Hogyan kell hegeszteni (forrasztani) a polipropilén csöveket
Az összes fémcsövet gyakran műanyag csövekre cserélik, különösen polipropilénből. Hosszú élettartamuk van (legfeljebb 50 év), nem rozsdásodnak, nem rothadnak, súlya egy kicsit, és mindent saját kezűleg is össze lehet szerelni, szakemberek bevonása nélkül. A polipropilén csövek hegesztése némi szakértelmet igényel, de gyorsan meg is jön. Először kisméretű kárpitokkal és olcsó szerelvényekkel gyakorolhat, majd elkezdhet komolyabb dolgokat létrehozni.

Egyébként nemcsak vízellátást vagy fűtést végezhet, hanem sok szükséges és hasznos dolgot is
A cikk tartalma
Típusok és cél
A polipropilén csövek négy színben kaphatók - zöld, szürke, fehér és fekete. Csak a fekete tulajdonságai különböznek egymástól - fokozottan ellenállnak az ultraibolya sugárzásnak, és tojásrakáshoz használják őketöntözőrendszerek földön. Minden más hasonló tulajdonságokkal rendelkezik, és beltérben fektetik vagy a földbe temetik.
Kinevezés alapján a polipropilén csövek a következő típusúak:
- Hideg vízhez (hőmérséklet + 45 ° C-ig). Hosszanti kék csíkjuk alapján könnyen megkülönböztethetők.
- Forró vízellátáshoz (fűtés + 85 ° C-ig). Megkülönböztető jellemzője a piros csík.
- Univerzális (maximális fűtés + 65-75 ° C-ig, gyártótól függően). Két csík van elhelyezve egymás mellett - kék és piros.

A színek nem befolyásolják a jellemzőket

Vannak különböző jellemzőkkel rendelkező csövek hideg és meleg vízhez egyaránt. Ezt tükrözi a jelölés:
- A PN10-et kizárólag hideg vízellátó rendszerekben (+ 45 ° C-ig) használják alacsony nyomáson (legfeljebb 1 MPa). Kicsi a falvastagságuk. Nem alkalmas sokemeletes épületekhez.
- PN16. Gyakran univerzális címkével látják el, de gyakrabban használják hideg vízhez - ellenállnak a közeg felmelegedésének + 65 ° C-ig és 1,6 MPa nyomásig.
- PN20. A + 80 ° C hőmérsékletű közeget szállító vastag falú csövek akár 2 MPa nyomást is képesek ellenállni. Forró víz és fűtési rendszerek elosztására szolgál.
- PN25. Ezek megerősített polipropilén csövek (fólia vagy üvegszál). Az erősítő réteg jelenléte miatt gyakran kisebb a falvastagságuk, mint a PN20. Közepes fűtési hőmérséklet - + 95 ° C-ig, nyomás - 2,5 MPa-ig. Melegvíz-ellátásra és fűtésre használják.
Mindegyikük különböző átmérőjű - 600 mm-ig - kapható, de apartmanokban és magánházakban főleg 16 mm és 110 mm közötti méretben használják őket. Ne feledje, hogy a belső átmérő feltüntetve van, mivel a falvastagságok változnak.
Mi a polipropilén csövek hegesztése
A polipropilént a megnövekedett merevség jellemzi, és ugyanabból az anyagból készült szerelvényeket használnak a szükséges konfigurációjú rendszerek létrehozásához. Ezek különféle sarkok, pólók, elkerülő utak, adapterek, tengelykapcsolók stb. Forrasztással kapcsolódnak a csövekhez. Ezt a folyamatot hegesztésnek is nevezik, de lényege nem változik: két elemet olvadási hőmérsékletre melegítenek, és forró állapotban összekapcsolódnak egymással. Helyesen elvégezve a csatlakozás monolitikus és nem kevesebbet szolgál, mint maguk a csövek.

A polipropilén csövek szerelvényei lehetővé teszik bármilyen konfigurációjú rendszer létrehozását
A polipropilén fémekhez való csatlakoztatásához kombinált szerelvények vannak, amelyek egyik része fémből készült és menetes csatlakozással van összekötve, a második pedig polipropilén van hegesztve.
Mint forrasztani
A polipropilén csövek hegesztése speciális eszközzel, forrasztópáka vagy hegesztőgép segítségével történik.Ez egy kicsi fémplatform, amelynek belsejében elektromos tekercs van, amely felmelegíti a felületet. E kialakítás miatt ezt az egységet vasnak is nevezik.

Kétféle PP csőhegesztő készülék
Két elem összekapcsolásához az összekapcsolandó felületeket az olvadás hőmérsékletére (+ 260 °) melegítik. Az elem szükséges mélységig történő melegítéséhez két különböző teflonnal bevont fém fúvókát helyeznek el a hegesztési platformon:
- egy tüzet (kisebb átmérőjű) használnak a belső felület melegítésére;
- egy hüvelyt helyeznek a külső felület felmelegedésére.

Forrasztó fúvókák polipropilén csövekhez

Két összekapcsolandó elemet egyidejűleg felhelyeznek a megfelelő mellékletekre, bizonyos ideig (néhány másodpercig) megőrzik, majd összekapcsolják. Így hegesztik a polipropilén csöveket.
Hogyan hegeszteni
A polipropilén csövek forrasztópákainak kialakítása kissé eltér, de a velük való munka elvei közösek. Két fő modell létezik - lapos ágy vagy hengeres melegítő. Normál minőség mellett mindkettő működik, gyakorlatilag nincs különbség. Akik kényelmesebbek, azok választanak.

Ez egy jól kialakított kapcsolat metszeti képe - egészében
Előkészítő munka
A munka megkezdése előtt fel kell melegítenie a forrasztópákát, de itt minden nem olyan egyszerű. Elkészítésének sorrendje a következő:
- Először megfelelő átmérőjű fúvókákat helyeznek el a peronon.
- Az emelvény furatába csapszeg van menetes, mindkét oldalon egy tüskét és egy hüvelyt helyeznek rá, amelyek mindkét oldalon anyákkal vannak meghúzva.
- Ha a fűtőelem cső alakú, akkor fúvókákat árulnak hozzá, egy lemezre rögzítve. A lemezt a fűtőelemre helyezzük, a rögzítőcsavart meghúzzuk.
- A szükséges fűtési hőmérséklet a szabályozón van beállítva. Polipropilén csöveknél a hegesztési hőmérséklet + 260 ° C. Felhelyezzük a szabályozóra, bedugjuk a hálózatba.
- Várjuk a beállított hőmérséklet jelét. Egyes modellek sípolnak, de főleg a LED be- vagy kikapcsol (a különböző modellek eltérőek lehetnek).
A forrasztópáka üzemkész. De még elő kell készítenünk a csöveket és a szerelvényeket. A kiváló minőségű hegesztés első feltétele az egyenletes vágás. A bemetszésnek szigorúan függőlegesnek kell lennie, sorja és sorja mentes. Ilyen vágás speciális ollóval érhető el. Alul két széles pofájuk van, amelyek a csövet a helyükön tartják, a vágó rész pedig felül van.

Ilyen vágás esetén a vágás egyenletes és sima lesz.
A PP csövek jó forrasztásának második feltétele a tiszta, száraz, zsírmentes alkatrészek. Ha azt szeretné, hogy a vízvezeték vagy a fűtés hosszú ideig szolgáljon, és ne folyjon, akkor ne hagyja ki ezt az eljárást. A csővágást és a szerelvényt alkohollal vagy vízzel és mosogatószerrel tisztítják. Aztán megvárják, amíg minden megszárad, és csak utána kezdődik a forrasztási folyamat.
Meddig kell melegedni
Hegesztéskor a polipropilént szigorúan a kívánt hőmérsékletre kell melegíteni. A túlmelegedés és a túlmelegedés jelentősen rontja a varrat minőségét. A túlmelegedett és megpuhult cső egyszerűen nem illeszkedik a szerelvénybe, és az elégtelenül felmelegedett anyag nem olvad össze.
A fűtési idő függ a cső átmérőjétől, a levegő hőmérsékletétől és a táblázatban szerepel.
| Polipropilén csőátmérő | Hegesztési mélység | Fűtési idő | Hegesztési idő | Hűtési idő |
|---|---|---|---|---|
| 16 | 12-14 mm | 5 mp | 6 mp | 2 perc |
| 20 | 14-17 mm | 6 mp | 6 mp | 2 perc |
| 25 | 15-19 mm | 7 mp | 10 mp | 2 perc |
| 32 | 16-22 mm | 8 mp | 10 mp | 4 percig |
| 40 | 18-24 mm | 12 mp | 20 mp | 4 percig |
| 50 | 20-27 mm | 18 mp | 20 mp | 4 percig |
| 63 | 24-30 mm | 24 mp | 30 mp | 6 perc |
| 75 | 26-32 mm | 30 mp | 30 mp | 6 perc |
A forrasztás általában + 5 ° C-on lehetséges, de az adatokat + 20 ° C-on adják meg. Melegebb időben az elemek forrasztópámon tartási ideje 30-60 másodperccel csökken, hűvösebb időben pedig megnő.
Ügyeljen a táblázat hegesztési mélységére. Ez a jel kerül a csőre. Mielőtt be kell nyomnia a szerelvénybe. Ez egy kis olvadt műanyag gyöngyöt hoz létre az illesztési él előtt. Ez azt jelenti, hogy a varrás helyesen van elkészítve.
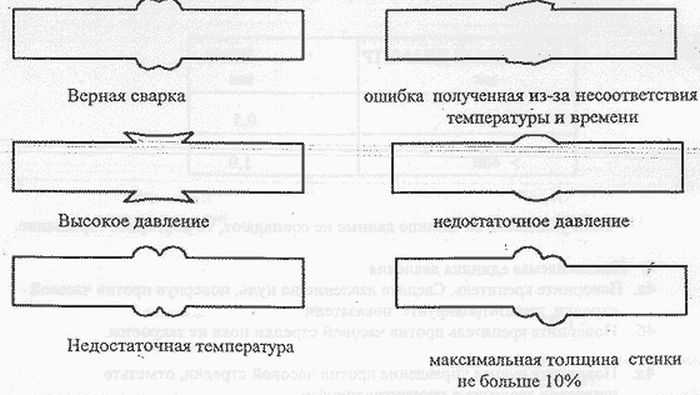
Polipropilén csövek hegesztésekor előforduló hibák
Egy másik oszlop pontosításra szorul - a "hegesztési idő". Ekkor szükséges a hegesztett elemek összeszorítása és rögzítése.
Általában, ha hideg csövet próbálunk behelyezni egy szerelvénybe, akkor nehéznek kell lenniük a felszerelésben - a cső külső átmérője valamivel nagyobb, mint a szerelvény belső átmérője. Ez szándékosan történik, hogy biztosítson némi felesleges anyagot, amelyből a varraton a gyöngy képződik. Annak érdekében, hogy a polipropilén csövek hegesztése megbízható legyen, jobb, ha az összes alkatrészt egy cégtől veszi. Tehát a méretek garantáltan meg fognak egyezni. Ellenkező esetben fel kell próbálni - hogy a szerelvény ne "csúszjon", hanem nehezen húzódjon meg.
Technológia
Mint már említettük, a polipropilén csövek hegesztésekor ezeket és a szerelvényeket meg kell tisztítani, zsírtalanítani és szárítani. És csak utána kezdheti meg a forrasztást.
Ez a készítmény minden típusú csőhöz alkalmas, a fóliával megerősített csövek kivételével. Ebben az esetben, miután a kívánt darabot levágták, a vágást egy speciális eszközzel - borotvával - a fóliáig tisztítják. Egy csövet helyeznek bele, és többször elforgatják. Ezzel eltávolítja a felső műanyag réteget, utána zsírtalaníthatja és forraszthatja.

Fóliával megerősített csöveknél a polipropilént fóliára vágják
A felület megszáradása után a csőre jelet rajzolnak, feltüntetve azt a távolságot, amelyen be kell nyomni a szerelvénybe (a legegyszerűbb módja egy vékony jelölő vagy egy kihegyezett egyszerű ceruza).

A hegesztési mélység megjelölése
Polipropilén forrasztása lépésről lépésre
A PP csövek hegesztésének technológiája a következő:
- A cső kivágott részét a tüskére helyezzük, illesztjük a hüvelybe. Ezt egyidejűleg kell elvégezni, szélsőséges esetekben a szerelvényt korábban kell felhelyezni, mivel nagy a falvastagsága. A késésnek nagyon kicsinek kell lennie.

Feltesszük a mellékleteket
- Az elemeket a szükséges ideig fenntartjuk.
- Kivesszük a fúvókákból, csatlakoztatjuk, a csövet a jelig tartó csatlakozóba nyomjuk. A kapcsolat kizárólag lineáris, az elemeket nem lehet elforgatni a vízszintes tengely körül (ne csavarjuk, bár nagyon szeretnénk). A vízszintes szintezés közvetlenül a csatlakozás után lehetséges, ha eltérést észlelnek.

Úgy rögzítjük, hogy a polipropilén csövek hegesztése megbízható legyen
- Csatlakozáskor sok erőfeszítést kell tennie. Ugyanazt az erőt néhány másodpercig tartjuk (a táblázatban a "hegesztési idő" oszlopban).
- A megadott idő letelte után abbahagyjuk a nyomást, és a kapcsolat több percig nem zavarható meg (a táblázatban a „hűtési idő” oszlop). Ezt követően úgy tekinthető, hogy a polipropilén cső forrasztása befejeződött. Folytathatja a következő varratot.


Egy megjegyzés: a hegesztés befejezése után azonnal ellenőrizze a forrasztópáka csúcsait. Ha van anyagmaradék, távolítsa el egy puha, szöszmentes, nem fakuló (fehér) ruhával. Nem hagyhatja a műanyagot a forrasztópámon - a következő töredék ragad, nehéz lesz leszakítani. A fúvókákat nem tisztíthatja csiszolószerekkel - teflon bevonattal rendelkeznek, könnyen karcolódnak. És még a mikroszkopikus karcolások is oda vezetnek, hogy a forrasztópáka (vas) töredéke megragad.
Egyébként jobb pamutkesztyűben dolgozni - kevesebb lesz az égési sérülés.
A rendszer üzembe helyezése előtt ellenőrizni kell. Ez krimpeléssel történik. Mi ez és hogyan kell csinálni, olvassa el itt.
Polipropilén csövek elrendezése
A polipropilén csöveket hideg vagy meleg víz fésűjének fűtésére és fűtésére használják. Az átmérő megválasztása minden esetben egyedi - ez függ az időegységenként pumpálandó folyadék térfogatától, mozgásának szükséges sebességétől (képlet a fotón).
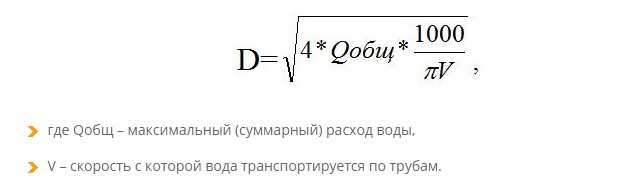
A polipropilén átmérőjének kiszámításának képlete
A fűtési rendszerek csőátmérőinek kiszámítása külön téma (minden ág után meg kell határozni az átmérőt), a vízvezetékeknél minden könnyebb. Lakásokban és házakban 16-30 mm átmérőjű csöveket használnak erre a célra, a legnépszerűbbek 20 mm és 25 mm.
Számoljuk a szerelvényeket
Az átmérő meghatározása után figyelembe veszik a csővezeték teljes hosszát, annak szerkezetétől függően, további szerelvényeket vásárolnak. A csövek hosszával minden viszonylag egyszerű - megmérik a hosszúságot, hozzáadják a munka hibájához és esetleges hibáihoz körülbelül 20% -ot. Csővázlatra van szükség annak meghatározásához, hogy melyik szerelvényre van szükség. Rajzolja meg, megjelölve az összes csapot és eszközt, amelyhez csatlakozni szeretne.

Példa polipropilén csövek kábelezésére a fürdőszobában
Számos eszközhöz való csatlakozáshoz átmenet szükséges a fémre. Vannak ilyen polipropilén szerelvények is. Az egyik oldalon sárgaréz menet, a másikon szabályos forrasztószerelvény van. Azonnal meg kell néznie a csatlakoztatott eszköz fúvókájának átmérőjét és a menet típusát, amelynek a szerelvényen kell lennie (belső vagy külső). Annak érdekében, hogy ne tévedjünk, jobb, ha mindent felírunk a diagramra - az ág fölé, ahová ezt a szerelvényt telepíteni fogjuk.
Ezenkívül a séma szerint figyelembe vesszük a "T" és "L" alakú csatlakozások számát. Pólókat és sarkokat vásárolnak nekik. Vannak keresztek is, de ritkán használják őket. A sarkok egyébként nem csak 90 ° -ban vannak. 45 °, 120 ° vannak. Ne feledkezzen meg a tengelykapcsolókról - ezek két csőszakasz összekapcsolására szolgáló szerelvények. Ne felejtsük el, hogy a polipropilén csövek egyáltalán nem rugalmasak és nem hajlanak meg, ezért minden fordulatot szerelvényekkel végeznek.
Anyagvásárláskor állapodjon meg az eladóval a szerelvények egy részének cseréjéről vagy visszaszolgáltatásáról. A problémák általában nem merülnek fel, mivel a szakemberek sem tudják mindig azonnal meghatározni a szükséges termékkínálatot. Ezenkívül a telepítési folyamat során néha szükség van a csővezeték szerkezetének megváltoztatására, ami azt jelenti, hogy a szerelvénykészlet megváltozik.
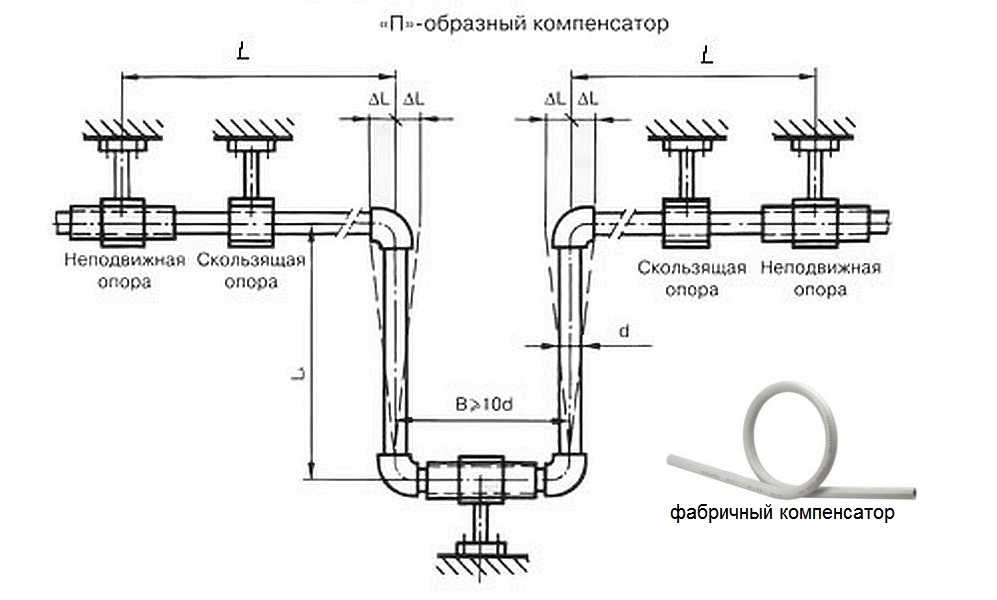
Kompenzátor melegvízellátáshoz és fűtéshez polipropilén csövekből
A polipropilén meglehetősen jelentős hőtágulási együtthatóval rendelkezik. Ha polipropilén melegvízellátó vagy fűtőrendszert építenek be, akkor tágulási hézagot kell készíteni, amellyel a csővezeték meghosszabbítását vagy rövidítését kiegyenlítik. Ez lehet gyárilag gyártott tágulási hézag, vagy tágulási hézag, amelyet a séma szerint szerelnek fel a befejeződésekből és a csövekből (a fenti képen).
Fektetési módszerek
A polipropilén csöveket kétféleképpen lehet felszerelni - nyitva (a fal mentén) és zártan - a fal hornyaiba vagy esztrichbe. A falon vagy a horonyban polipropilén csövek vannak rögzítve a rögzíthető tartókhoz. Egyetlenek - egy cső lefektetéséhez kettős -, ha két ág párhuzamosan fut. 50-70 cm távolságra vannak rögzítve, a csövet egyszerűen beillesztik a kapcsba, és a rugalmas erő miatt megtartják.

Polipropilén csövek rögzítése a falakhoz
Ha esztrichba fektetik, ha meleg padlóról van szó, akkor a csöveket az erősítő hálóhoz rögzítik, nincs szükség további rögzítésre. Ha a radiátorok csővezetékei monolitikusak, akkor a csöveket nem lehet rögzíteni. Merevek, helyzetük hűtőfolyadékkal töltve sem változik.

Rejtett és külső vezetékek lehetősége egy csővezetékben (a fürdőszoba mögött a vezetékeket nyitva tették - kevesebb munka)
Forrasztási árnyalatok
Maga a polipropilén csövek hegesztésének folyamata, amint látta, nem hagy sok munkát, de nagyon sok finomság van. Például nem világos, hogy a csövek összekötésekor hogyan illessze be a szakaszokat úgy, hogy a csövek pontosan olyan hosszúak legyenek, amennyi szükséges.
A polipropilén csövek hegesztésének másik pontja a nehezen hozzáférhető helyeken történő forrasztás. A forrasztópáka mindkét oldalán nem lehet csövet és szerelvényt elhelyezni. Például a sarokban forrasztunk. A forrasztópáka, be kell dugnia a sarokba, az egyik oldalon a fúvóka közvetlenül a falon nyugszik, nem lehet rá húzni a szerelvényt. Ebben az esetben egy második, azonos átmérőjű fúvókák készletét helyezzük el, és a szerelvényt felmelegítjük rajta.
A polipropilén csövek forrasztása nehezen elérhető helyen
Hogyan válthatunk át egy vascsőről polipropilénre.









