Hullstørrelser: bord, verktøy, skjæreprosess
For å kutte en innvendig tråd på en del, må du først bore et hull. Størrelsen er ikke lik tråddiameteren, men skal være litt mindre. Du finner diameteren på boret for tråden i et spesielt bord, men for dette må du også vite hvilken type tråd.

Gjengeparametere bestemmer borediameteren
Innholdet i artikkelen
Hovedinnstillinger
Enhver tråd er preget av to parametere:
- diameter (D);
- trinn (P) - avstanden fra en løkke til en annen.
De bestemmes av GOST 1973257-73. Et stort trinn betraktes som normalt, men flere mindre tilsvarer det. Liten tonehøyde brukes når den brukes på tynnveggede produkter (tynnveggede rør). De gjør også en liten sving hvis den påførte tråden er en måte å justere noen parametere på. Det gjøres også et lite trinn mellom svingene for å øke tettheten i forbindelsen og for å overvinne fenomenet med selvskruing av delen. I andre tilfeller kuttes et standard (stort) trinn.
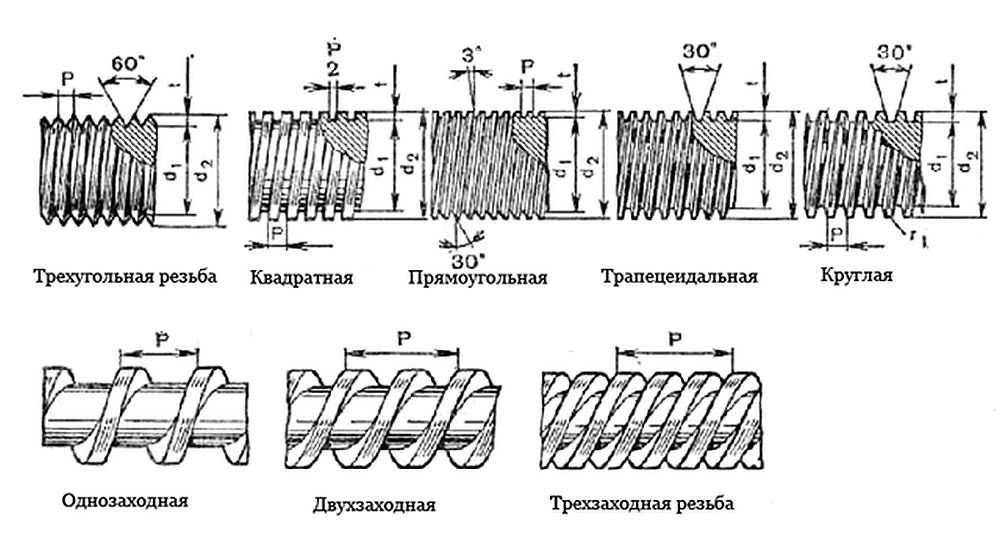
Trådtyper og deres hovedegenskaper
Det er mange typer tråder, siden hver har sine egne dannelsesegenskaper, er diameteren på hullet for tråden forskjellig i hvert tilfelle. Alle er foreskrevet i GOST, men oftest bruker de trekantede metriske og koniske metriske tråder. Vi vil snakke om dem videre.
Vi ser vanligvis trekantede gjenger på bolter og andre lignende fester, koniske - på de fleste rørleggerprodukter som involverer en avtakbar forbindelse.
Dingser
For DIY carving brukes små verktøy:
- dør (de kalles også lerki) for å påføre svinger utenfra (vanligvis på et rør eller en metallstang (stift);
- kraner - på innsiden (her må du lage et hull til dem på forhånd).

Trykk (øverst) og dør (nederst)

Alle disse enhetene er laget av legeringer, preget av økt styrke og slitestyrke. På overflaten påføres spor og spor, ved hjelp av hvilke deres speilbilde oppnås på arbeidsstykket.
Ethvert trykk eller form er merket - de har en inskripsjon som indikerer tråden som denne enheten kutter - diameter og stigning. De settes inn i holdere - skiftenøkler og dørholdere - festes der med skruer. Når tappeverktøyet holdes i holderen, settes det på / settes inn på stedet der det er behov for en avtakbar tilkobling. Ved å bla gjennom enheten dannes svinger. Det avhenger av hvor riktig enheten er innstilt i begynnelsen av arbeidet om spolene vil "falle" jevnt. Gjør derfor de første svingene for å holde strukturen jevn, og unngå skift og forvrengninger. Etter at noen revolusjoner er gjort, vil prosessen bli enklere.
Tråder med liten til middels diameter kan kuttes manuelt. Vanskelige typer (to- og treveis) eller å jobbe med store diametre med hendene er ikke mulig - det kreves for mye innsats. For disse formål brukes spesialmekanisert utstyr - til dreiebenker med kraner og matriser festet til dem.
Hvordan kutte riktig
Du kan bruke tråder på nesten hvilket som helst metall og deres legeringer - stål, kobber, aluminium, støpejern, bronse, messing, etc. Det anbefales ikke å gjøre det på et varmt strykejern - det er for hardt, det vil smuldre under drift og det vil ikke være mulig å oppnå svinger av høy kvalitet, noe som betyr at forbindelsen vil være upålitelig.

Verktøy for arbeid
Forberedelse
Det er nødvendig å arbeide på rent metall - fjern rust, sand og andre forurensninger.Deretter må tråden smøres (unntatt støpejern og bronse - de må bearbeides med "tørr"). Det er en spesiell emulsjon for smøring, men hvis ikke, kan du bruke fuktet såpe. Du kan også bruke andre smøremidler:
- linolje for stål og messing;
- terpentin for kobber;
- parafin - for aluminium.
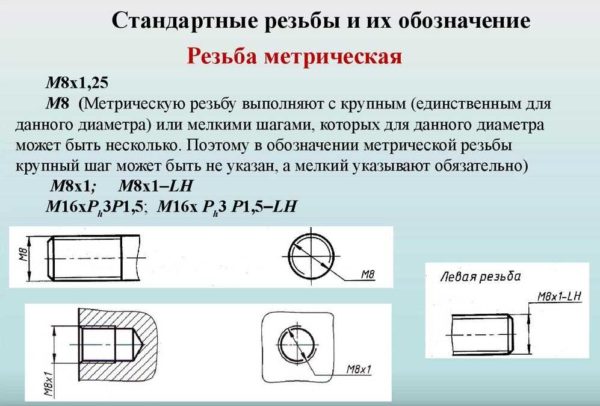
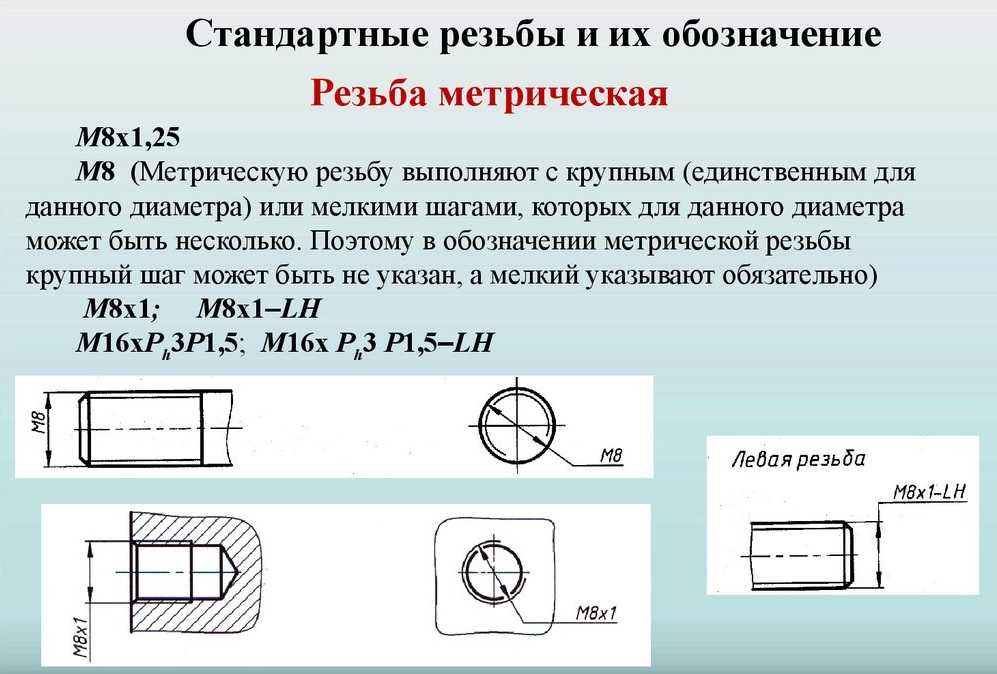
Metriske trådalternativer
Du kan ofte høre råd om å bruke maskinolje, mineralolje eller til og med smult når du skjærer tråder. De fungerer bra, men eksperter sier at det er bedre å ikke gjøre dette - sjetongene vil holde seg til det viskøse stoffet, noe som vil føre til rask slitasje på kranen eller dø.
Skjæringsprosess
Ved skjæring av utvendige gjenger plasseres matrisen strengt vinkelrett på overflaten på røret eller stangen. Under drift skal den ikke vugge, ellers vil svingene vise seg å være ujevne og forbindelsen blir stygg og upålitelig. De første svingene er spesielt viktige. Det kommer an på hvordan de "legger seg" om forbindelsen deretter blir skjev.
Ved å påføre en innvendig tråd, blir delen festet ubevegelig. Hvis det er et lite stykke, kan du gripe det i en skruestikke. Hvis platen er stor, fest den med tilgjengelige metoder, for eksempel ved å feste den med stenger. M
Kranen er satt inn i hullet slik at aksen er parallell med hullets akse. Med litt innsats, litt etter litt, begynner de å vri seg i en gitt retning. Så snart du føler at motstanden har økt, skru ut kranen og rengjør den for chips. Etter rengjøring fortsetter prosessen.
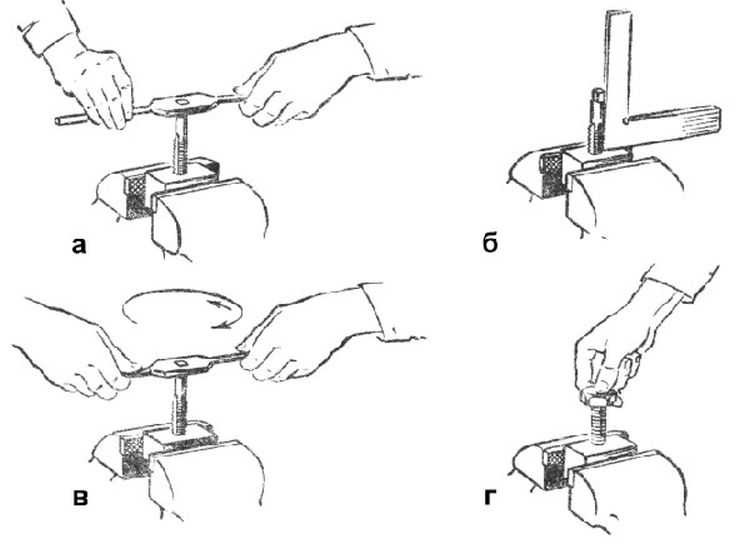
Foto skiveprosess
Når du banker på et blindhull, bør dybden være litt dypere enn nødvendig - dette overskuddet skal omfatte tuppen av kranen. Hvis dette er strukturelt umulig, blir spissen avskåret fra kranen. Samtidig er det ikke egnet for videre drift, men det er ingen annen utvei.
For at svingene skal være av høy kvalitet, brukes to kraner eller matriser - en grov og en etterbehandling. Det første passet er gjort grovt, det andre - ferdig. Det er også kombinerte gjengeanordninger. De lar deg gjøre alt på en gang.
Et annet praktisk tips: slik at sjetongene ikke faller inn i arbeidsområdet, må du snu en hel omdreining med klokken og deretter en halv omdreining mot klokken når du skjærer. Etter det, returner verktøyet til stedet der det stoppet, og gjør igjen en revolusjon. Dette fortsettes til ønsket lengde.
Tabeller for valg av diameter på boret for tråden
Når du lager en innvendig gjeng, bores det et hull for den. Det er ikke lik tråddiameteren, siden en del av materialet under kutting ikke fjernes i form av flis, men blir presset ut, noe som øker størrelsen på fremspringene. Derfor må du velge diameteren på boret for tråden før du bruker det. Dette kan gjøres ved hjelp av tabeller. De er tilgjengelige for hver type tråd, men her er de mest populære - metrisk, tomme, rør.
| Metrisk tråd | Tommetråd | Rørtråd | |||||
|---|---|---|---|---|---|---|---|
| Gjengediameter, tommer | Gjengestigning, mm | Borediameter, mm | Gjengediameter, tommer | Gjengestigning, mm | Borediameter, mm | Gjengediameter, tommer | Gjengediameter, mm |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1.4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3.5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | - | - |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | - | - |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | - | - |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | - | - |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | - | - |
| M16 | 2,0 | 13,5 | - | - | - | - | - |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | - | - |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | - | - |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | - | - |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | - | - |
Nok en gang gjør vi oppmerksom på at diameteren på boret for tråden er gitt for en grov (standard tråd).
Utvendig gjengestangdiameterbord
Når du arbeider i en ekstern tråd, er situasjonen veldig lik - en del av metallet blir presset ut, ikke kuttet av. Derfor bør diameteren på stangen eller røret som tråden påføres være litt mindre. Hvor nøyaktig - se tabellen nedenfor.
| Gjengediameter, mm | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| Stangdiameter, mm | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |










Trådbord. Første kolonne. Metrisk tråd d.b. allerede i mm, er det derfor metrisk.
Endring. Gjengetabell, 1. kolonneoverskrift