Lyukméretek: asztalok, szerszámok, vágási folyamat
Belső menet menetének vágásához először furatot kell fúrnia. Mérete nem egyenlő a menet átmérőjével, de valamivel kisebbnek kell lennie. A menet fúrójának átmérőjét egy speciális táblázatban találhatja meg, ehhez azonban ismernie kell a menet típusát is.

A menetparaméterek határozzák meg a fúró átmérőjét
A cikk tartalma
Fő beállítások
Bármely szálat két paraméter jellemzi:
- átmérő (D);
- lépés (P) - az egyik huroktól a másikig terjedő távolság.
Ezeket a GOST 1973257-73 határozza meg. A nagy lépést normálisnak tekintik, de több kisebb megfelel annak. A vékony falú termékekre (vékony falú csövekre) kis szurok alkalmazható. Kis fordulatot is tesznek, ha az alkalmazott szál bármilyen paraméter beállításának módja. Ezenkívül egy kis lépést teszünk a fordulatok között, hogy növeljük a csatlakozás feszességét és legyőzzük az alkatrész öncsavarodásának jelenségét. Más esetekben egy szokásos (nagy) lépést vágnak.
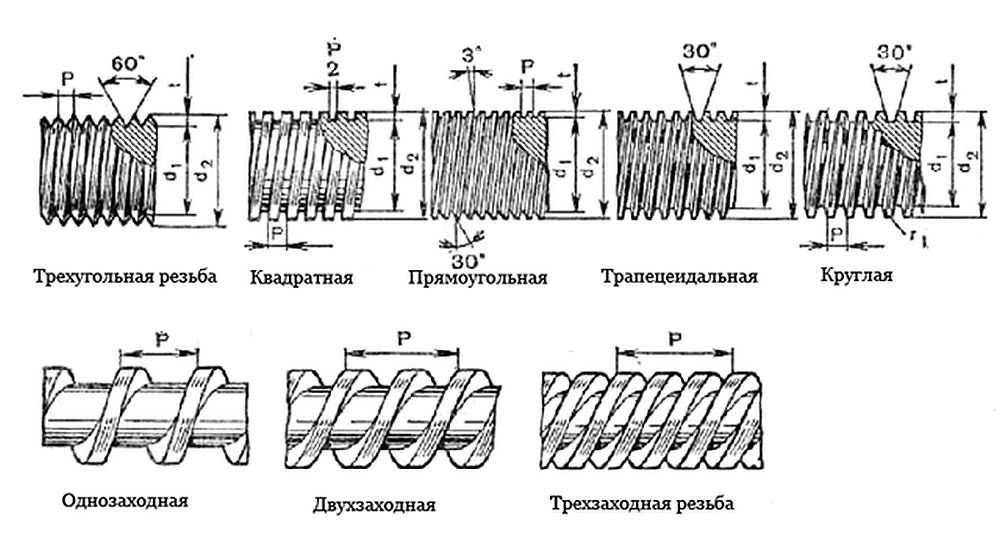
Menettípusok és főbb jellemzőik
Sokféle fonal létezik, mivel mindegyiknek megvan a sajátos kialakulási sajátossága, a szál furatának átmérője minden esetben más és más. Mindegyikük a GOST-ban van megfogalmazva, de leggyakrabban háromszög metrikus és kúpos metrikus szálakat használnak. Beszélünk róluk tovább.
A csavarokon és más hasonló rögzítőelemeken háromszög alakú meneteket általában kúposan látunk - a legtöbb leválasztható csatlakozással rendelkező vízvezeték-terméken.
Készülékek
A barkácsfaragáshoz kis eszközöket használnak:
- meghal (lerkinek is hívják), hogy kívülről fordítsanak (általában csőre vagy fémrúdra (csapra);
- csapok - belülről (itt előzetesen lyukat kell készíteni nekik).

Érintse meg (fent) és haljon meg (lent)

Mindezek az eszközök ötvözetekből készülnek, amelyeket fokozott szilárdság és kopásállóság jellemez. Felületükön hornyokat és hornyokat alkalmaznak, amelyek segítségével tükörképüket a munkadarabra kapják.
Bármely csap vagy szerszám meg van jelölve - felirattal rendelkeznek, amely jelzi az eszköz által elvágott menet típusát - átmérőjét és menetemelkedését. Tartókba - kulcsokba és szerszámtartókba - vannak behelyezve, amelyeket csavarokkal rögzítenek. A csapolószerszámot a tartóban tartva azt felhelyezik / behelyezik arra a helyre, ahol leválasztható csatlakozásra van szükség. Az eszköz görgetésével fordulatok alakulnak ki. Attól függ, hogy a készülék a munka kezdetekor helyesen van-e beállítva, hogy a tekercsek egyenletesen "lefekszenek". Ezért hajtsa végre az első fordulatokat, hogy a szerkezet egyenletes maradjon, elkerülve az eltolódásokat és torzulásokat. Néhány fordulat megtétele után a folyamat könnyebb lesz.
A kis és közepes átmérőjű szálak manuálisan vághatók. Nehéz típusok (két- és háromirányú) vagy nagy átmérőjű kézi munkavégzés nem lehetséges - túl sok erőfeszítésre van szükség. E célokra speciális gépesített berendezéseket alkalmaznak - a hozzájuk rögzített csapokkal és szerszámokkal ellátott esztergákhoz.
Hogyan kell helyesen vágni
Szálakat alkalmazhat szinte bármilyen fémre és ötvözeteikre - acélra, rézre, alumíniumra, öntöttvasra, bronzra, sárgarézre stb. Nem ajánlott forró vasalón megtenni - túl kemény, működés közben összeomlik, és nem lehet jó minőségű fordulatokat elérni, ami azt jelenti, hogy a kapcsolat megbízhatatlan lesz.

Eszköz a munkához
Készítmény
Szükséges a tiszta fém megmunkálása - távolítsa el a rozsdát, a homokot és más szennyeződéseket.Ezután meg kell kenni azt a helyet, ahová a menetet felviszik (kivéve az öntöttvasat és a bronzot - velük "szárazon" kell dolgozni). Van egy speciális emulzió a kenéshez, de ha nem, használhat áztatott szappant. Használhat más kenőanyagokat is:
- lenmag olaj acélhoz és sárgarézhez;
- terpentin rézhez;
- kerozin - alumíniumhoz.
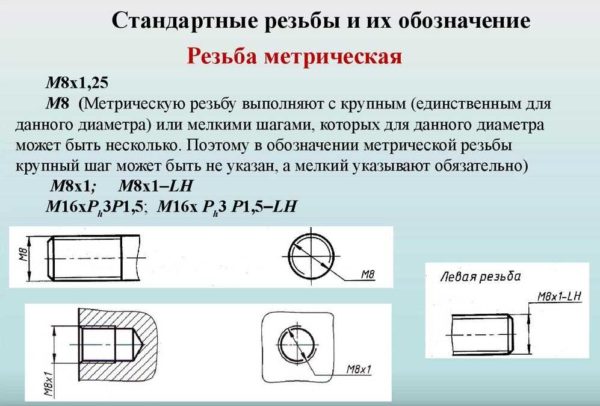
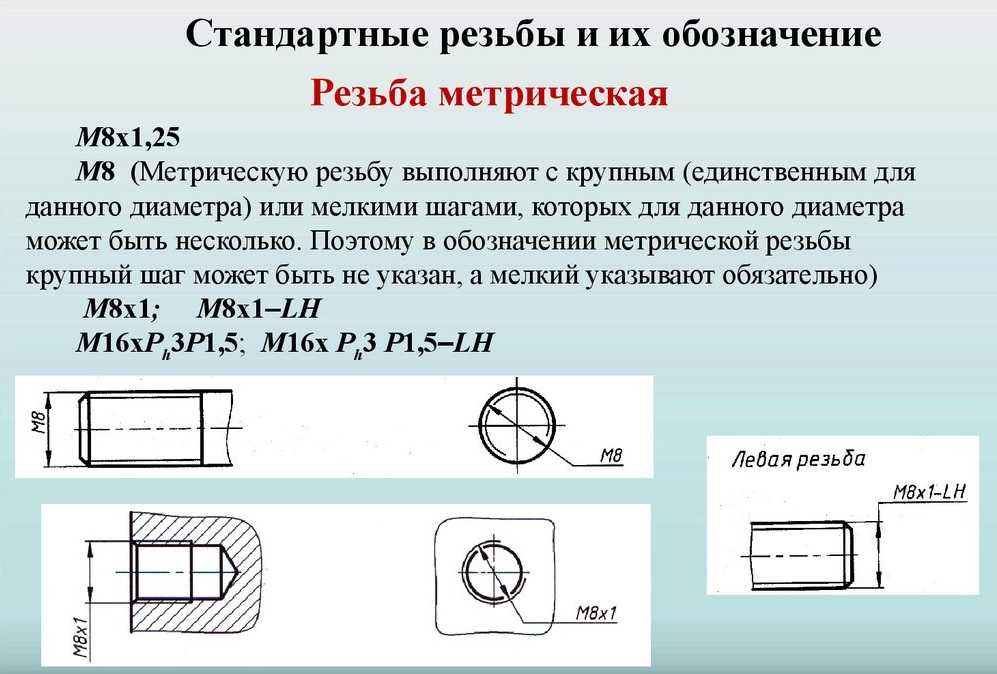
Metrikus menet opciók
Gyakran hallhat tanácsokat gépolaj, ásványi olaj vagy akár sertészsír használatára szálvágáskor. Jól működnek, de a szakértők szerint jobb, ha ezt nem teszik meg - a zsetonok ragaszkodnak a viszkózus anyaghoz, ami a csap gyors kopásához vagy elhalásához vezet.
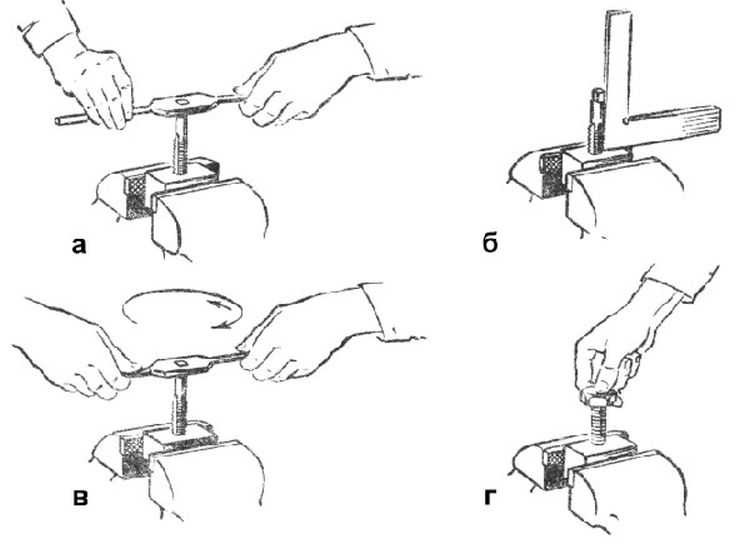
Szeletelési folyamat
Külső menet vágásakor a szerszámot merőlegesen helyezzük el a cső vagy a rúd felületére. Működés közben nem szabad lötyögnie, különben a fordulatok egyenetlenek lesznek, és a kapcsolat csúnya és megbízhatatlan lesz. Az első fordulatok különösen fontosak. Attól függ, hogy "lefektetik", hogy a kapcsolat torzul-e.
Belső menet alkalmazásával az alkatrész mozdulatlanul rögzül. Ha ez egy kis darab, akkor megfoghatja egy satuba. Ha a lemez nagy, rögzítse a rendelkezésre álló módszerekkel, például rudakkal rögzítve. M
A csapot úgy kell behelyezni a furatba, hogy tengelye párhuzamos legyen a furat tengelyével. Kis erőfeszítéssel, apránként elkezdik az adott irányba kanyarodni. Amint úgy érzi, hogy az ellenállás megnőtt, csavarja vissza a csapot, és tisztítsa meg a forgácstól. Tisztítás után a folyamat folytatódik.
Fotó szeletelési folyamat
A vaklyuk megérintésekor annak mélységének kissé mélyebbnek kell lennie, mint szükséges - ennek a feleslegnek tartalmaznia kell a csap hegyét. Ha ez szerkezetileg lehetetlen, akkor a hegyet levágják a csapról. Ugyanakkor nem alkalmas további működésre, de nincs más kiút.
Annak érdekében, hogy a kanyarok kiváló minőségűek legyenek, két csapot vagy szerszámot használnak - durva és egy befejező. Az első menet nagyolással történik, a második - befejezéssel. Vannak kombinált menetes eszközök is. Lehetővé teszik, hogy mindent egy mozdulattal végezzen.
Egy másik praktikus tipp: hogy a forgács ne essen a munkaterületre, vágáskor végezzen egy teljes fordulatot az óramutató járásával megegyező, majd egy fél fordulatot az óramutató járásával ellentétes irányba. Ezt követően tegye vissza a szerszámot arra a helyre, ahol megállt, és végezzen ismét egy fordulatot. Ezt a szükséges hosszúságig folytatjuk.
A menetfúró átmérőjének kiválasztására szolgáló táblázatok
Belső menet készítésekor lyukat fúrnak előre. Ez nem egyenlő a menetátmérővel, mivel vágáskor az anyag egy részét nem távolítják el forgács formájában, hanem kinyomják, növelve a kiemelkedések méretét. Ezért a felhordás előtt ki kell választania a fúró átmérőjét a menet számára. Ezt táblázatok segítségével lehet megtenni. Minden szál típushoz rendelkezésre állnak, de itt vannak a legnépszerűbbek - metrikus, hüvelykes, csővezetékes.
| Metrikus menet | Hüvelykes menet | Cső menet | |||||
|---|---|---|---|---|---|---|---|
| Menetátmérő, hüvelyk | Menetmagasság, mm | Fúró átmérője, mm | Menetátmérő, hüvelyk | Menetmagasság, mm | Fúró átmérője, mm | Menetátmérő, hüvelyk | Menetfurat átmérő, mm |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1.4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3.5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | - | - |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | - | - |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | - | - |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | - | - |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | - | - |
| M16 | 2,0 | 13,5 | - | - | - | - | - |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | - | - |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | - | - |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | - | - |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | - | - |
Még egyszer felhívjuk a figyelmét arra, hogy a menet fúrójának átmérője durva (standard menet) esetén van megadva.
Külső menetrúd átmérőjű asztal
Külső menetben történő munkavégzéskor a helyzet nagyon hasonló - a fém egy részét kinyomják, nem pedig levágják. Ezért annak a rúdnak vagy csőnek az átmérője, amelyre a menetet felviszik, kissé kisebb legyen. Mennyire pontos - lásd az alábbi táblázatot.
| Menetátmérő, mm | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| Rúd átmérője, mm | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |










Menetes asztal. Első oszlop. Metrikus menet d.b. már mm-ben van, ezért metrikus.
Módosítás. Női menet táblázat, 1. oszlop fejléc