Hogyan főzzünk vékony fémet
A vékony fém hegesztése még tapasztalt hegesztők számára is kihívást jelent. A hegesztő kezdőknek általában nehéz dolguk van. A szabályok itt egyáltalán nem ugyanazok, mint a vastag termékek hegesztésekor: sok tulajdonság és nehézség van, ami megnehezíti a módok és az elektródák kiválasztását. Ezt könnyebb hegeszteni a félautomata készülékekkel, de ezek a mindennapi életben meglehetősen ritkák, az inverterek sokkal gyakoribbak. Itt a vékony fém inverterrel történő hegesztéséről fogunk beszélni.
A kis vastagságú fém hegesztésekor az első nehézség az, hogy nem nagyon lehet hevíteni: kiég, lyukak keletkeznek. Ezért a "minél gyorsabban, annál jobb" elv szerint működnek, és egyáltalán nem beszélünk az elektródák mozgási pályáiról. A vékony fémlemezt az elektróda egy irányba történő áthaladásával hegesztik - a varrat mentén mindenféle eltérés nélkül.

Vékony fémek hegesztésekor a lapok túlmelegednek és meghajlanak
A második nehézség az, hogy alacsony áram mellett kell dolgozni, és ez oda vezet, hogy az ívet rövidre kell tenni. Enyhe elválasztással csak kialszik. Problémák lehetnek az ív gyújtásával is, ezért használjon olyan eszközöket, amelyek jó áramfeszültség-jellemzővel (nyitott áramfeszültség 70 V felett) és a hegesztőáram sima beállításával 10 A-tól indul.
További kellemetlenség: erős fűtés esetén a vékony lapok geometriája megváltozik: hullámokban meghajlanak. Nagyon nehéz megszabadulni ettől a hiányosságtól. Az egyetlen lehetőség az, hogy megpróbálja nem túlmelegedni vagy eltávolítani a hőt (a hőelvezető párnákkal kapcsolatos módszerről alább olvashat).
A vékony fémlemezek fenékhegesztésekor széleiket gondosan feldolgozzák és megtisztítják. A szennyeződés és a rozsda jelenléte még problematikusabbá teszi a hegesztést. Ezért gondosan igazítson be és tisztítson meg mindent. Nagyon közel helyezik a lepedőket egymáshoz - rés nélkül. A részleteket bilincsekkel, bilincsekkel és egyéb eszközökkel rögzítik. Ezután az alkatrészeket 7-10 cm-enként rövid varratokkal rögzítik. Megakadályozzák az alkatrészek elmozdulását és kevésbé hajlanak meg.

Ha jól megtisztítja az éleit, jó varratot kaphat.
Hogyan készítsünk vékony fémet inverterrel
Az egyenáramú hegesztőgépek azért jók, mert fordított polaritással tudunk hegeszteni. Ehhez csatlakoztassa a kábelt az elektródatartóval a "+" - hoz, és akassza a "-" - t az alkatrészhez. Ezzel a csatlakozással az elektróda jobban felmelegszik, és a fém minimálisan melegszik.
Ról ről, hogyan válasszon hegesztő invertert otthonhoz vagy nyaralóhoz, olvassa el itt.
A főzést a legvékonyabb elektródákkal kell elvégezni: 1,5 mm-től 2 mm-ig. Ebben az esetben magas olvadási együtthatóval kell választania: akkor még alacsony áram esetén is jó minőségű lesz a varrat. Az áram kicsi. 1,5 mm-es elektródák esetén körülbelül 30-45 amper, "két" esetén 40-60 amper. A valóságban néha alacsonyabban fogalmaznak: fontos, hogy tudj dolgozni.
| Fémvastagság, mm | 0,5 mm | 1,0 mm | 1,5 mm | 2,0 mm | 2,5 mm |
|---|---|---|---|---|---|
| Elektróda átmérő, mm | 1,0 mm | 1,6 mm - 2 mm | 2 mm | 2,0 mm - 2,5 mm | 3 mm |
| Áramerősség, A | 10-20 amper | 30-35 amper | 35-45 mm | 50-65 mm | 65-100 mm |
A fém kevésbé melegítéséhez az alkatrészeket függőleges vagy legalább ferde irányban helyezzük el. Ezután főzze felülről lefelé, az elektróda hegyét szigorúan ebbe az irányba mozgatva (ne térjen le és ne térjen vissza). A dőlésszög előre néző szög, míg értéke 30-40 °. Tehát a fém hevítése minimális lesz, és ez a vékony fémek hegesztésének egyik legfontosabb feladata.
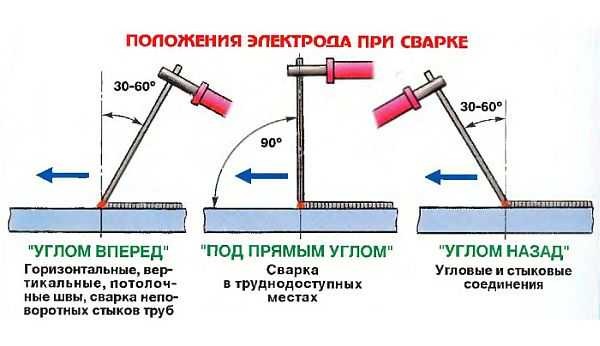
A hegesztőelektródák helyzete és felhasználása
Általános javaslat a vékony fémek hegesztésére szolgáló elektródák kiválasztásához: vásároljon kiváló minőségű importált elektródákat ilyen munkához. Sokszor kevesebb probléma lesz.
Gyártás fémvázra fészer, olvassa el itt.
Technikák és módszerek a vékony fémlemezek hegesztéséhez
Néha a vékony lapokat szögben kell hegeszteni.Ebben az esetben kényelmesebb a karimázási módszert alkalmazni: a lap éleit a kívánt szögbe hajlítják, 5-10 cm-enként rövid keresztirányú varratokkal rögzítik. Ezt követően a fent említettek szerint hegesztik őket: fentről lefelé folyamatos varrással.
A videó bemutatja, hogyan lehet hegesztő inverterrel hegeszteni a vékony fémlemezt egy elektródával. A peremezési módszert alkalmazzák: az alkatrészek széleit visszahajtják, majd rövid varratokkal több helyen megragadják. Ezt követi a hegesztés 2 mm vastag vékony elektródával.
Az elválasztás nélküli hegesztésnél nem mindig lehet elkerülni az átégést. Ezután megpróbálhatja néhány pillanatra megtörni az ívet, majd ismét leereszteni az elektródát ugyanazon a helyen, és még néhány milliméterrel előre mozdítani. Tehát, húzza és visszaadja az ívet, és főzzön. Ezzel a módszerrel kiderül, hogy a fémnek ideje van kihűlni az ív elválasztása során. A videóban láthatja, hogyan változik a hegesztési pont színe az elektróda eltávolítása után. A lényeg az, hogy ne hagyjuk túl hűlni a fémet.
A videó első részében bemutatjuk a vékony fém felhúzható hegesztését. Összekapcsolási módszer - átfedés (az egyik rész átfedi a másikat 1-3 cm-rel), rutil bevonattal ellátott elektródát használnak (szerkezeti és alacsony ötvözetű acélokhoz). Ezután a rozsdamentes acél hegesztését egy rozsdamentes elektróddal látják el a fő bevonattal, és végül a vasfém csatlakozást ugyanazzal a rozsdamentes acél elektródával hegesztik. A varrás egyébként jobb minőségűnek bizonyult, mint az ajánlott elektródák használata esetén.
Olvassa el az inverteres géppel történő hegesztéshez használt elektródák választását itt.
Ha vékony fém hegesztésekor nincs szükség folyamatos hegesztésre, akkor ponthegesztést alkalmaznak. Ezzel a kis méretű hegesztési módszerrel a csapok rövid távolságra vannak egymástól. Ezt megszakított varratnak nevezzük.

Így néz ki egy megszakított varrat a vékony fémen
Általánosságban a vékony vas hegesztése nehézkes. Az átfedés könnyebb: az alkatrészek nem melegednek túl annyira, és kevesebb az esély, hogy minden "vezetni fog".
A hegesztések és az illesztések típusairól itt olvashat.
A vékony fém elektromos hegesztésétől végig-végig 2,5-3,5 mm átmérőjű vékony huzalt fektethet a lapok közé (a sérült elektródákon megverheti a bevonatot és felhasználhatja őket). Úgy van elhelyezve, hogy elölről egy síkban legyen a fémfelülettel, rossz oldalról pedig az átmérő majdnem felét kitolja. Hegesztéskor az ívet ezen a vezetéken vezetik. Ez viszi a fő hőterhelést, és a hegesztett fémlemezeket perifériás áramok melegítik. Ugyanakkor nem hevülnek túl, nem üvegeznek, a varrás sima, túlmelegedés jelei nélkül. A vezeték eltávolítása után nehéz észrevenni a nyomát.

Így néz ki egy varrat, ha vékony fém fenékhegesztést hegesztenek alul lefektetett hővezető huzallal
Egy másik módszer az, hogy rézlemezeket helyezünk az illesztés alá. A réz hővezető képessége nagyon magas - 7-8-szor nagyobb, mint az acélé. A hegesztés helye alá helyezve eltávolítja a hő jelentős részét, megakadályozva a fém túlmelegedését. A vékony fémek hegesztésének ezt a módszerét „hőelnyelésnek” nevezik.
A fém pavilon hegesztéséről itt olvashat. Lehet, hogy érdekli, hogyan kell csinálni gázpalackból keményebb vagy fém? A dolog szükséges és alkalmas a hegesztés elsajátításához.
Horganyzott hegesztés
Horganyzott acél - ugyanaz a vékony lemez, csak cinkréteggel borítva. Ha hegeszteni kell, akkor az acél tisztításához teljesen le kell távolítania ezt a bevonatot az élekről. Számos módja van. Az első a mechanikus eltávolítás: csiszoló kerékkel vagy darálón, csiszolópapírral és fémkefével. Van egy másik módszer - hegesztéssel kiégni. Ebben az esetben az elektróda kétszer halad át a varrat mentén. Ugyanakkor a cink elpárolog (900 ° C-on elpárolog), gőzei nagyon mérgezőek. Tehát ezt a munkát el lehet végezni akár az utcán, akár ha van elszívó a munkahelyen.Minden passz után le kell ütni a fluxust.

Jobb hegeszteni a szabadban galvanizált cinket: a cink elpárologtatása nagyon káros
A cink teljes eltávolítása után megkezdődik a tényleges hegesztés. Horganyzott csövek hegesztésekor két, különféle elektródákkal rendelkező menetre lesz szükség a jó varrat eléréséhez. Az első varrat rutillal bevont elektródákkal van hegesztve, például MP-3, ANO-4, OZS-4. Ebben az esetben a rezgéseknek nagyon kis amplitúdójuk van. Tegye szélesebbé a felső varratot. Körülbelül három elektródaátmérővel egyenlő. Itt fontos, hogy ne rohanjon és jól forraljon. Ezt a részt az alapbevonatú elektródák használják (például UONI-13/55, UONI-13/45, DSK-50).
Az inverteres hegesztés elektródáinak megválasztásáról itt olvashat bővebben.









