Paano magwelding (maghinang) polypropylene pipes
Ang lahat ng mga metal na tubo ay madalas na pinalitan ng mga plastik, sa partikular, na gawa sa polypropylene. Mayroon silang mahabang buhay sa serbisyo (hanggang 50 taon), huwag kalawangin, huwag mabulok, timbangin ng kaunti, at maaari mo ring tipunin ang lahat gamit ang iyong sariling mga kamay, nang hindi kasangkot ang mga dalubhasa. Ang Welding polypropylene pipes ay nangangailangan ng ilang kasanayan, ngunit mabilis itong dumating. Maaari mo munang sanayin ang maliliit na trims at murang mga kabit, at pagkatapos ay simulang lumikha ng mas seryosong mga bagay.

Sa pamamagitan ng paraan, maaari mong gawin hindi lamang ang pagtutubero o pag-init, kundi pati na rin ang maraming kinakailangang at kapaki-pakinabang na bagay
Ang nilalaman ng artikulo
Mga uri at layunin
Ang mga tubo ng polypropylene ay magagamit sa apat na kulay - berde, kulay-abo, puti at itim. Ang mga itim lamang ang magkakaiba sa mga katangian - nadagdagan ang paglaban sa ultraviolet radiation at ginagamit para sa pagtulamga sistema ng irigasyon nasa lupa. Ang lahat ng iba ay may magkatulad na katangian at inilalagay sa loob ng bahay o inilibing sa lupa.
Sa pamamagitan ng appointment, ang mga polypropylene pipes ay nasa mga sumusunod na uri:
- Para sa malamig na tubig (temperatura hanggang + 45 ° C). Maaari silang madaling makilala sa pamamagitan ng kanilang paayon na asul na guhitan.
- Para sa mainit na supply ng tubig (pagpainit hanggang + 85 ° C). Ang isang natatanging tampok ay isang pulang guhit.
- Universal (maximum na pag-init hanggang sa + 65-75 ° C, depende sa tagagawa. Dalawang guhitan ang inilalagay magkatabi - asul at pula.

Ang mga kulay ay hindi nakakaapekto sa mga katangian

Mayroong mga tubo na may iba't ibang mga katangian para sa parehong malamig at mainit na tubig. Ito ay makikita sa pagmamarka:
- Ang PN10 ay eksklusibong ginagamit sa mga malamig na sistema ng suplay ng tubig (hanggang sa + 45 ° C) na may mababang presyon (hanggang sa 1 MPa). Mayroon silang isang maliit na kapal ng pader. Hindi angkop para sa mga mataas na gusali.
- PN16. Sila ay madalas na may label bilang unibersal, ngunit mas madalas ginagamit ang mga ito para sa malamig na tubig - makatiis sila ng pag-init ng daluyan hanggang sa + 65 ° C at presyon ng hanggang sa 1.6 MPa.
- PN20. Ang mga makapal na pader na tubo na maaaring magdala ng media na may temperatura hanggang sa + 80 ° C ay makatiis ng presyon ng hanggang sa 2 MPa. Ginamit para sa pamamahagi ng mainit na tubig at mga sistema ng pag-init.
- PN25. Ang mga ito ay pinatibay na mga tubo ng polypropylene (foil o fiberglass). Dahil sa pagkakaroon ng isang nagpapatibay na layer, madalas silang may isang maliit na kapal ng pader kaysa sa PN20. Katamtamang temperatura ng pag-init - hanggang sa + 95 ° C, presyon - hanggang sa 2.5 MPa. Ginagamit ang mga ito para sa mainit na supply ng tubig at pag-init.
Ang lahat sa kanila ay magagamit sa iba't ibang mga diameter - hanggang sa 600 mm, ngunit sa mga apartment at pribadong bahay higit na ginagamit ang mga ito sa mga laki mula 16 mm hanggang 110 mm. Tandaan na ang diameter sa loob ay ipinahiwatig bilang magkakaiba ang mga kapal ng pader.
Ano ang hinang ng mga polypropylene pipes
Ang polypropylene ay nailalarawan sa pamamagitan ng pagtaas ng tigas, at ang mga fittings mula sa parehong materyal ay ginagamit upang lumikha ng mga system ng kinakailangang pagsasaayos. Ito ay iba't ibang mga anggulo, tee, bypass, adaptor, pagkabit, atbp. Nakakonekta ang mga ito sa mga tubo sa pamamagitan ng paghihinang. Ang prosesong ito ay tinatawag ding hinang, ngunit ang kakanyahan nito ay hindi nagbabago: ang dalawang elemento ay pinainit sa temperatura ng pagkatunaw at, sa isang mainit na estado, ay konektado sa bawat isa. Kung nagawa nang tama, ang koneksyon ay monolithic at nagsisilbing hindi mas mababa sa mga tubo mismo.

Pinapayagan ka ng mga kabit para sa mga polypropylene pipes na lumikha ng isang sistema ng anumang pagsasaayos
Upang ikonekta ang polypropylene sa mga metal, may mga pinagsamang mga kabit, kung saan ang isang bahagi ay gawa sa metal at konektado gamit ang isang sinulid na koneksyon, at ang pangalawa, polypropylene, ay hinang.
Kaysa sa maghinang
Ang welding ng mga polypropylene pipes ay nagaganap gamit ang isang espesyal na aparato na tinatawag na isang soldering iron o isang welding machine.Ito ay isang maliit na platform ng metal na may isang electric coil sa loob na nagpapainit sa ibabaw. Dahil sa disenyo na ito, ang yunit na ito ay tinatawag ding bakal.

Dalawang disenyo ng PP pipe welding device
Upang ikonekta ang dalawang elemento, ang mga ibabaw na isasali ay pinainit sa temperatura ng pagkatunaw (+ 260 °). Upang maiinit ang elemento sa kinakailangang lalim, ang dalawang magkakaibang mga Teypon na pinahiran ng metal na nozzles ay naka-install sa welding platform:
- ang isang mandrel (ng isang mas maliit na diameter) ay ginagamit upang mapainit ang panloob na ibabaw;
- ang isang manggas ay inilalagay upang magpainit sa panlabas na ibabaw.

Mga panghinang na nozzles para sa mga polypropylene pipes

Dalawang elemento na makakonekta ay sabay na inilalagay sa kaukulang mga kalakip, itinatago sa isang tiyak na tagal ng panahon (maraming segundo), pagkatapos ay konektado. Ganito hinangin ang mga tubo ng polypropylene.
Paano magwelding
Ang mga disenyo ng mga bakal na panghinang para sa mga tubo ng polypropylene ay bahagyang naiiba, ngunit ang mga prinsipyo ng pagtatrabaho sa kanila ay karaniwan. Mayroong dalawang pangunahing mga modelo - flat bed o cylindrical heater. Sa normal na kalidad, parehong gumagana, halos walang pagkakaiba. Ang mga mas komportable pumili.

Ito ay isang seksyon na pagtingin sa isang mahusay na ginawa na koneksyon - bilang isang kabuuan
Trabahong paghahanda
Bago simulan ang trabaho, kailangan mong magpainit ng panghinang na bakal, ngunit ang lahat ay hindi gaanong simple dito. Ang pagkakasunud-sunod ng paghahanda nito ay ang mga sumusunod:
- Una, ang mga nozzles ng isang angkop na diameter ay naka-install sa platform.
- Ang isang pin ay sinulid sa butas sa platform, isang mandrel at isang manggas ay inilalagay dito mula sa magkabilang panig, hinihigpit ng mga mani sa magkabilang panig.
- Kung ang elemento ng pag-init ay nasa anyo ng isang tubo, ibinebenta para sa mga ito na naayos sa isang plato. Ang plato ay inilalagay sa elemento ng pag-init, ang pangkabit na bolt ay hinihigpit.
- Ang kinakailangang temperatura ng pag-init ay nakatakda sa regulator. Para sa mga polypropylene pipes, ang temperatura ng hinang ay + 260 ° C. Inilagay namin ito sa regulator, isaksak ito sa network.
- Naghihintay kami para sa signal ng itinakdang temperatura. Ang ilang mga modelo ay may beep, ngunit karamihan ay naka-on o naka-off ang LED (magkakaiba ang mga modelo).
Handa nang gumana ang soldering iron. Ngunit kailangan pa rin naming maghanda ng mga tubo at fittings. Ang unang kundisyon para sa de-kalidad na hinang ay pantay na hiwa. Ang paghiwa ay dapat na mahigpit na patayo, walang burrs at burrs. Ang nasabing isang hiwa ay maaaring makuha gamit ang mga espesyal na gunting. Mayroon silang dalawang malawak na panga sa ilalim na humahawak sa tubo sa lugar, at ang bahagi ng paggupit ay nasa itaas.

Kung gupitin tulad nito, ang hiwa ay magiging pantay at makinis.
Ang pangalawang kondisyon para sa mahusay na paghihinang ng mga pipa ng PP ay malinis, tuyo, walang grasa na mga bahagi. Kung nais mo ang pagtutubero o pag-init na maghatid ng mahabang panahon at hindi dumaloy, hindi mo dapat laktawan ang pamamaraang ito. Ang pagputol ng tubo at ang angkop ay nalinis ng alkohol o tubig at detergent sa paghuhugas ng pinggan. Pagkatapos maghintay sila hanggang sa matuyo ang lahat, at pagkatapos lamang magsimula ang proseso ng paghihinang.
Gaano katagal magpainit
Kapag hinang, ang polypropylene ay dapat na pinainit nang mahigpit sa kinakailangang temperatura. Ang sobrang pag-init at underheating ay makabuluhang bawasan ang kalidad ng tahi. Ang isang sobrang overheated at pinalambot na tubo ay hindi magkakasya sa angkop, at ang isang hindi sapat na pinainit na materyal ay hindi fuse.
Ang oras ng pag-init ay nakasalalay sa diameter ng tubo, temperatura ng hangin at ipinahiwatig sa talahanayan.
| Diameter ng Polypropylene pipe | Lalim ng hinang | Oras ng pag-init | Oras ng hinang | Oras ng paglamig |
|---|---|---|---|---|
| 16 | 12-14 mm | 5 sec | 6 sec | 2 minuto |
| 20 | 14-17 mm | 6 sec | 6 sec | 2 minuto |
| 25 | 15-19 mm | 7 sec | 10 sec | 2 minuto |
| 32 | 16-22 mm | 8 sec | 10 sec | 4 minuto |
| 40 | 18-24 mm | 12 sec | 20 sec | 4 minuto |
| 50 | 20-27 mm | 18 sec | 20 sec | 4 minuto |
| 63 | 24-30 mm | 24 s | 30 sec | 6 minuto |
| 75 | 26-32 mm | 30 sec | 30 sec | 6 minuto |
Sa pangkalahatan, ang paghihinang ay posible sa + 5 ° C, ngunit ang data ay ibinibigay para sa + 20 ° C. Sa mas mainit na panahon, ang oras ng paghawak ng mga elemento sa panghinang na iron ay nabawasan ng 30-60 segundo, sa mas malamig na panahon, nadagdagan ito.
Bigyang pansin ang haligi na "lalim" ng hinang sa talahanayan. Ang marka na ito ay inilalagay sa tubo. Bago ito kailanganing pindutin ito sa angkop. Lumilikha ito ng isang maliit na butil ng tinunaw na plastik sa harap ng angkop na gilid. Mangangahulugan ito na ang seam ay ginawa nang tama.
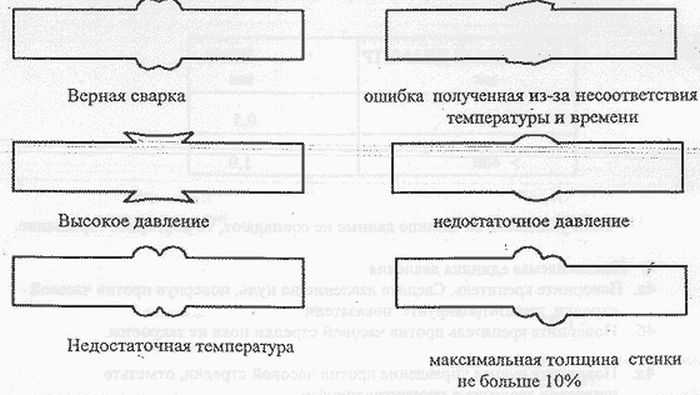
Mga error na maaaring maganap kapag hinang ang mga polypropylene pipes
Ang isa pang haligi ay nangangailangan ng paglilinaw - "oras ng hinang". Ito ang oras kung saan kinakailangan upang pisilin at ayusin ang mga hinang elemento.
Sa pangkalahatan, kung susubukan mong magsingit ng isang malamig na tubo sa isang angkop, dapat itong mapasok nang may labis na kahirapan - ang panlabas na diameter ng tubo ay bahagyang mas malaki kaysa sa panloob na lapad ng angkop. Ginagawa ito nang sadya, upang magbigay ng ilang labis na materyal na kung saan nabubuo ang butil sa seam. Upang maging maaasahan ang hinang ng mga tubo ng polypropylene, mas mahusay na kunin ang lahat ng mga bahagi mula sa isang kumpanya. Kaya't ang mga laki ay ginagarantiyahan upang tumugma. Kung hindi man, kinakailangan upang subukan - upang ang pag-angkop ay hindi "madulas", ngunit hinila ng nahihirapan.
Teknolohiya
Tulad ng nabanggit na, kapag hinang ang mga tubo ng polypropylene, sila at mga kabit ay dapat na malinis, maibawas at matuyo. At pagkatapos lamang nito maaari mong simulan ang paghihinang.
Ang paghahanda na ito ay angkop para sa lahat ng mga uri ng mga tubo maliban sa mga paikot na pinalakas na palara. Sa kasong ito, matapos na maputol ang nais na piraso, ang hiwa ay nalinis sa palara na may isang espesyal na aparato - isang ahit. Ang isang tubo ay ipinasok dito at umiikot ng maraming beses. Tinatanggal nito ang tuktok na layer ng plastik, pagkatapos ay maaari kang mag-degrease at maghinang.

Para sa mga tubo na pinalakas ng foil, ang polypropylene ay pinutol sa foil
Matapos matuyo ang ibabaw, ang isang marka ay iginuhit sa tubo, na minamarkahan ang distansya kung saan kinakailangan upang pindutin ito sa angkop (ang pinakamadaling paraan ay sa isang manipis na marker o isang matalim na pinahinang simpleng lapis).

Pagmamarka ng lalim ng hinang
Paghinang ng polypropylene nang sunud-sunod
Dagdag dito, ang teknolohiya ng hinang PP pipes ay ang mga sumusunod:
- Inilalagay namin ang seksyon ng hiwa ng tubo sa mandrel, ipasok ang angkop sa manggas. Dapat itong gawin nang sabay, sa matinding mga kaso, ang pagkakabit ay inilalagay nang mas maaga, dahil mayroon itong isang malaking kapal ng pader. Ang pagkaantala ay dapat na napakaliit.

Inilagay namin ang mga kalakip
- Sinusuportahan namin ang mga elemento para sa kinakailangang dami ng oras.
- Inaalis namin mula sa mga nozel, kumonekta, pinindot ang tubo sa angkop sa marka. Ang koneksyon ay eksklusibo na linear, hindi mo maaaring paikutin ang mga elemento tungkol sa pahalang na axis (huwag i-twist, kahit na talagang gusto mo). Posibleng i-level kaagad ang pahalang pagkatapos ng koneksyon kung napansin ang isang pagkakaiba.

Inaayos namin upang ang hinang ng mga polypropylene pipes ay maaasahan
- Kapag kumokonekta, kailangan mong gumawa ng maraming pagsisikap. Ang parehong puwersa ay pinapanatili ng maraming segundo (sa talahanayan sa haligi na "oras ng hinang").
- Matapos ang paglipas ng tinukoy na oras, hihinto kami sa pagpindot, at ang koneksyon ay hindi maaaring istorbo ng maraming minuto (sa talahanayan, ang haligi na "oras ng paglamig"). Pagkatapos nito, maaari itong maituring na ang paghihinang ng polypropylene pipe ay nakumpleto. Maaari kang magpatuloy sa susunod na seam.


Isang tala: kaagad pagkatapos matapos ang hinang, siyasatin ang mga tip ng panghinang. Kung may nalalabi na materyal, alisin ito sa isang malambot, walang lint, hindi kumupas na (puting) tela. Hindi mo maiiwan ang plastik sa panghinang na bakal - ang susunod na fragment ay mananatili, mahirap itong punitin. Hindi mo malilinis ang mga nozel gamit ang mga abrasive - mayroon silang isang Teflon coating, madali silang naka-gasgas. At kahit na ang mga mikroskopiko na gasgas ay hahantong sa katotohanan na ang fragment sa soldering iron (iron) ay mananatili.
Sa pamamagitan ng paraan, mas mahusay na magtrabaho sa mga guwantes na koton - magkakaroon ng mas kaunting pagkasunog.
Bago ilagay ang pagpapatakbo ng system, dapat itong suriin. Ginagawa ito sa pamamagitan ng crimping. Ano ito at kung paano ito gawin, basahin dito.
Layout ng mga polypropylene pipes
Ginagamit ang mga polypropylene pipes para sa pag-install ng isang suklay ng malamig o mainit na tubig, pag-init. Ang pagpili ng diameter ay indibidwal sa bawat kaso - depende ito sa dami ng likido na kailangang ibomba bawat yunit ng oras, ang kinakailangang bilis ng paggalaw nito (pormula sa larawan).
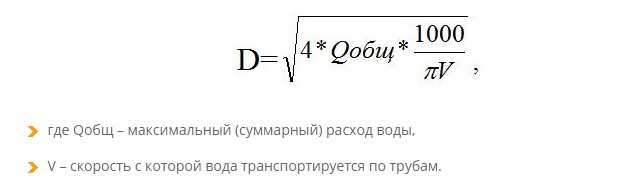
Ang formula para sa pagkalkula ng diameter ng polypropylene
Ang pagkalkula ng mga diameter ng tubo para sa mga sistema ng pag-init ay isang hiwalay na paksa (kinakailangan upang matukoy ang diameter pagkatapos ng bawat sangay), para sa mga tubo ng tubig mas madali ang lahat. Sa mga apartment at bahay, ang mga tubo na may diameter na 16 mm hanggang 30 mm ay ginagamit para sa mga layuning ito, at ang pinakatanyag ay 20 mm at 25 mm.
Nagbibilang kami ng mga kabit
Matapos matukoy ang diameter, ang kabuuang haba ng pipeline ay isinasaalang-alang, depende sa istraktura nito, ang mga kabit ay binili bilang karagdagan. Sa haba ng mga tubo, ang lahat ay medyo simple - sinusukat mo ang haba, magdagdag ng tungkol sa 20% sa error at posibleng mga depekto sa trabaho. Kinakailangan ang isang diagram ng piping upang matukoy kung aling mga kabit ang kinakailangan. Iguhit ito, na nagpapahiwatig ng lahat ng mga tapik at aparato kung saan mo nais kumonekta.

Isang halimbawa ng mga kable polypropylene pipes sa isang banyo
Upang kumonekta sa maraming mga aparato, kinakailangan ng paglipat sa metal. Mayroon ding mga tulad na mga kagamitan sa polypropylene. Mayroon silang isang tanso na thread sa isang gilid, at isang regular na paghihinang na naaangkop sa kabilang panig. Kaagad kailangan mong tingnan ang diameter ng nguso ng gripo ng nakakonektang aparato at ang uri ng thread na dapat ay naaangkop (panloob o panlabas). Upang hindi magkamali, mas mahusay na isulat ang lahat sa diagram - sa itaas ng sangay kung saan mai-install ang angkop na ito.
Dagdag dito, ayon sa pamamaraan, isinasaalang-alang ang bilang ng mga koneksyon na "T" at "L". Ang mga tee at sulok ay binibili para sa kanila. Mayroon ding mga krus, ngunit bihirang gamitin. Ang mga sulok, sa pamamagitan ng paraan, ay hindi lamang sa 90 °. Mayroong 45 °, 120 ° bawat isa. Huwag kalimutan ang tungkol sa mga pagkabit - ito ang mga kabit para sa pagsali sa dalawang seksyon ng tubo. Huwag kalimutan na ang mga polypropylene pipes ay hindi sa lahat nababanat at hindi yumuko, samakatuwid, ang bawat pagliko ay ginagawa gamit ang mga fittings.
Kapag bumibili ng mga materyales, sumang-ayon sa nagbebenta tungkol sa posibilidad na palitan o ibalik ang bahagi ng mga kabit. Karaniwan na hindi lumilitaw ang mga problema, dahil kahit na ang mga propesyonal ay hindi maaaring palaging matukoy ang eksaktong saklaw ng mga kinakailangang produkto. Bilang karagdagan, sa panahon ng proseso ng pag-install, kung minsan kinakailangan na baguhin ang istraktura ng pipeline, na nangangahulugang nagbabago ang hanay ng mga kabit.
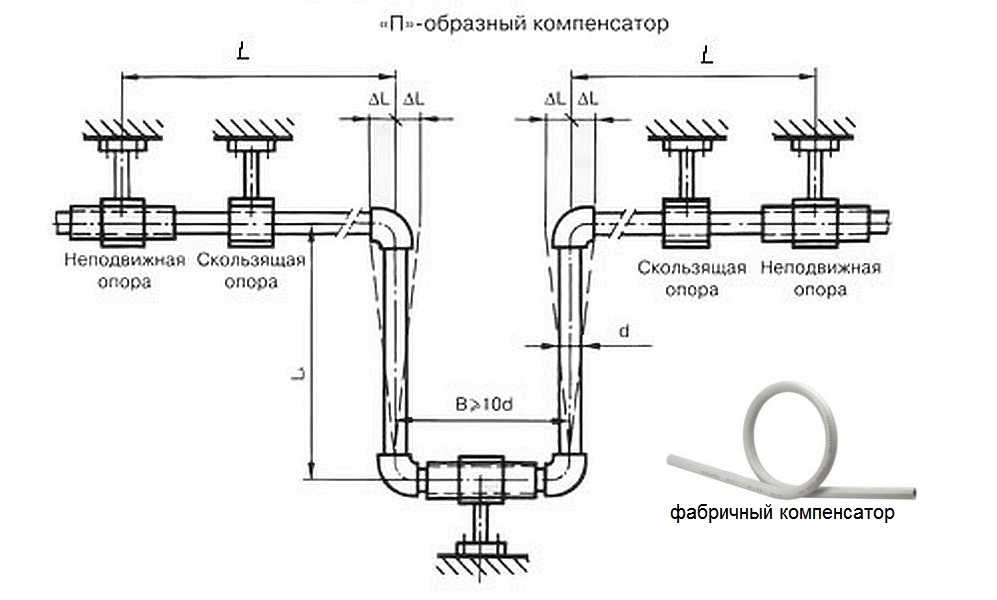
Compensator para sa mainit na supply ng tubig at pag-init na gawa sa mga polypropylene pipes
Ang Polypropylene ay may isang medyo makabuluhang koepisyent ng thermal expansion. Kung ang isang polypropylene mainit na supply ng tubig o pagpainit na sistema ay na-install, kinakailangan na gumawa ng isang magkasanib na pagsasama, kung saan ang extension o pagpapaikli ng pipeline ay mai-level. Maaari itong maging isang pinalawak na pinagsamang loop ng pagpapalawak na ginawa ng pabrika, o isang magkasanib na pagpapalawak na pinagsama ayon sa pamamaraan mula sa mga natapos at piraso ng mga tubo (nakalarawan sa itaas).
Mga pamamaraan ng pagtula
Mayroong dalawang paraan upang mag-install ng mga polypropylene pipes - bukas (kasama ang dingding) at sarado - sa mga uka sa dingding o sa isang screed. Sa dingding o sa uka, ang mga polypropylene pipes ay nakakabit sa mga may hawak ng clip-on. Single sila - para sa pagtula ng isang tubo, mayroong doble - kapag ang dalawang sangay ay tumatakbo sa kahanay. Ang mga ito ay nakakabit sa layo na 50-70 cm.Ang tubo ay simpleng ipinasok sa clip at gaganapin dahil sa nababanat na puwersa.

Pag-fasten ng mga polypropylene piping sa mga dingding
Kapag inilalagay sa isang screed, kung ito ay isang mainit na sahig, ang mga tubo ay nakakabit sa nagpapatibay na mata; walang kinakailangang karagdagang pangkabit. Kung ang piping sa radiator ay monolithic, ang mga tubo ay maaaring hindi mai-fasten. Ang mga ito ay matigas, ang kanilang posisyon ay hindi nagbabago kahit na puno ng isang coolant.

Ang pagpipilian ng mga nakatagong at panlabas na mga kable sa isang pipeline (sa likod ng banyo ang mga kable ay ginawang bukas - mas mababa ang trabaho)
Mga panghinang na panghinang
Ang proseso ng hinang na mga tubo ng polypropylene mismo, tulad ng nakita mo, ay hindi nag-iiwan ng maraming trabaho, ngunit maraming mga subtleties. Halimbawa, hindi malinaw kung paano, kapag sumali sa mga tubo, magkasya sa mga seksyon upang ang mga tubo ay eksaktong haba ang kinakailangan.
Ang isa pang punto ng hinang na mga tubo ng polypropylene ay ang paghihinang sa mga lugar na mahirap maabot. Hindi laging posible na maglagay ng isang tubo at isang angkop sa panghinang na bakal sa magkabilang panig. Halimbawa, naghihinang kami sa sulok. Ang soldering iron, kailangan mong idikit ito sa sulok, sa isang gilid ang nozel ay direktang nakasalalay sa dingding, hindi mo mahihila ang pagkakabit dito. Sa kasong ito, ang isang pangalawang hanay ng mga nozzles ng parehong lapad ay inilalagay at ang pag-angkop ay pinainit dito.
Paano maghinang ng mga polypropylene pipe sa isang lugar na mahirap maabot
Paano lumipat mula sa isang iron pipe patungong polypropylene.









