet hegeszteni egy pavilont egy fémcsőből vagy hogyan lehet csőből fészeret készíteni a kereten.
Hogyan válasszuk ki az elektródákat az inverteres hegesztéshez
Először is kiválasztják a mag összetételét: hasonlónak kell lennie a hegesztett fém típusához. A háztartásokban a szerkezeti acélokat használják leggyakrabban. Ugyanebből a vezetékből kell az elektródákat. Néha még mindig rozsdamentes acélt kell főznie. Ezután a magnak is rozsdamentes acélból kell készülnie, a nagy ötvözetű és hőállóak esetében pedig azonos jellemzőkkel rendelkező fémből.
Az összes házimunkát vagy építési munkát csak néhány márkájú elektródával végezheti el:
- MP-3
- SSSI 13/55
- ANO 21
- OK 63.34
Sokak szerint a legjobb újonc elektródok, amelyek működnek inverteres hegesztőgépek: könnyebb velük dolgozni, ugyanakkor jelentős tapasztalatok hiányában is lehetővé teszik a kiváló minőségű varratok főzését. Az alábbiakban bemutatjuk azoknak a fogyóeszközöknek a jellemzőit és általános alkalmazási lehetőségeit, amelyeket sok szakértő jó inverter elektródájának tekint. Mindenesetre gyakran ajánlják kezdő hegesztőknek tapasztalatszerzés céljából.
Rutil bevonatú elektródák MP 3

Próbálja ki az ANO 21 elektródákat az inverter működéséhez
Bármilyen polaritású váltakozó és egyenárammal működnek. Hegesztés előtt hőkezelésre van szükség: 120 ° C-on 40 percig kalcinálják őket.
| Átmérő, mm | Alsó elektróda helyzet | Az elektróda függőleges helyzete | A felső elektróda helyzete |
|---|---|---|---|
| 2 | áramerősség 50-90 A | áramerősség 50-70 A | áramerősség 70-90 A |
| 2,5 | áramerősség 60-110 A | áramerősség 60-90 A | áramerősség 80100 A |
| 3 | áramerősség 90-140 A | áramerősség 80-100 A | áramerősség 100-130 A |
Rozsdamentes acél elektródák OK 63.34
Ha rozsdamentes acélt kell hegesztenie, próbálkozzon az OK 63.34 paranccsal. Használhatók szerkezeti acél főzéséhez is. Ez egy sekély hullámú varratot eredményez, amely egyenletes átmenetet mutat a fém fő felületére. A salak mennyisége kicsi, könnyen verhető.
Jó ezzel az elektródával főzni függőleges varratok 6-8 mm fémben, felülről lefelé haladva. Alkalmas többszörös hegesztéshez. Bármilyen polaritású egyenárammal és váltakozó árammal működik, minimális nyitott áramfeszültség - 60 V.

A hegesztő elektródák rendben vannak 63,34
A hegesztéshez maszkra is szükség van. A munka megkönnyítése érdekében vegye be kaméleon hegesztő maszk.
Hogyan válasszuk ki az elektróda átmérőjét, hogyan csatlakoztassuk és melyikre állítsuk be az áramerősséget
Az inverter számára nem mindegy, hogy miként választja meg az elektródákat. Még ha el is döntött, legalább három kérdés marad:
- milyen elektróda átmérőt kell használni hegesztéskor;
- milyen áramot kell beállítani;
- melyik "+" vagy "-" kimenethez csatlakoztassa az elektródát.
Minden rendben. Kezdjük azzal, hogy mekkora átmérőjű elektródra van szükség a hegesztéshez. Általában ajánlott a hegesztett fémek vastagságából kiindulni: kis vastagság esetén az elektródát a fémével megegyező méretű átmérővel vesszük. Ha 3 mm vastag fémet hegeszt, akkor az elektródák azonos méretűek. Ha vastagabbra főz, vegyen ennek megfelelően 4 mm-t. De a kezdőknek nehéz lesz nagy elektródákkal dolgozni. Kezdje el a hegesztés elsajátítását 3-4 mm vastag fémmel. Ehhez használjon 3 mm-es elektródákat, vagy ahogy mondják "három".
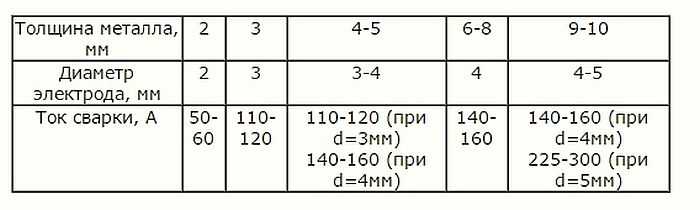
Általános ajánlások az elektróda átmérőjének megválasztására a fém vastagságától függően
Arról, hogy melyik kimenethez csatlakoztassák az elektródákat. A csomagolás specifikációi nagy valószínűséggel jelzik, hogy az elektróda melyik polaritásra szolgál. Ha visszacsatlakoztatja a pozitív kimenethez, csatlakoztassa az elektródát a negatív kivezetésre, amely az alkatrészre van akasztva. Egyenes polaritással pluszot ültetnek a részre, mínuszt alkalmaznak az elektródára. Hogy néz ki egy hegesztő inverteren, a fotó mutatja.

A hegesztő inverter csatlakozásának előre és hátra történő polaritása
Miben különbözik ez a két kapcsolattípus? Az elektronok áramlása más irányú. Mint tudják, az elektronok "mínusz" -ról "pluszra" mozognak. Ezért hegesztéskor kiderül, hogy a "+" -hez csatlakozó elem jobban felmelegszik. A csatlakozási módok megváltoztatásával szabályozhatja a fémmelegítés intenzitását.
Vizsgáljunk meg több helyzetet. Például van egy 3 mm-es elektróda és 2 mm-es fém. Ha az alkatrészre "+" -t alkalmaznak, kiégést okozhat. Ezért ebben az esetben jobb fordított polaritást alkalmazni, amelynél az elektróda jobban felmelegszik. Ha 6 mm-es fémet szeretne hegeszteni ugyanazzal a hárommal, akkor jobb, ha ezt egyenes polaritással hajtja végre: így a fém hevítése mélyebb lesz, és a varrás tartósabb lesz.
A hegesztő inverter gép kiválasztásának módja itt olvasható... Érdekelhet kerítés építése hullámkartonból.
Hegesztőáram
Általában az elektróda felszerelésekor az inverter hegesztési áramát a használt elektróda átmérőjétől függően állítják be. Általánosságban elmondható, hogy minden egyes csomagoláson vannak ajánlások, de ezek nélkül is megteheti: minden átmérő milliméterére 20-30 Amper áramot vesz fel. Meglehetősen széles tartományt mutat, de akkor is figyelembe kell vennie, hogyan fogja elhelyezni a varratot: elválasztással vagy anélkül. Az elválasztás nélküli hegesztéshez alacsonyabb áramokat állítanak be, elválasztással - nagyobbak.
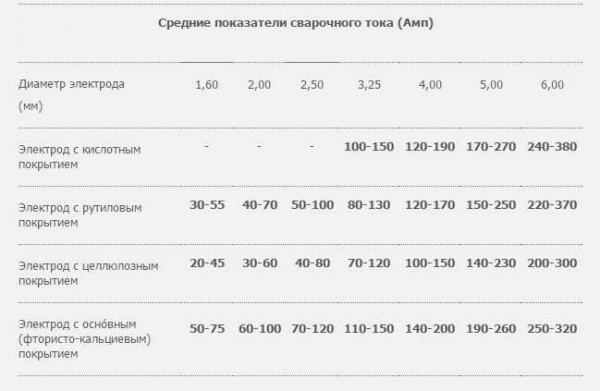
Milyen áramot kell főzni különböző elektródákkal (általános ajánlások, pontosan empirikusan válasszon)
Például egy 3 mm átmérőjű elektród esetében a számított áram 60 A és 90 A közötti értéket kapja meg. A valóságban ezek 30 és 140 amper közötti tartományban működnek. Szétválasztás nélküli hegesztéskor 70-90 A nagyságrendű áramot állítanak be, elválasztással - 90-120 A. Ezek a paraméterek mindkét irányban "járhatnak": ez függ az elektróda csúcsának mozgási sebességétől, a hegesztett acél márkájától és "folyékonyságától", a varrat helyzetétől is. (függőleges és vízszintes varráshoz valamivel kevesebbet, mennyezethez - még kevesebbet).
Általában még a gyártó által ajánlott áramok sem jelentenek követelményt. Kezdje velük, majd válasszon úgy, hogy kényelmesen dolgozzon, és a varrás jónak bizonyuljon. Kiváló minőségű kapcsolatot kell kapnia, és kísérletileg választja meg az áram erősségének és sebességének arányát. Ennek során vezérelje a hegesztési medence állapotát. Ő a fő minőségi mutató.
Ról ről hogyan kell főzni inverteres hegesztéssel, olvassa el itt.

Hegesztéskor előforduló hibák
Most már nemcsak azt tudja, hogyan kell kiválasztani az elektródákat az inverteres hegesztéshez, hanem azt is, hogy hogyan kell csatlakoztatni őket, milyen átmérőre van szükségük ehhez a munkához, és hogyan kell kiválasztani az áramot az egyes elektródák és varratok típusához. Most beszéljünk egy kicsit az elektródatartókról.
Tartók elektródákhoz
Az egyik hegesztő kábel rendelkezik tartóval (tartóval), amelybe a hegesztő elektróda van behelyezve. Kétféle típusúak:
- egy ravaszkulccsal az elektróda automatikusan be van szorítva beléjük, amikor a rugós billentyűt elengedik, és megnyomják;
- menetes - a fogantyú meg van csavarva és elcsavarodva, elengedve vagy befogva a behelyezett elektródmagot.
Melyik a jobb? Rajtad múlik, de ha véletlenül megnyomod a gombot, hegesztés közben ledobhatod az elektródát. Semmi szörnyű nem történik ezzel, de kellemetlen ...
Az elektródatartó kiválasztásakor a legfontosabb az, hogy figyeljen arra az áramerősségre, amelyre tervezték. Válassza ki a hegesztőgéphez elérhető maximális paraméter szerint.
A kábel csavaros szorítóval történő csatlakoztatásának módját a videó mutatja.
A ruhacsipesz-tartó hátránya, hogy időről időre az elektróda magját megnyomó rugó meglazul, az érintkezés romlik. Újat kell raknunk. Hogyan lehet ezt megtenni egy ruhacsipesz tartón, lásd a videót.
A hegesztéshez nem nehéz csatlakoztatni az elektródatartót. Csak egy figyelmeztetés van: gyakori munka esetén a hegesztőkábel élével elkopik. Természetesen megrövidítheti a kábelt és visszazárhatja, de még mindig nem akar 10-20 cm-t sem levágni.Ennek elkerülése érdekében keressen olyan tömlőt, amelynek belső átmérője megegyezik vagy valamivel kisebb a hegesztett kábel külső átmérőjénél. Vágjon belőle egy kis darabot - 15 centimétert -, és vágja hosszában. Most fel lehet tenni a kábelre, felhúzni és ott rögzíteni.










Helló. Jól megírt cikk, egyenes lépésről lépésre a különböző típusú elektródákról. Melyekre van nagyobb kereslet. Hozzá szeretném tenni magamtól. Kicsit. Hogy őszinte legyek, a LEZ MP-3S elektródák nem főznek rosszul, különböző pozíciókban. De a hegesztési folyamat nem puha, inkább közepes keménységű. De a LEZ ANO-21 elektródákat lágyabban főzik, jobban meggyulladnak. Véleményem nem olyan, mint egy profi, inkább egy autodidakta hegesztő. Conclusions Következtetéseim csak külső vélemény. Rilon Profi ARC 200 A inverteres hegesztőgéppel főzök. Hegesztés ajánlom kezdőknek, akik úgy döntenek, hogy megkezdik a hegesztést 🙂
Egyszerű, hozzáférhető és önmagától való, és nem szakadt el valahol.
Tanács.
Adjon hozzá egy mondatot: "tetszett, ne felejtsd el kikapcsolni a hirdetésblokkolót, és kattints a gogle + stb." Gombra.
Az ilyen oldalaknak emelniük kell a minősítést, és sokan egyszerűen elhagyják, miután elolvasták.
Jó cikk. A kezdőknek ez elég. Invertert, maszkot, elektródákat vásárolnak. Felesleges fémmaradványok is rendelkezésre állnak. Csak az általunk forgalmazott elektródák csak kínaiak. Mindenki forr, nem panaszkodik. Várom a hétvégét, elmegyek a dachába, és a cikk segítségével elkezdek edzeni.
Sokféle cikket olvastam. Ez az egyik ritka tartalom. Köszönet a szerzőnek.
Van egy Fubag IQ 200 készülékem, az elektródákat a "Resanta" MR-3 3 mm-es anyaggal találtuk.
Újonc vagyok.