Mga laki ng butas: mga talahanayan, tool, proseso ng paggupit
Upang i-cut ang isang panloob na thread sa isang bahagi, kailangan mo munang mag-drill ng isang butas. Ang laki nito ay hindi katumbas ng diameter ng thread, ngunit dapat na bahagyang mas maliit. Maaari mong makita ang diameter ng drill para sa thread sa isang espesyal na talahanayan, ngunit para dito kailangan mo ring malaman ang uri ng thread.

Natutukoy ng mga parameter ng thread ang diameter ng drill
Ang nilalaman ng artikulo
Pangunahing setting
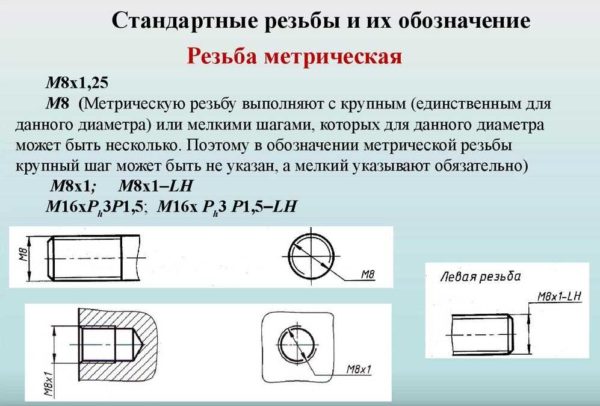
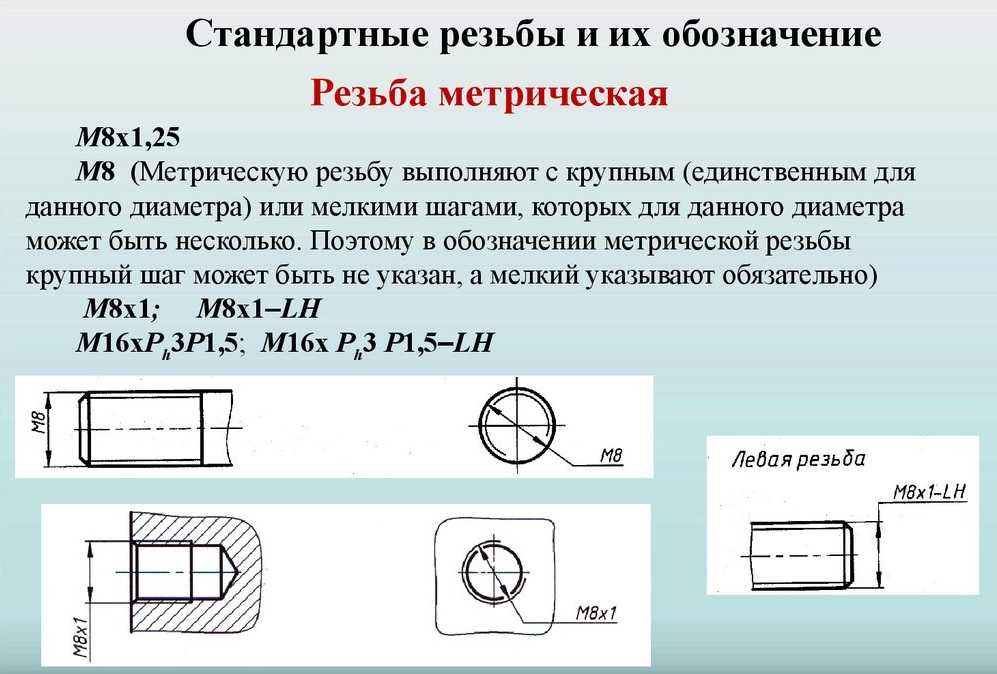
Ang anumang thread ay nailalarawan sa pamamagitan ng dalawang mga parameter:
- diameter (D);
- hakbang (P) - ang distansya mula sa isang loop papunta sa isa pa.
Natutukoy ang mga ito ng GOST 1973257-73. Ang isang malaking hakbang ay itinuturing na normal, ngunit maraming mas maliit ang tumutugma dito. Ginagamit ang maliit na pitch kapag inilapat sa mga produktong may manipis na pader (mga manipis na pader na tubo). Gumagawa din sila ng isang maliit na pagliko kung ang inilapat na thread ay isang paraan ng pagsasaayos ng anumang mga parameter. Gayundin, ang isang maliit na hakbang sa pagitan ng mga pagliko ay ginagawa upang madagdagan ang higpit ng koneksyon at upang mapagtagumpayan ang kababalaghan ng self-screwing ng bahagi. Sa ibang mga kaso, ang isang pamantayan (malaki) na hakbang ay pinutol.
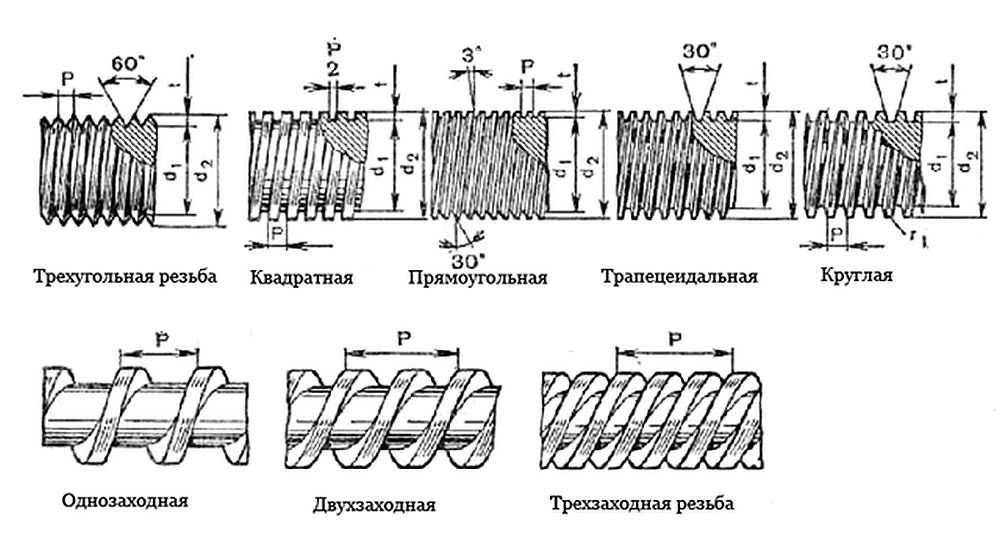
Mga uri ng thread at ang kanilang pangunahing katangian
Mayroong maraming mga uri ng thread, dahil ang bawat isa ay may sariling mga katangian ng pagbuo, ang diameter ng butas para sa thread ay magkakaiba sa bawat kaso. Ang lahat sa kanila ay binabaybay sa GOST, ngunit kadalasang gumagamit sila ng tatsulok na sukatan at mga tapered na panukat na thread. Pag-uusapan pa natin ang tungkol sa kanila.
Karaniwan kaming nakakakita ng mga tatsulok na mga thread sa mga bolt at iba pang mga katulad na mga fastener, naka-tapered - sa karamihan ng mga produkto ng pagtutubero na nagsasangkot ng isang nababakas na koneksyon.
Mga Gadget
Para sa larawang inukit sa DIY, ginagamit ang maliliit na tool:
- namatay (tinatawag din silang lerki) para sa pagguhit ng mga liko mula sa labas (karaniwang sa isang tubo o metal rod (pin);
- taps - para sa panloob (dito kailangan mong gumawa ng isang butas para sa kanila muna).

Tapikin (itaas) at mamatay (ibaba)

Ang lahat ng mga aparatong ito ay gawa sa mga haluang metal, nailalarawan sa pamamagitan ng pagtaas ng lakas at paglaban sa hadhad. Sa kanilang mga ibabaw na groove at groove ay inilalapat, sa tulong ng kung saan ang kanilang imahe ng mirror ay nakuha sa workpiece.
Ang anumang tap o die ay minarkahan - mayroon silang isang inskripsiyon na nagpapahiwatig ng uri ng thread na pinuputol ng aparatong ito - diameter at pitch. Ang mga ito ay ipinasok sa mga may hawak - mga wrenches at die holder - naayos doon sa mga tornilyo. Hawak ang tool sa pag-tap sa may-ari, inilalagay ito / ipinasok sa lugar kung saan kinakailangan ng isang nababakas na koneksyon. Sa pamamagitan ng pag-scroll sa aparato, nabuo ang mga pagliko. Ito ay nakasalalay sa kung gaano tama ang aparato ay itinakda sa simula ng trabaho kung ang mga coil ay "mahiga" nang pantay-pantay. Samakatuwid, gawin ang mga unang liko sinusubukan upang panatilihin ang istraktura kahit, pag-iwas sa mga shift at pagbaluktot. Matapos magawa ang ilang mga rebolusyon, magiging madali ang proseso.
Ang mga maliliit hanggang katamtamang diameter na mga thread ay maaaring putulin nang manu-mano. Ang mga mahirap na uri (dalawa at tatlong-daan) o pagtatrabaho na may malalaking mga diameter na may mga kamay ay hindi posible - kailangan ng labis na pagsisikap. Para sa mga layuning ito, ginagamit ang mga espesyal na kagamitan sa mekanisado - para sa mga lathes na may mga gripo at namatay na naayos sa kanila.
Kung paano i-cut nang tama
Maaari kang maglapat ng mga thread sa halos anumang metal at ang kanilang mga haluang metal - bakal, tanso, aluminyo, cast iron, tanso, tanso, atbp. Hindi inirerekumenda na gawin ito sa isang mainit na bakal - napakahirap, gumuho ito sa panahon ng operasyon at hindi posible na makamit ang mataas na kalidad na pagliko, na nangangahulugang ang koneksyon ay hindi maaasahan.

Tool para sa trabaho
Paghahanda
Kinakailangan na magtrabaho sa purong metal - alisin ang kalawang, buhangin at iba pang mga kontaminante.Pagkatapos ang lugar kung saan ilalagay ang thread ay dapat na lubricated (maliban sa cast iron at tanso - dapat kang gumana sa kanila na "tuyo"). Mayroong isang espesyal na emulsyon para sa pagpapadulas, ngunit kung hindi, maaari kang gumamit ng nababad na sabon. Maaari mo ring gamitin ang iba pang mga pampadulas:
- langis na linseed para sa bakal at tanso;
- turpentine para sa tanso;
- petrolyo - para sa aluminyo.
Mga pagpipilian sa thread na panukat
Madalas mong marinig ang payo na gumamit ng langis ng makina, langis ng mineral, o kahit mantika kapag pinuputol ang mga thread. Gumagana ang mga ito nang maayos, ngunit sinabi ng mga eksperto na mas mainam na huwag gawin ito - ang mga chips ay mananatili sa malapot na sangkap, na hahantong sa mabilis na pagkasira ng gripo o mamatay.
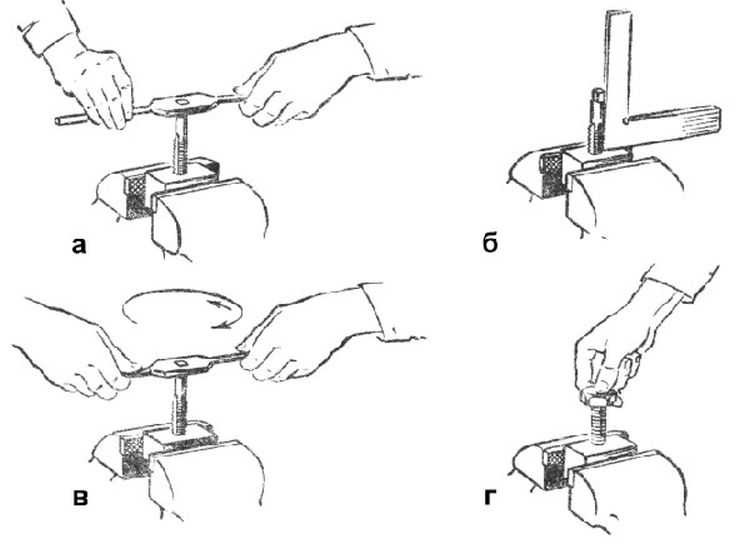
Proseso ng paghiwa
Kapag pinuputol ang isang panlabas na thread, ang mamatay ay inilalagay na mahigpit na patayo sa ibabaw ng tubo o tungkod. Sa panahon ng pagpapatakbo, hindi ito dapat tumaya, kung hindi man ang mga pagliko ay magiging hindi pantay at ang koneksyon ay magiging pangit at hindi maaasahan. Ang mga unang liko ay lalong mahalaga. Ito ay nakasalalay sa kung paano sila "maglatag" kung ang koneksyon ay pagkatapos ay madiyot.
Sa pamamagitan ng paglalapat ng isang panloob na thread, ang bahagi ay naayos na walang paggalaw. Kung ito ay isang maliit na piraso, maaari mo itong mahawakan sa isang bisyo. Kung ang plate ay malaki, i-secure ito sa mga magagamit na pamamaraan, halimbawa, sa pamamagitan ng pag-aayos nito sa mga bar. M
Ang tap ay ipinasok sa butas upang ang axis nito ay parallel sa axis ng butas. Sa kaunting pagsisikap, unti-unti, nagsisimulang mag-ikot sa isang naibigay na direksyon. Sa sandaling maramdaman mong tumaas ang paglaban, alisan ng takip ang tap back at linisin ito ng mga chips. Pagkatapos ng paglilinis, nagpapatuloy ang proseso.
Proseso ng pagpipiraso ng larawan
Kapag nag-tap ng isang bulag na butas, ang lalim nito ay dapat na bahagyang mas malalim kaysa sa kinakailangan - ang labis na ito ay dapat isama ang dulo ng gripo. Kung imposible ito sa istraktura, ang tip ay pinuputol mula sa gripo. Sa parehong oras, hindi ito angkop para sa karagdagang pagpapatakbo, ngunit walang ibang paraan palabas.
Upang ang mga liko ay may mataas na kalidad, dalawang taps o namatay ang ginagamit - isang magaspang at isang nagtatapos. Ang unang pass ay tapos na magaspang, ang pangalawang - pagtatapos. Mayroon ding mga pinagsamang aparato sa pag-thread. Pinapayagan ka nilang gawin ang lahat nang sabay-sabay.
Isa pang praktikal na tip: upang ang mga chips ay hindi mahulog sa lugar na pinagtatrabahuhan, kapag pinuputol, gumawa ng isang buong liko sa pakaliwa, pagkatapos ay kalahati ng isang liko. Pagkatapos nito, ibalik ang tool sa lugar kung saan tumigil ito at muling gumawa ng isang rebolusyon. Ito ay ipinagpapatuloy hanggang sa kinakailangang haba.
Mga mesa para sa pagpili ng diameter ng drill para sa thread
Kapag gumagawa ng isang panloob na thread, ang isang butas ay paunang drill para dito. Hindi ito katumbas ng diameter ng thread, dahil kapag ang pagputol, bahagi ng materyal ay hindi tinanggal sa anyo ng mga chips, ngunit pinipiga, pinapataas ang laki ng mga protrusion. Samakatuwid, bago mag-apply, dapat mong piliin ang diameter ng drill para sa thread. Maaari itong magawa gamit ang mga talahanayan. Magagamit ang mga ito para sa bawat uri ng thread, ngunit narito ang pinakasikat - sukatan, pulgada, tubo.
| Panukat na thread | Inch thread | Pipe thread | |||||
|---|---|---|---|---|---|---|---|
| Thread diameter, pulgada | Thread pitch, mm | Diameter ng drill, mm | Thread diameter, pulgada | Thread pitch, mm | Diameter ng drill, mm | Thread diameter, pulgada | Thread diameter ng butas, mm |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1.4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3.5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | - | - |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | - | - |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | - | - |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | - | - |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | - | - |
| M16 | 2,0 | 13,5 | - | - | - | - | - |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | - | - |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | - | - |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | - | - |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | - | - |
Sa sandaling muli, iginuhit namin ang iyong pansin sa katotohanan na ang diameter ng drill para sa thread ay ibinibigay para sa isang magaspang (karaniwang thread).
Talahanayan ng diameter ng pamalo ng thread rod
Kapag nagtatrabaho sa isang panlabas na thread, ang sitwasyon ay halos kapareho - bahagi ng metal ay pinipiga, hindi pinutol. Samakatuwid, ang diameter ng pamalo o tubo na kung saan ang thread ay inilapat ay dapat na bahagyang mas maliit. Gaano katumpak - tingnan ang talahanayan sa ibaba.
| Thread diameter, mm | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| Rod diameter, mm | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |
-
 Pamutol ng plasterboard - isang tool para sa mabilis na pagkonekta ng mga profile
Pamutol ng plasterboard - isang tool para sa mabilis na pagkonekta ng mga profile
-
 Mga gunting para sa paggupit ng mga tubo: polypropylene (PPR), plastik, metal-plastik
Mga gunting para sa paggupit ng mga tubo: polypropylene (PPR), plastik, metal-plastik
-
 Seleksyon ng riveter (riveter)
Seleksyon ng riveter (riveter)
-
 Paano Pumili ng isang Garden Branch & Grass Chopper - Pinakamahusay na Mga Modelong
Paano Pumili ng isang Garden Branch & Grass Chopper - Pinakamahusay na Mga Modelong
-
 Aling mga walk-behind tractor at motor-cultivator ang mas mahusay
Aling mga walk-behind tractor at motor-cultivator ang mas mahusay





Thread table. Unang haligi. Panukat na thread d.b. nasa mm na, samakatuwid ay sukatan ito.
Susog. Talahanayan ng thread ng babae, heading ng unang haligi