A rézcsövek forrasztása
A teljes vízvezeték- vagy rézfűtést manapság ritkán végzik, de mégis megteszik. Ha megszámolja, hogy hány évet szolgálhat ki a réz, az nemcsak olcsó, de nagyon olcsó is. Ennek ellenére maga az anyag nem a legolcsóbb, de spórolhat a telepítésen - a rézcsövek keményforrasztása nem a legnehezebb feladat a világon. Vannak bizonyos szabályok és szolgáltatások, amelyek ismeretében kiváló minőségű kapcsolatot lehet elérni.
A cikk tartalma
A rézcsövek típusai és felhasználásuk
Kétféle rézcső létezik a piacon: izzított és nem hőkezelt. Légzés után további hőkezelésnek vetik alá őket - 600-700 ° C-ra melegítik. Ez az eljárás helyreállítja az anyag rugalmasságát, amely elvész a formázás során. Ezért az izzított csövek drágábbak, ugyanakkor rugalmasabbak is - még a víz fagyását is kibírják. Ezen termékek hátrányai közé tartozik az alacsonyabb szilárdság - a hevítés miatt csökken.

Különböző rézcsövek vannak
A hézag nélküli rézcsövek tartósabbak, de gyakorlatilag nem hajlanak meg. A vízellátás vagy a fűtés elosztásakor darabokra vágják őket, és minden csapot a megfelelő szerelvények segítségével készítenek.
Különböző falvastagságú rézcsövek vannak, amelyeket 25 és 50 méteres öblökben égetve, 3 méteres szakaszon át nem hegesztve árulnak. Ha az anyag tisztaságáról beszélünk, akkor a GOST 859-2001 szerint a termékeknek legalább 99% rézt kell tartalmazniuk.
Csatlakozási módszerek
Leggyakrabban a rézcsöveket forrasztás és speciális alakú elemek - szerelvények - segítségével kötik össze. A nyomásvizsgálathoz is vannak szerelvények. Hornyaik vannak gumival ellátott O-gyűrűvel felszerelve. Speciális fogóval vannak krimpelve. De ezt a technológiát ritkán használják - a forrasztást megbízhatóbbnak tekintik.

Krimpelő szerelvények
Kétféle technológia létezik a rézcsövek forrasztásához különböző forrasztásokkal:
- Alacsony hőmérséklet - puha forrasztás. Ez csak a mi esetünk. Ezt a típusú csatlakozást legfeljebb 110 ° C üzemi közeg hőmérsékletű vízvezetékek és fűtési rendszerek fektetéséhez használják. Az alacsony hőmérséklet relatív kifejezés. A keményforrasztási területen az anyagokat 250-300 ° C-ra melegítik.
- Magas hőmérsékletű keményforrasztás. Ezt a típusú csatlakozást olyan hálózatokban használják, ahol a szállított közeg magas nyomású és hőmérsékletű. A háztartási hálózatokban - ritkán (bár senki sem tiltja), gyakrabban az ipari hálózatokban.
Milyen típusú keményforrasztott rézcsöveket használ, az Ön választása. Mindkét típus alkalmas vízvezeték-szerelésre és fűtésre is. De a magas hőmérsékletű professzionális fáklyát igényel, míg a puha forrasztást akár fúvókával vagy olcsó kézi fáklyával is elolvashatja, kis eldobható gázpalackkal. A kis átmérőjű rézcsövek csatlakoztatásához nincs szükség többre.
A réz forrasztási szerelvények típusai
Általában több mint két tucat különböző alakú elem van a rézcsövekhez - szerelvényekhez, de leggyakrabban három típust használnak:
- tengelykapcsolók - két cső összekapcsolására;
- sarkok - forduláshoz;
- pólók - ágak létrehozása a csővezetékben.

Csatlakozók rézcsövek keményforrasztásához

A felhasznált szerelvények száma minimalizálható - a réz hajlítható, ami csökkenti a szükséges sarkok számát. Továbbá, ha akarja, tengelykapcsolók nélkül is megteheti: a csövek egyik vége kibővíthető (bővítő segítségével) úgy, hogy a cső belemegy, és van egy rés a forrasztáshoz (kb. 0,2 mm). Hosszabbítás létrehozásakor a csöveknek át kell esniük legalább 5 mm-rel, de jobb - még inkább.
Amit nehéz megtenni, az pólók nélkül. Van felszerelés a kanyarban történő csapoláshoz - ferde, de a szakemberhez tartozik és sokba kerül. Tehát ebben az esetben olcsóbb és könnyebb a pólókkal boldogulni.

Vannak szerelvények forrasztott rézcsövek forrasztásához
Kétféle szerelvény létezik - hagyományos, aljzatokkal, amelyek biztosítják a forrasztáshoz szükséges távolságot. A forrasztót manuálisan adagoljuk a hegesztési zónába. Vannak beágyazott forrasztású szerelvények. Ezután egy horony képződik a foglalaton, amelybe a gyártás során egy darab forrasztót helyeznek, ami megkönnyíti a forrasztási folyamatot - csak fel kell melegíteni a hegesztési zónát, de a szerelvények költségeinek növekedéséhez vezet.
Fogyóeszközök és eszközök
A csövek és szerelvények mellett szüksége lesz egy fáklyára, forrasztásra és fluxusra is a forrasztáshoz. És még egy csőhajlító és néhány kapcsolódó apróság a feldolgozás előtt a munka megkezdése előtt.

Kefe a szerelvények belülről történő tisztításához
Forrasztás és fluxus
Bármilyen típusú rézcsövek forrasztása fluxus és forrasztás segítségével történik. A forrasztás általában ón alapú ötvözet, amelynek bizonyos olvadáspontja van, de mindig alacsonyabb, mint a rézé. Betáplálják a forrasztási zónába, folyékony állapotba melegszik és az ízületbe áramlik. Lehűlés után szoros és erős kapcsolatot biztosít.
A rézcsövek amatőr forrasztásához saját kezűleg ón alapú forrasztók, ezüst, bizmut, antimon, réz hozzáadásával. Az ezüst hozzáadásával készült kompozíciókat tartják a legjobbnak, de ezek a legdrágábbak, az optimálisak réz adalékkal. Vannak ólom-adalékok is, de ezeket nem szabad vízvezetékhez használni. Mindezen típusú forrasztás jó hegesztési minőséget és könnyű forrasztást biztosít.

A fluxus és a forrasztás szükséges fogyóeszközök
A puha forrasztást kis orsókban, a kemény forrasztást kötegekben, darabokra vágva értékesítik.
A forrasztás megkezdése előtt az ízületet fluxussal kezelik. A fluxus olyan folyékony vagy pépes anyag, amely lehetővé teszi az olvadt forrasztás áramlását az ízületbe. Itt nincs mit választani: bármilyen rézáramlás megfelelő lesz. A fluxus alkalmazásához egy kis ecsetre is szükség van. Jobb - természetes sörtékkel.
Égő
Puha forrasztási alkalmazásokhoz vásárolhat egy kis kézi zseblámpát, eldobható gázpalackkal. Ezek a hengerek a fogantyúhoz vannak rögzítve és térfogata 200 ml. Csekély mérete ellenére a láng hőmérséklete 1100 ° C és magasabb, ami több mint elegendő a puha forrasztás megolvadásához.
Amire figyelnie kell, az a piezo gyújtás. Ez a funkció nem felesleges - könnyebb lesz vele dolgozni. A kézi gázégő fogantyúján van egy szelep. Szabályozza a láng hosszát (gáz áramlási sebességét). Ugyanaz a szelep kikapcsolja a gázt, ha az égőt ki kell oltani. A biztonságot egy visszacsapó szelep biztosítja, amely láng hiányában elzárja a gázellátást.

Kézi fáklya rézcsövek keményforrasztásához
Néhány modell lángterelővel rendelkezik. Megakadályozza a láng szétszóródását, ami magasabb hőmérsékletet eredményez a forrasztási zónában. Ennek köszönhetően a reflektoros égő lehetővé teszi, hogy a legkényelmetlenebb helyeken dolgozzon.
Ha háztartási és félprofi modellekben dolgozik, óvatosnak kell lennie - ne melegítse túl az egységet, hogy a műanyag ne olvadjon meg. Ezért nem érdemes egyszerre sok adagot végrehajtani - jobb, ha ilyenkor hagyjuk lehűlni a berendezést, és előkészítjük a következő csatlakozást.
Kapcsolódó anyagok
A rézcsövek vágásához csővágóra vagy fém pengével ellátott fémfűrészre van szükség. A vágásnak szigorúan függőlegesnek kell lennie a csővágó biztosításához. A fémfűrésszel történő sima vágás garantálásához használhat szokásos asztalos gérvágó dobozt is.

Csővágó
A csövek előkészítésekor meg kell tisztítani őket. Ehhez vannak speciális fémkefék és kefék (a belső felület tisztításához), de közepes és finom szemcsés csiszolópapírral is meg lehet boldogulni.
Ahhoz, hogy eltávolítsuk a sorját a vágásokból, vannak ferdék.Az általuk kidolgozott cső jobban illeszkedik a szerelvénybe - foglalata csak egy milliméter töredéke nagyobb, mint a külső átmérő. A legkisebb eltérés tehát nehézségekhez vezet. De elvileg mindent ki lehet küszöbölni csiszolópapírral. Csak több időbe telik.
Célszerű védőszemüveg és kesztyű használata is. A legtöbb barkácsoló figyelmen kívül hagyja ezeket a biztonsági intézkedéseket, de az égési sérülések nagyon frusztrálóak. Ezek mind a rézcsövek forrasztásához szükséges anyagok és eszközök.
Lépésről lépésre réz forrasztási technológia
A rézcsövek forrasztása a hézag előkészítésével kezdődik. A kapcsolat megbízhatósága az elkészítés minőségétől függ, ezért fordítson elegendő időt és erőfeszítést erre a folyamatra.
A rézcsövek forrasztása több szakaszból áll
A kapcsolat előkészítése
Mint már említettük, a cső vágásának szigorúan függőlegesnek kell lennie, sorja nélkül, a csőnek nem szabad elakadnia, az élének egyenletesnek és simanak kell lennie. Ha még kicsi eltérések is vannak, vegyünk egy ferde vagy csiszolópapírt, és a vágást az ideálisra hozzuk.

El kell távolítani az oxidált réteget
Ezután vesszük a szerelvényt, helyezzük bele a csövet. az aljzatba kerülő alkatrészt meg kell tisztítani. Kivesszük a csövet, és a csiszolópapír segítségével eltávolítjuk a felső oxidált réteget a cső ezen részéről. Ezután ugyanazt a műveletet hajtjuk végre a harang belső felületével.
Flux alkalmazás
A fluxust a teljes megtisztított felületre alkalmazzuk - a csövön kívül és a szerelvény belsejében. Nincsenek nehézségek - a kompozíció egyenletesen oszlik el ecsettel.

Flux alkalmazás
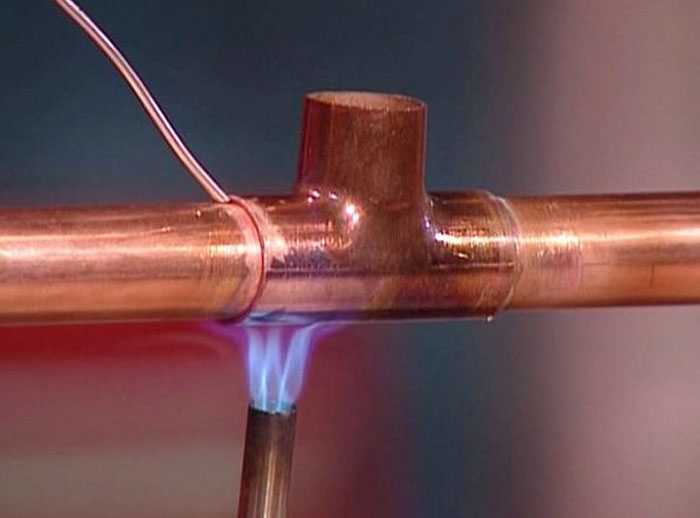
Forrasztás
A feldolgozott csővezeték-töredékeket egymásba illesztik és rögzítik. Ha van asszisztens, mozdulatlanul tudja tartani az alkatrészeket. Ha nem, akkor meg kell fogalmaznia magát. Ezután az égőt meggyújtják, a lángot a csomópontra irányítják. A láng hőmérséklete ezer fok felett van, és a csomópontot 250-300 ° C-ra kell melegíteni, és ez 15-25 másodpercet vesz igénybe. Ugyanakkor összpontosíthat a fluxus színére - amint besötétedik, itt az ideje, hogy beadja a forrasztót.
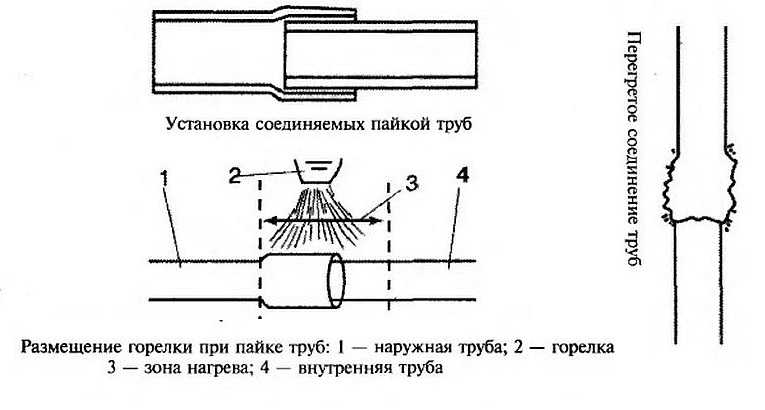
Az égő helyes helyzete, amikor saját kezűleg forrasztja a rézcsöveket
Az egyenletes melegítés érdekében az égő lángját irányítsa az illesztés közepére. Ezután a teljes hegesztési zóna egyenletesebben melegszik.

Rézcsövek forrasztása puha forrasztással
A forrasztót befecskendezik az illesztésbe - ahol a szerelvény és a cső egyesül. Amint felmelegszik, olvadni kezd, terjed és kitölti az elemek közötti rést. Csak a hosszának felénél alkalmazható - amikor megolvad, a kapcsolat többi részébe áramlik. Valójában ennyi - a rézcsövek keményforrasztása véget ért. Az összes többi kapcsolat ugyanezt teszi.
A kemény forrasztás alkalmazásakor minden szinte ugyanaz, csak más égési sérüléseket alkalmaznak - gázlángokat, és a forrasztási folyamat során meg kell fordítani a csövet, a lágyított forrasztást a csőre tekerve.
-
 Moduláris házak blokktartályokból: típusok, gyártási jellemzők és elrendezési lehetőségek
Moduláris házak blokktartályokból: típusok, gyártási jellemzők és elrendezési lehetőségek
-
 Házak szállítótartályokból: kivitelezési lehetőségek, elrendezés
Házak szállítótartályokból: kivitelezési lehetőségek, elrendezés
-
 A fagerendák fajtái a padlóhoz, hosszszámítás, beépítés
A fagerendák fajtái a padlóhoz, hosszszámítás, beépítés
-
 Mobilházak egész évben használható
Mobilházak egész évben használható
-
 Polimer / kompozit fedélzet (WPC fedélzet): típusok, méretek, felszerelés
Polimer / kompozit fedélzet (WPC fedélzet): típusok, méretek, felszerelés





Az egyetlen hely, ahol minden tiszta, tiszta, érthető, a lényeg minden víz nélkül. Köszönöm!!!