Kaip lituoti varinius vamzdžius
Visiškai vandentiekio ar vario šildymas šiandien daromas retai, tačiau jie vis tiek tai daro. Jei suskaičiuosite, kiek metų varis gali tarnauti, paaiškėja, kad tai ne tik nebrangu, bet ir labai pigu. Nepaisant to, pati medžiaga nėra pigiausia, tačiau jūs galite sutaupyti sumontavę - varinių vamzdžių litavimas nėra pati sunkiausia užduotis pasaulyje. Yra tam tikros taisyklės ir ypatybės, žinodamos, ką galite pasiekti aukštos kokybės ryšį.
Straipsnio turinys
Varinių vamzdžių tipai ir jų panaudojimas
Rinkoje yra dviejų tipų variniai vamzdžiai: atkaitinti ir neuždegti. Atkaitinus, jie papildomai termiškai apdorojami - jie pašildomi iki 600–700 ° C. Ši procedūra grąžina medžiagos elastingumą, kuris prarandamas formuojant. Todėl atkaitinti vamzdžiai yra brangesni, bet ir lankstesni - jie gali net ištverti vandens užšalimą. Šių produktų trūkumai yra mažesnis stiprumas - jis sumažėja dėl šildymo.

Varinių vamzdžių yra įvairių
Neapdoroti variniai vamzdžiai yra patvaresni, tačiau praktiškai nelinksta. Skirstant vandens tiekimą ar šildymą, jie supjaustomi į gabalus, o visi čiaupai atliekami naudojant atitinkamas jungiamąsias detales.
Yra varinių vamzdžių, kurių sienelių storis yra skirtingas; jie parduodami atkaitinti 25 ir 50 metrų įlankose, neuždegti 3 metrų ilgio atkarpose. Jei mes kalbėsime apie medžiagos grynumą, tada pagal GOST 859-2001 gaminiuose turi būti ne mažiau kaip 99% vario.
Prisijungimo būdai
Dažniausiai variniai vamzdžiai sujungiami naudojant litavimą ir specialios formos elementų rinkinį - jungiamąsias detales. Taip pat yra slėgio bandymų jungiamųjų detalių. Jie turi griovelius su guminiu žiediniu žiedu. Jie užspaudžiami specialiomis replėmis. Bet ši technologija naudojama retai - litavimas laikomas patikimesniu.

Presavimo detalės
Vario vamzdžių litavimui naudojant skirtingus lydmetalius yra dvi technologijos:
- Žemos temperatūros - minkštas lydmetalis. Tai tik mūsų atvejis. Šio tipo jungtys naudojamos klojant vandens vamzdžius ir šildymo sistemas, kurių darbinės terpės temperatūra yra iki 110 ° C. Žema temperatūra yra santykinis terminas. Litavimo srityje medžiagos pašildomos iki 250-300 ° C.
- Litavimas aukštoje temperatūroje. Šio tipo jungtis naudojama tinkluose, kuriuose yra aukštas transportuojamos terpės slėgis ir temperatūra. Buitiniuose tinkluose - retai (nors niekas nedraudžia), dažniau pramoniniuose.
Kokio tipo litavimo varinius vamzdžius naudoti, yra jūsų pasirinkimas. Abi rūšys tinka tiek vandentiekiui, tiek šildymui. Tačiau aukštai temperatūrai reikalingas profesionalus degiklis, o minkštą lydmetalį galima ištirpinti net naudojant degiklį arba nebrangų rankinį degiklį su mažu vienkartiniu dujų balionu. Mažo skersmens varinių vamzdžių prijungimui daugiau nereikia.
Vario litavimo detalių tipai
Apskritai variniams vamzdžiams yra daugiau nei dvi dešimtys skirtingų formų elementų - jungiamųjų detalių, tačiau dažniausiai naudojami trys tipai:
- movos - dviem vamzdžiams sujungti;
- kampai - sukimui;
- tees - sukurti filialus vamzdyne.

Varinių vamzdžių litavimo jungtys

Naudojamų jungiamųjų detalių skaičių galima sumažinti iki minimumo - varis gali būti sulenktas, o tai sumažina reikalingų kampų skaičių. Be to, jei norite, galite apsieiti ir be movų: vieną vamzdžių galą galima išplėsti (naudojant plėstuvą), kad vamzdis eitų į jį ir liktų tarpas litavimui (apie 0,2 mm). Kuriant pratęsimą, vamzdžiai turėtų sutapti bent 5 mm, bet geriau - daugiau.
Tai, be ko sunku padaryti, yra be trišakių. Yra įranga, leidžianti paliesti vingį - beveleris, tačiau ji priklauso profesionalui ir kainuoja daug. Taigi šiuo atveju pigiau ir lengviau apsieiti su trišakiais.

Yra varinių vamzdžių litavimo litavimo lydmetaliu detalių
Yra dviejų tipų jungiamosios detalės - įprastos, su lizdais, užtikrinančiais reikiamą atstumą litavimui tekėti. Lydmetalis į suvirinimo zoną tiekiamas rankiniu būdu. Yra jungiamųjų detalių su įdėtu lydmetaliu. Tada ant lizdo susidaro griovelis, į kurį, gaminant, yra sumontuotas lydmetalio gabalas, kuris palengvina litavimo procesą - jums tiesiog reikia šildyti suvirinimo zoną, tačiau tai padidina jungiamųjų detalių kainą.
Eksploatacinės medžiagos ir įrankiai
Be vamzdžių ir jungiamųjų detalių, jums taip pat reikės degiklio, lydmetalio ir srauto pačiam litavimui. Taip pat vamzdžių lankstytuvas ir keletas susijusių smulkmenų, skirtų apdoroti prieš pradedant darbą.

Šepetys, skirtas valyti jungiamąsias detales iš vidaus
Lydmetalis ir srautas
Bet kokio tipo varinių vamzdžių litavimas atliekamas naudojant srautą ir lydmetalį. Lydmetalis yra lydinys, paprastai pagamintas iš alavo, turintis tam tikrą lydymosi temperatūrą, tačiau visada žemesnis nei vario. Jis tiekiamas į litavimo zoną, įkaista iki skystos būsenos ir teka į jungtį. Po aušinimo jis užtikrina tvirtą ir tvirtą ryšį.
Mėgėjiškam vario vamzdžių litavimui savo rankomis tinka aliuminio pagrindu pagaminti lydmetaliai, pridedant sidabro, bismuto, stibio, vario. Kompozicijos, kuriose pridėta sidabro, laikomos geriausiomis, tačiau jos yra brangiausios, o optimaliausios - su vario priedu. Taip pat yra švino priedų, tačiau jų nereikėtų naudoti santechnikai. Visi šie litavimo tipai užtikrina gerą suvirinimo kokybę ir lengvą litavimą.

Srautas ir litavimas yra reikalingos eksploatacinės medžiagos
Minkštas lydmetalis parduodamas mažose ritėse, kietasis litavimas - ryšuliuose, supjaustytas gabalais.
Prieš pradedant litavimą, jungtis apdorojama srautu. Srautas yra skystas arba pastos pavidalo agentas, leidžiantis išlydytam lydmetaliui tekėti į jungtį. Čia nėra iš ko rinktis: tiks bet koks vario srautas. Be to, norint pritaikyti srautą, jums reikia mažo šepetėlio. Geriau - natūraliais šereliais.
Degiklis
Jei norite naudoti minkštą lydmetalį, galite nusipirkti nedidelį rankinį degiklį su vienkartine dujų skardine. Šie cilindrai pritvirtinti prie rankenos ir jų tūris yra 200 ml. Nepaisant mažo dydžio, liepsnos temperatūra yra nuo 1100 ° C ir aukštesnė, o tai yra daugiau nei pakankamai, kad ištirptų minkštas lydmetalis.
Į ką turėtumėte atkreipti dėmesį, yra pjezo uždegimas. Ši funkcija nėra nereikalinga - su ja bus lengviau dirbti. Ant rankinio dujų degiklio rankenos yra vožtuvas. Jis reguliuoja liepsnos ilgį (dujų srauto greitį). Tas pats vožtuvas išjungia dujas, jei reikia užgesinti degiklį. Saugumą užtikrina atbulinis vožtuvas, kuris, nesant liepsnos, uždarys dujų tiekimą.

Rankinis degiklis variniams vamzdžiams lituoti
Kai kuriuose modeliuose yra liepsnos deflektorius. Tai neleidžia liepsnai išsisklaidyti, todėl litavimo zonoje susidaro aukštesnė temperatūra. Dėl to degiklis su atšvaitu leidžia dirbti pačiose nepatogiausiose vietose.
Dirbdami buitiniuose ir pusiau profesionaliuose modeliuose, turite būti atsargūs - neperkaitinkite įrenginio, kad netirptų plastikas. Todėl neverta atlikti daug davinių vienu metu - geriau leisti įrangai atvėsti ir šiuo metu paruošti kitą jungtį.
Susijusios medžiagos
Norėdami pjauti varinius vamzdžius, jums reikia vamzdžių pjovimo arba metalinio pjūklo su metaline ašmenimis. Pjūvis turi būti griežtai vertikalus, kad būtų užtikrintas vamzdžio pjoviklis. Norėdami garantuoti sklandų pjovimą pjūklu, galite naudoti įprastą dailidžių mitra dėžę.

Vamzdžių pjaustytuvas
Ruošiant vamzdžius, jie turi būti išvalyti. Tam yra specialūs metaliniai šepetėliai ir šepetėliai (skirti vidiniam paviršiui valyti), tačiau galite apsieiti švitriniu popieriumi su vidutinio ir smulkaus grūdelio kiekiu.
Yra pjovimo įrankiai, skirti pašalinti pjūvius nuo pjūvių.Jų sukurtas vamzdis geriau telpa į jungiamąją detalę - jo lizdas yra tik milimetro dalis didesnė už išorinį skersmenį. Taigi menkiausias nukrypimas sukelia sunkumų. Bet iš esmės viską galima pašalinti švitriniu popieriumi. Tai užtruks tik daugiau laiko.
Taip pat patartina turėti apsauginius akinius ir pirštines. Daugelis „pasidaryk pats“ savininkų nepaiso šių saugos priemonių, tačiau nudegimai labai vargina. Tai visos medžiagos ir įrankiai, reikalingi variniams vamzdžiams lituoti.
Žingsnis po žingsnio vario litavimo technologija
Vario vamzdžių litavimas prasideda nuo jungties paruošimo. Ryšio patikimumas priklauso nuo paruošimo kokybės, todėl skirkite pakankamai laiko ir pastangų šiam procesui.
Vario vamzdžių litavimas susideda iš kelių etapų
Pasirengimas ryšiui
Kaip jau minėta, vamzdžio pjūvis turi būti griežtai vertikalus, be griovelių, vamzdis neturėtų būti įstrigęs, kraštas turėtų būti lygus ir lygus. Jei yra net nedideli nukrypimai, mes paimame briauną arba švitrinį popierių ir supjaustome idealiai.

Būtina pašalinti oksiduotą sluoksnį
Toliau paimame jungiamąją detalę, į ją įkišame vamzdį. dalį, kuri patenka į lizdą, reikia išvalyti. Mes ištraukiame vamzdį ir švitriniu popieriumi pašaliname viršutinį oksiduotą sluoksnį iš šios vamzdžio dalies. Tada mes atliekame tą pačią operaciją su vidiniu varpo paviršiumi.
„Flux“ programa
Fliusas taikomas visam išvalytam paviršiui - vamzdžio išorėje ir armatūros viduje. Sunkumų nėra - kompozicija tolygiai pasiskirsto teptuku.

„Flux“ programa
Litavimas
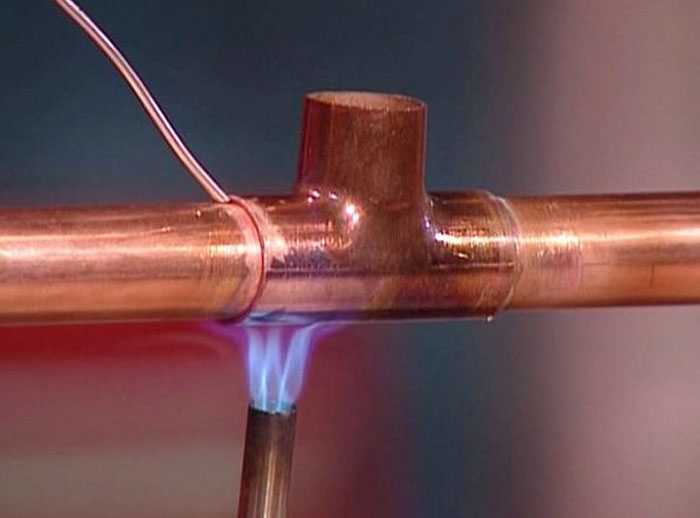
Apdoroti vamzdyno fragmentai įterpiami vienas į kitą ir fiksuojami. Jei yra padėjėjas, jis gali laikyti dalis nejudėdamas. Jei ne, turėsite apsigalvoti patys. Tada degiklis uždegamas, liepsna nukreipiama į sankryžą. Liepsnos temperatūra yra nuo tūkstančio laipsnių ir aukštesnė, o sankryžą būtina pašildyti iki 250–300 ° C, o tai trunka 15–25 sekundes. Tuo pačiu metu galite sutelkti dėmesį į srauto spalvą - kai tik ji patamsėja, laikas suleisti lydmetalį.
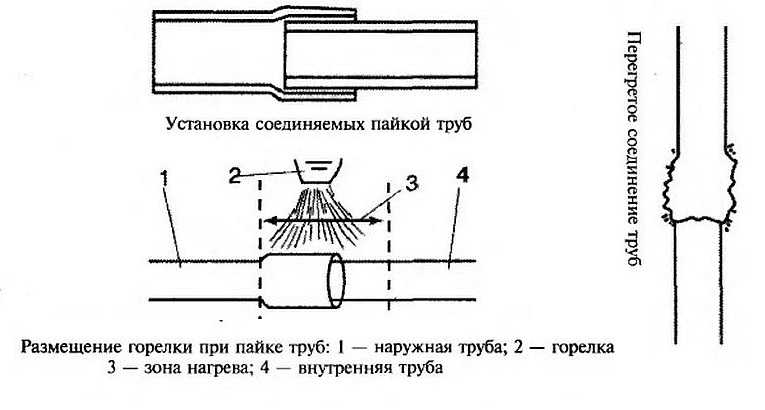
Teisinga degiklio vieta lituojant varinius vamzdžius savo rankomis
Norėdami užtikrinti tolygų šildymą, nukreipkite degiklio liepsną į jungties vidurį. Tada visa suvirinimo zona šildoma tolygiau.

Vario vamzdžių litavimas su minkštu lydmetaliu
Litavimas įpurškiamas į jungtį - ten, kur jungiasi jungiamoji detalė ir vamzdis. Kaitindamas jis pradeda tirpti, plinta ir užpildo tarpą tarp elementų. Jį galima naudoti tik pusę ilgio - ištirpęs jis pateks į likusią jungtį. Tiesą sakant, viskas - varinių vamzdžių litavimas baigėsi. Visi kiti ryšiai daro tą patį.
Naudojant kietąjį lydmetalį, viskas yra beveik vienoda, naudojami tik kiti nudegimai - dujinės liepsnos, o litavimo proceso metu būtina pasukti vamzdį, suvyniojant minkštą lydmetalį ant vamzdžio.
-
 Moduliniai namai iš blokinių konteinerių: tipai, gamybos ypatybės ir išdėstymo variantai
Moduliniai namai iš blokinių konteinerių: tipai, gamybos ypatybės ir išdėstymo variantai
-
 Namai iš gabenimo konteinerių: konstrukcijos variantai, išplanavimas
Namai iš gabenimo konteinerių: konstrukcijos variantai, išplanavimas
-
 Medinių sijų grindims tipai, ilgio skaičiavimas, montavimas
Medinių sijų grindims tipai, ilgio skaičiavimas, montavimas
-
 Mobilūs namai, skirti naudoti ištisus metus
Mobilūs namai, skirti naudoti ištisus metus
-
 Polimero / kompozicinės grindys (WPC grindys): tipai, dydžiai, montavimas
Polimero / kompozicinės grindys (WPC grindys): tipai, dydžiai, montavimas





Vienintelė svetainė, kurioje viskas aišku, aišku, suprantama, svarbiausia yra be vandens. Ačiū!!!