Ako zvárať (spájkovať) polypropylénové rúry
Všetky kovové rúry sa často nahrádzajú plastovými, najmä vyrobenými z polypropylénu. Majú dlhú životnosť (až 50 rokov), nehrdzavejú, nehnijú, trochu vážia a všetko môžete zostaviť aj vlastnými rukami bez zapojenia špecialistov. Zváranie polypropylénových rúr vyžaduje určité zručnosti, ale prichádza rýchlo. Najskôr môžete cvičiť na malých obrubách a lacnom kovaní a potom môžete začať vytvárať vážnejšie veci.

Mimochodom, môžete urobiť nielen zásobovanie vodou alebo kúrenie, ale aj veľa potrebných a užitočných vecí
Obsah článku
Druhy a účel
Polypropylénové rúry sú k dispozícii v štyroch farbách - zelenej, šedej, bielej a čiernej. Iba čierne sa líšia vlastnosťami - majú zvýšenú odolnosť proti ultrafialovému žiareniu a používajú sa na pokládkuzavlažovacie systémy na zemi. Všetky ostatné majú podobné vlastnosti a sú položené v interiéri alebo zakopané v zemi.
Podľa dohody sú polypropylénové rúry nasledujúcich typov:
- Pre studenú vodu (teplota do + 45 ° C). Ľahko sa dajú rozlíšiť podľa pozdĺžneho modrého pruhu.
- Na prívod teplej vody (ohrev na + 85 ° C). Výrazným znakom je červený prúžok.
- Univerzálny (maximálny ohrev na + 65-75 ° C, v závislosti od výrobcu). Vedľa seba sú aplikované dva pruhy - modrý a červený.

Farby neovplyvňujú vlastnosti

Existujú potrubia s rôznymi charakteristikami pre studenú aj horúcu vodu. Toto sa odráža na označení:
- PN10 sa používajú výhradne v rozvodoch studenej vody (do + 45 ° C) s nízkym tlakom (do 1 MPa). Majú malú hrúbku steny. Nevhodné pre výškové budovy.
- PN16. Často sú označované ako univerzálne, ale častejšie sa používajú na studenú vodu - vydržia ohrev média až na + 65 ° C a tlak do 1,6 MPa.
- PN20. Hrubé steny, ktoré dokážu prepravovať médiá s teplotami do + 80 ° C, odolávajú tlakom až do 2 MPa. Používa sa na rozvod teplej vody a vykurovacích systémov.
- PN25. Jedná sa o vystužené polypropylénové rúry (fólia alebo sklolaminát). Vďaka prítomnosti výstužnej vrstvy majú často menšiu hrúbku steny ako PN20. Teplota stredného ohrevu - do + 95 ° C, tlak - do 2,5 MPa. Používajú sa na zásobovanie teplou vodou a na vykurovanie.
Všetky z nich sú dostupné v rôznych priemeroch - do 600 mm, ale v bytoch a súkromných domoch sa používajú hlavne vo veľkostiach od 16 mm do 110 mm. Upozorňujeme, že vnútorný priemer je indikovaný, pretože hrúbka steny sa líši.
Čo je zváranie polypropylénových rúr
Polypropylén sa vyznačuje zvýšenou tuhosťou a tvarovky z rovnakého materiálu sa používajú na vytvorenie systémov požadovanej konfigurácie. Jedná sa o rôzne uhly, T-kusy, obtoky, adaptéry, spojky atď. Sú spojené s rúrkami spájkovaním. Tento proces sa tiež nazýva zváranie, ale jeho podstata sa nemení: dva prvky sa zahrejú na teplotu topenia a v horúcom stave sú navzájom spojené. Ak je pripojenie vykonané správne, ukáže sa, že je monolitické a slúži nie menej ako samotné potrubia.

Armatúry pre polypropylénové rúry vám umožňujú vytvoriť systém akejkoľvek konfigurácie
Na spojenie polypropylénu s kovmi existujú kombinované tvarovky, v ktorých je jedna časť vyrobená z kovu a je spojená pomocou závitového spojenia a druhá - polypropylén - je zváraná.
Než spájkovať
Zváranie polypropylénových rúr sa uskutočňuje pomocou špeciálneho zariadenia nazývaného spájkovačka alebo zvárací stroj.Jedná sa o malú kovovú plošinu s elektrickou špirálou vo vnútri, ktorá ohrieva povrch. Kvôli tomuto dizajnu sa táto jednotka nazýva aj žehlička.

Dve prevedenia zariadenia na zváranie PP rúr
Na spojenie dvoch prvkov sa povrchy, ktoré sa majú spojiť, zahrejú na teplotu topenia (+ 260 °). Na zahriatie prvku do požadovanej hĺbky sú na zváraciu plošinu nainštalované dve rôzne kovové trysky potiahnuté teflónom:
- na zahrievanie vnútorného povrchu sa používa tŕň (s menším priemerom);
- na zahriatie vonkajšieho povrchu je umiestnená manžeta.

Spájkovacie trysky pre polypropylénové rúry

Dva prvky, ktoré sa majú spojiť, sa súčasne položia na príslušné prílohy, ponechajú sa na určité časové obdobie (niekoľko sekúnd) a potom sa spoja. Takto sa zvárajú polypropylénové rúry.
Ako zvárať
Konštrukcie spájkovačiek pre polypropylénové rúry sú mierne odlišné, ale princípy práce s nimi sú spoločné. Existujú dva hlavné modely - ploché lôžko alebo valcový ohrievač. Pri normálnej kvalite fungujú obe prakticky bez rozdielu. Tí pohodlnejší si vyberajú.

Toto je pohľad v reze na dobre urobené spojenie - ako na celok
Prípravné práce
Pred začatím práce musíte ohriať spájkovačku, ale tu nie je všetko také jednoduché. Poradie jeho prípravy je nasledovné:
- Najskôr sa na plošinu nainštalujú dýzy vhodného priemeru.
- Do otvoru v plošine je zaskrutkovaný čap, na ktorý je z oboch strán nasadený tŕň a manžeta, ktoré sú z oboch strán utiahnuté maticami.
- Ak je vykurovací článok vo forme rúrky, sú pre ňu dýzy predávané pripevnené na doske. Doska sa nasadí na výhrevný článok, utiahne sa upevňovacia skrutka.
- Požadovaná teplota vykurovania sa nastavuje na regulátore. Pre polypropylénové rúry je teplota zvárania + 260 ° C. Dáme to na regulátor, zapojíme do siete.
- Čakáme na signál nastavenej teploty. Niektoré modely majú zvukový signál, ale väčšinou sa kontrolka LED rozsvieti alebo zhasne (rôzne modely sa líšia).
Spájkovačka je pripravená na prácu. Stále však musíme pripraviť rúry a tvarovky. Prvou podmienkou vysokokvalitného zvárania je rovnomerný rez. Rez musí byť striktne zvislý, bez otrepov a otrepov. Takýto strih je možné získať pomocou špeciálnych nožníc. Na spodku majú dve široké čeľuste, ktoré držia rúrku na svojom mieste, a koniec rezania je hore.

Ak sa vám bude strihať takto, bude strih rovnomerný a hladký.
Druhou podmienkou dobrého spájkovania PP rúr sú čisté, suché a nemastné časti. Ak chcete, aby inštalatérske práce alebo kúrenie slúžili dlho a neprúdili, nemali by ste tento postup preskočiť. Rez potrubia a tvarovka sa očistia liehom alebo vodou a saponátom na riad. Potom počkajú, kým nie je všetko suché, a až potom sa začne proces spájkovania.
Ako dlho sa má otepľovať
Pri zváraní musí byť polypropylén prísne zahriaty na požadovanú teplotu. Prehriatie a prehriatie výrazne znižuje kvalitu švu. Príliš prehriate a mäkčené potrubie sa jednoducho nezmestí do armatúry a nedostatočne ohriaty materiál sa nezapáli.
Čas ohrevu závisí od priemeru potrubia, teploty vzduchu a je uvedený v tabuľke.
| Priemer polypropylénovej rúry | Hĺbka zvárania | Čas ohrevu | Čas zvárania | Čas chladenia |
|---|---|---|---|---|
| 16 | 12-14 mm | 5 sek | 6 sek | 2 minúty |
| 20 | 14-17 mm | 6 sek | 6 sek | 2 minúty |
| 25 | 15-19 mm | 7 sek | 10 sek | 2 minúty |
| 32 | 16-22 mm | 8 sek | 10 sek | 4 minúty |
| 40 | 18-24 mm | 12 s | 20 sek | 4 minúty |
| 50 | 20 - 27 mm | 18 sek | 20 sek | 4 minúty |
| 63 | 24-30 mm | 24 s | 30 s | 6 minút |
| 75 | 26-32 mm | 30 s | 30 s | 6 minút |
Všeobecne je spájkovanie možné pri + 5 ° C, údaje sú však uvedené pre + 20 ° C. V teplejšom počasí sa doba držania prvkov na spájkovačke skracuje o 30 - 60 sekúnd, v chladnejšom sa predlžuje.
Venujte pozornosť stĺpcu "hĺbka" zvárania v tabuľke. Táto značka je umiestnená na potrubí. Predtým, ako bude potrebné ho vtlačiť do armatúry. Pred okrajom tvarovky sa tak vytvorí malý pásik z roztaveného plastu. To bude znamenať, že šev je vyrobený správne.
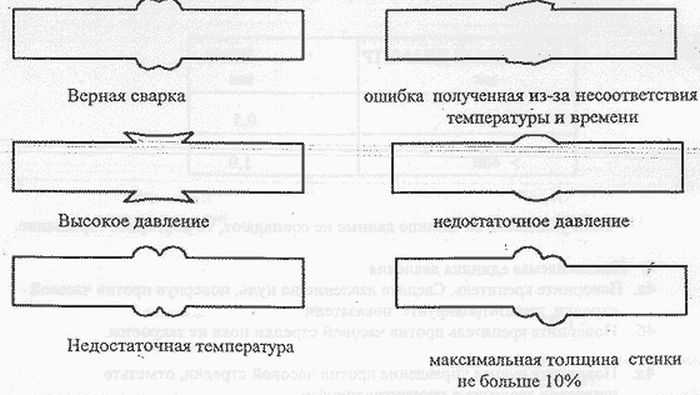
Chyby, ktoré sa môžu vyskytnúť pri zváraní polypropylénových rúr
Je potrebné objasniť ďalší stĺpec - „čas zvárania“. Toto je čas, po ktorý je potrebné stlačiť a zafixovať zvárané prvky.
Všeobecne platí, že ak sa pokúsite vložiť studenú rúrku do tvarovky, malo by byť ťažké ju namontovať - vonkajší priemer potrubia je o niečo väčší ako vnútorný priemer tvarovky. Toto sa robí zámerne, aby sa získal určitý prebytočný materiál, z ktorého sa na šve vytvára perlička. Aby bolo zváranie polypropylénových rúrok spoľahlivé, je lepšie odobrať všetky komponenty od jednej spoločnosti. Veľkosti sa teda zaručene zhodujú. V opačnom prípade je potrebné vyskúšať - aby kovanie „nekĺzalo“, ale aby sa ťažko ťahalo.
Technológie
Ako už bolo spomenuté, pri zváraní polypropylénových rúrok musia byť ich a tvarovky očistené, odmastené a vysušené. A až potom môžete začať spájkovať.
Tento prípravok je vhodný pre všetky typy rúr s výnimkou rúr vystužených fóliou. V takom prípade sa po odrezaní požadovaného kusu rez vyčistí na fóliu špeciálnym zariadením - holiacim strojčekom. Do nej je vložená rúrka a niekoľkokrát sa ňou otáča. Tým sa odstráni horná vrstva plastu, po ktorej môžete odmasťovať a spájkovať.

V prípade rúr vystužených fóliou sa polypropylén rozreže na fóliu
Po zaschnutí povrchu sa na rúrku nakreslí značka označujúca vzdialenosť, v ktorej je potrebné ju vtlačiť do tvarovky (najjednoduchšie je to pomocou tenkej fixky alebo prudko nabrúsenej jednoduchej ceruzky).

Označenie hĺbky zvárania
Spájkovanie polypropylénu krok za krokom
Ďalej je technológia zvárania PP rúrok nasledovná:
- Dali sme vyrezanú časť potrubia na tŕň, zasuňte tvarovku do objímky. Toto sa musí urobiť súčasne, v extrémnych prípadoch sa kovanie nasadí skôr, pretože má veľkú hrúbku steny. Oneskorenie by malo byť veľmi malé.

Nasadili sme prílohy
- Udržiavame prvky potrebné množstvo času.
- Odstránime z trysiek, spojíme a stlačíme potrubie do armatúry po značku. Spojenie je výhradne lineárne, prvky nemôžete otáčať okolo vodorovnej osi (nekrútiť, aj keď to naozaj chcete). Ak zistíte nezrovnalosť, je možné vodorovne vyrovnať ihneď po pripojení.

Opravujeme tak, aby bolo zváranie polypropylénových rúrok spoľahlivé
- Pri pripájaní musíte vynaložiť veľa úsilia. Rovnaká sila sa udržiava niekoľko sekúnd (v tabuľke v stĺpci „čas zvárania“).
- Po uplynutí zadaného času prestaneme stláčať a spojenie nebude možné narušiť niekoľko minút (v tabuľke stĺpec „doba chladenia“). Potom možno uvažovať o tom, že spájkovanie polypropylénovej rúrky je ukončené. Môžete pokračovať k ďalšiemu švu.


Jedna poznámka: ihneď po ukončení zvárania skontrolujte hroty spájkovačky. Ak v ňom zostali zvyšky materiálu, odstráňte ho mäkkou handričkou, ktorá nepúšťa vlákna, nevybledne (biela). Na spájkovačke nemôžete nechať plast - ďalší fragment sa nalepí, bude ťažké ho odtrhnúť. Trysky nemôžete čistiť pomocou abrazív - majú teflónový povrch, ľahko sa poškriabú. A dokonca aj mikroskopické škrabance povedú k tomu, že fragment na spájkovačke (žehličke) priľne.
Mimochodom, je lepšie pracovať v bavlnených rukaviciach - dôjde k menšiemu popáleniu.
Pred uvedením systému do prevádzky je potrebné ho skontrolovať. To sa deje lisovaním. Čo to je a ako to urobiť, prečítajte si tu.
Usporiadanie polypropylénových rúrok
Polypropylénové rúry sa používajú na inštaláciu hrebeňa studenej alebo horúcej vody, kúrenie. Výber priemeru je v každom prípade individuálny - závisí to od objemu kvapaliny, ktorá musí byť načerpaná za jednotku času, od požadovanej rýchlosti jeho pohybu (vzorec na fotografii).
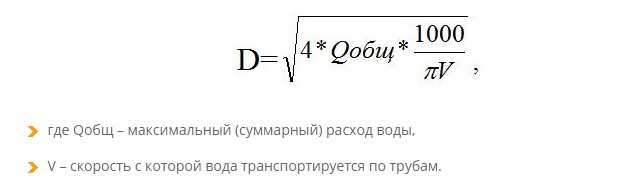
Vzorec na výpočet priemeru polypropylénu
Výpočet priemerov potrubí pre vykurovacie systémy je samostatná téma (je potrebné určiť priemer po každej vetve), pre vodné potrubia je všetko jednoduchšie. V bytoch a domoch sa na tieto účely používajú rúry s priemerom od 16 mm do 30 mm, najobľúbenejšie sú 20 mm a 25 mm.
Počítame kovania
Po určení priemeru sa berie do úvahy celková dĺžka potrubia, v závislosti od jeho štruktúry sa dodatočne zakúpia armatúry. S dĺžkou potrubí je všetko pomerne jednoduché - zmeriate dĺžku, pripočítate k chybe a možným chybám v práci asi 20%. Na stanovenie toho, ktoré armatúry sú potrebné, je potrebná schéma potrubia. Nakreslite ho a označte všetky klepnutia a zariadenia, ku ktorým sa chcete pripojiť.

Príklad zapojenia polypropylénových rúrok do kúpeľne
Na pripojenie k mnohým zariadeniam je potrebný prechod na kov. Existujú aj také polypropylénové tvarovky. Na jednej strane majú mosadzný závit a na druhej strane obyčajnú spájkovaciu tvarovku. Okamžite sa musíte pozrieť na priemer trysky pripojeného zariadenia a typ závitu, ktorý by mal byť na armatúre (vnútorný alebo vonkajší). Aby ste neurobili chybu, je lepšie si všetko zapísať do schémy - nad vetvu, kde bude táto armatúra nainštalovaná.
Ďalej sa podľa schémy uvažuje s počtom pripojení v tvare „T“ a „L“. Za ne sa kupujú odpaliská a rohy. Existujú aj kríže, ale zriedka sa používajú. Rohy, mimochodom, nie sú len na 90 °. Každý má 45 °, 120 °. Nezabudnite na spojky - ide o tvarovky na spojenie dvoch častí potrubia. Nezabudnite, že polypropylénové rúry nie sú vôbec elastické a neohýbajú sa, preto sa každé otočenie vykonáva pomocou tvaroviek.
Pri nákupe materiálov sa dohodnite s predajcom na možnosti výmeny alebo vrátenia časti kovania. Problémy zvyčajne nevznikajú, pretože ani odborníci nemôžu vždy okamžite určiť presný rozsah požadovaných výrobkov. Okrem toho je počas procesu inštalácie niekedy potrebné zmeniť štruktúru potrubia, čo znamená, že sa zmení sada armatúr.
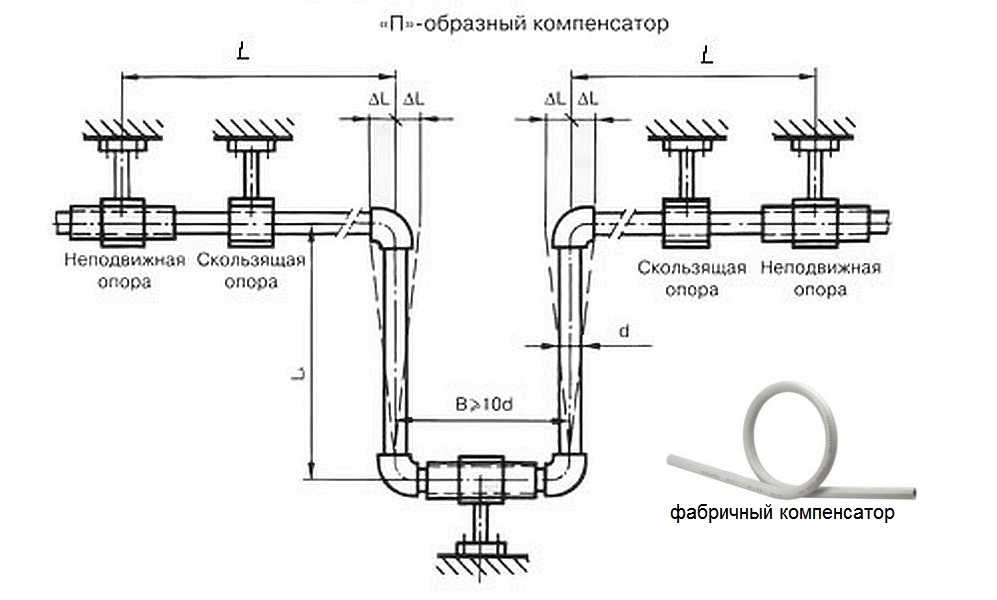
Kompenzátor dodávky teplej vody a kúrenia vyrobený z polypropylénových rúr
Polypropylén má pomerne významný koeficient tepelnej rozťažnosti. Ak sa inštaluje polypropylénový prívod horúcej vody alebo vykurovací systém, je potrebné urobiť dilatačnú škára, pomocou ktorej sa vyrovná predĺženie alebo skrátenie potrubia. Môže to byť továrensky vyrobená slučka kompenzátora alebo kompenzátor zostavený podľa schémy z povrchových úprav a kúskov rúr (na obrázku vyššie).
Metódy kladenia
Existujú dva spôsoby, ako inštalovať polypropylénové rúry - otvorené (pozdĺž steny) a uzavreté - do drážok v stene alebo v poteru. Na stene alebo v drážke sú polypropylénové rúry pripevnené k príchytkám. Sú jednoduché - na kladenie jednej rúry sú dvojité - keď dve vetvy prebiehajú paralelne. Sú pripevnené vo vzdialenosti 50-70 cm.Rúrka sa jednoducho zasunie do spony a drží sa vďaka pružnej sile.

Upevnenie polypropylénových rúrok na steny
Pri pokládke do poteru, ak ide o teplú podlahu, sú rúry pripevnené k výstužnej sieti, nie je potrebné žiadne ďalšie dodatočné upevnenie. Ak je potrubie k radiátorom monolitické, potrubie nemusí byť upevnené. Sú tuhé, ich poloha sa nemení ani po naplnení chladiacou kvapalinou.

Možnosť skrytého a vonkajšieho vedenia v jednom potrubí (za kúpeľňou bolo vedenie otvorené - menej práce)
Nuansy spájkovania
Samotný proces zvárania polypropylénových rúr, ako ste videli, nenecháva veľa práce, ale existuje veľa jemností. Napríklad nie je jasné, ako pri spájaní rúrok namontovať profily tak, aby mali rúry presne požadovanú dĺžku.
Ďalším bodom zvárania polypropylénových rúrok je spájkovanie na ťažko dostupných miestach. Nie je vždy možné dať na spájkovačku z oboch strán rúrku a tvarovku. Napríklad spájkujeme v rohu. Spájkovačku musíte prilepiť do rohu, z jednej strany tryska spočíva priamo na stene, cez ňu nemôžete natiahnuť tvarovku. V tomto prípade je umiestnená druhá sada dýz rovnakého priemeru a armatúra sa na nej zahreje.
Ako spájkovať polypropylénové rúry na ťažko prístupnom mieste
Ako prejsť zo železnej rúrky na polypropylén.









