Kā lodēt vara caurules
Pilnībā santehnikas vai vara apkure mūsdienās tiek veikta reti, taču viņi to joprojām dara. Ja saskaita gadus, cik var kalpot varš, tas izrādās ne tikai lēts, bet arī ļoti lēts. Neskatoties uz to, pats materiāls nav lētākais, taču jūs varat ietaupīt uz uzstādīšanas - vara cauruļu cietlodēšana nav pats grūtākais uzdevums pasaulē. Ir noteikti noteikumi un funkcijas, zinot, kurus jūs varat izveidot augstas kvalitātes savienojumu.
Raksta saturs
Vara cauruļu veidi un to pielietojums
Tirgū ir divu veidu vara caurules: atlaidinātas un neatkausētas. Pēc atlaidināšanas viņiem tiek veikta papildu termiskā apstrāde - tie tiek uzkarsēti līdz 600-700 ° C. Šī procedūra atgriež materiāla elastību, kas tiek zaudēta formēšanas laikā. Tāpēc atlaidinātas caurules ir dārgākas, bet arī elastīgākas - tās var izturēt pat ūdens sasalšanu. Šo produktu trūkumi ietver zemāku izturību - apkures dēļ tas samazinās.

Ir dažādas vara caurules
Neapstrādātas vara caurules ir izturīgākas, bet praktiski neliekas. Izplatot ūdens padevi vai apkuri, tie tiek sagriezti gabalos, un visi krāni tiek izgatavoti, izmantojot atbilstošos veidgabalus.
Ir vara caurules ar dažādu sienu biezumu; tās tiek pārdotas atkausētas 25 un 50 metru līčos, neatkailinātas 3 metru garumā. Ja mēs runājam par materiāla tīrību, tad saskaņā ar GOST 859-2001 izstrādājumos jābūt vismaz 99% vara.
Savienojuma metodes
Visbiežāk vara caurules tiek savienotas, izmantojot lodēšanu un īpašas formas elementu komplektu - veidgabalus. Ir arī armatūra spiediena pārbaudei. Viņiem ir rievas ar piestiprinātu gumijas gredzenu. Tie ir saspiesti ar speciālām knaiblēm. Bet šī tehnoloģija tiek izmantota reti - lodēšana tiek uzskatīta par uzticamāku.

Gofrēšanas piederumi
Vara cauruļu cietlodēšanai, izmantojot dažādus lodmetālus, ir divas tehnoloģijas:
- Zema temperatūra - mīksta lodēšana. Tas ir tikai mūsu gadījums. Šāda veida savienojums tiek izmantots ūdens cauruļu un apkures sistēmu ieklāšanai ar darba vides temperatūru līdz 110 ° C. Zema temperatūra ir relatīvs termins. Cietlodēšanas zonā materiāli tiek sasildīti līdz 250-300 ° C.
- Cietlodēšana augstā temperatūrā. Šis savienojuma veids tiek izmantots tīklos ar augstu transportējamā materiāla spiedienu un temperatūru. Mājsaimniecības tīklos - reti (lai arī neviens neaizliedz), biežāk rūpnieciskajos.
Kāda veida cietlodēšanas vara caurules izmantot, ir jūsu izvēle. Abi veidi ir piemēroti gan santehnikai, gan apkurei. Bet augstai temperatūrai ir nepieciešama profesionāla deglis, savukārt mīksto lodmetālu var izkausēt pat ar lodlampu vai lētu rokas degli ar nelielu vienreizēju gāzes balonu. Maza diametra vara cauruļu savienošanai vairāk nav nepieciešams.
Vara lodēšanas veidgabalu veidi
Kopumā vara caurulēm ir vairāk nekā divi desmiti dažādu formu elementu - veidgabalu, taču visbiežāk tiek izmantoti trīs veidi:
- savienojumi - divu cauruļu savienošanai;
- stūri - pagriešanai;
- tees - lai izveidotu filiāles cauruļvadā.

Savienojumi vara cauruļu cietlodēšanai

Izmantoto veidgabalu skaitu var samazināt līdz minimumam - varu var saliekt, kas samazina nepieciešamo stūru skaitu. Turklāt, ja vēlaties, varat iztikt bez sakabēm: vienu cauruļu galu var paplašināt (izmantojot paplašinātāju) tā, lai caurule tajā nonāktu, un lodēšanai būtu atstarpe (apmēram 0,2 mm). Veidojot pagarinājumu, caurulēm jāpārklājas vismaz par 5 mm, bet labāk - vairāk.
Bez kā grūti iztikt, ir bez tees. Ir aprīkojums, lai uzsistu līkumā - beveleris, taču tas pieder profesionālim un maksā daudz. Tātad šajā gadījumā ir lētāk un vieglāk iztikt ar tees.

Ir armatūra vara cauruļu cietlodēšanai ar lodētu lodmetālu
Ir divu veidu veidgabali - parastie, ar kontaktligzdām, kas nodrošina nepieciešamo atstarpi lodēšanas lodēšanai. Lodmetāls tiek ievadīts metināšanas zonā manuāli. Ir armatūra ar iestrādātu lodmetālu. Tad uz kontaktligzdas tiek izveidota rieva, kurā ražošanas laikā tiek uzstādīts lodēšanas gabals, kas atvieglo lodēšanas procesu - jums vienkārši jāuzsilda metināšanas zona, bet tas izraisa armatūras izmaksu pieaugumu.
Palīgmateriāli un instrumenti
Papildus caurulēm un veidgabaliem jums būs nepieciešama arī lodlampa, lodmetāls un plūsma pašai lodēšanai. Un arī cauruļu liekējs un daži saistīti sīkumi apstrādei pirms darba uzsākšanas.

Suka armatūras tīrīšanai no iekšpuses
Lodēšana un plūsma
Jebkura veida vara cauruļu cietlodēšana notiek, izmantojot plūsmu un lodēšanu. Lodēšana ir sakausējums, kura pamatā parasti ir alva ar noteiktu kušanas temperatūru, bet vienmēr zemāka nekā vara. Tas tiek ievadīts lodēšanas zonā, uzsilst šķidrā stāvoklī un ieplūst savienojumā. Pēc atdzesēšanas tas nodrošina ciešu un spēcīgu savienojumu.
Amatnieku vara cauruļu lodēšanai ar savām rokām ir piemēroti lodmetāli, kuru pamatā ir alva, pievienojot sudrabu, bismutu, antimonu, varu. Kompozīcijas ar sudraba pievienošanu tiek uzskatītas par labākajām, taču tās ir visdārgākās, optimālās - ar vara piedevām. Ir arī svina piedevas, taču tās nevajadzētu izmantot santehnikai. Visi šie lodēšanas veidi nodrošina labu metināšanas kvalitāti un vieglu lodēšanu.

Plūsma un lodēšana ir nepieciešami palīgmateriāli
Mīksto lodmetālu pārdod mazos ruļļos, cieto lodēšanu saišķos, sagrieztus gabalos.
Pirms lodēšanas sākuma savienojumu apstrādā ar plūsmu. Plūsma ir šķidrs vai pastveida līdzeklis, kas ļauj izkausētajam lodmetālam ieplūst savienojumā. Šeit nav ko izvēlēties: derēs jebkura vara plūsma. Arī plūsmas uzklāšanai jums ir nepieciešama maza birste. Labāk - ar dabīgiem sariem.
Deglis
Mīkstās lodēšanas lietošanai varat iegādāties nelielu rokas degli ar vienreiz lietojamu gāzes balonu. Šie cilindri ir piestiprināti pie roktura un to tilpums ir 200 ml. Neskatoties uz mazo izmēru, liesmas temperatūra ir no 1100 ° C un augstāka, kas ir vairāk nekā pietiekami, lai izkausētu mīksto lodmetālu.
Jums vajadzētu pievērst uzmanību pjezo aizdedzes klātbūtnei. Šī funkcija nav lieka - ar to būs vieglāk strādāt. Uz manuālā gāzes degļa roktura ir vārsts. Tas regulē liesmas garumu (gāzes plūsmas ātrumu). Tas pats vārsts izslēdz gāzi, ja degli nepieciešams nodzēst. Drošību nodrošina pretvārsts, kas, ja nav liesmas, izslēgs gāzes padevi.

Rokas lampa vara cauruļu cietlodēšanai
Dažiem modeļiem ir liesmas deflektors. Tas novērš liesmas izkliedi, radot augstāku temperatūru lodēšanas zonā. Pateicoties tam, deglis ar atstarotāju ļauj strādāt visērtākajās vietās.
Strādājot mājsaimniecības un daļēji profesionālos modeļos, jābūt uzmanīgam, lai iekārta nepārkarsētu, lai plastmasa nekūst. Tāpēc nav vērts vienlaikus veikt daudz devu - labāk ir ļaut iekārtai atdzist un šajā laikā sagatavot nākamo savienojumu.
Saistītie materiāli
Lai izgrieztu vara caurules, jums ir nepieciešams cauruļu griezējs vai metāla zāģis ar metāla asmeni. Griezumam jābūt stingri vertikālam, lai nodrošinātu cauruļu griezēju. Un, lai garantētu vienmērīgu griezumu ar metāla zāģi, varat izmantot parasto galdniecības griezējkasti.

Cauruļu griezējs
Gatavojot caurules, tās jātīra. Šim nolūkam ir īpašas metāla otas un otas (iekšējās virsmas tīrīšanai), bet jūs varat iztikt ar smilšpapīru ar vidēju un smalku graudu.
Lai noņemtu grumbas no izcirtņiem, ir beveleri.Viņu izstrādātā caurule labāk iekļaujas savienotājelementā - tās ligzda ir tikai milimetru daļa lielāka par ārējo diametru. Tātad mazākās novirzes rada grūtības. Bet principā visu var novērst ar smilšpapīru. Tas prasīs tikai vairāk laika.
Vēlams, lai būtu aizsargbrilles un cimdi. Lielākā daļa pašdarītāju nolaidīgi ievēro šos drošības pasākumus, taču apdegumi ir ļoti nomākta. Šie ir visi materiāli un instrumenti, kas nepieciešami vara cauruļu lodēšanai.
Soli pa solim vara lodēšanas tehnoloģija
Vara cauruļu cietlodēšana sākas ar savienojuma sagatavošanu. Savienojuma uzticamība ir atkarīga no sagatavošanas kvalitātes, tāpēc veltiet šim procesam pietiekami daudz laika un pūļu.
Vara cauruļu cietlodēšana sastāv no vairākiem posmiem
Savienojuma sagatavošana
Kā jau minēts, caurules griezumam jābūt stingri vertikālam, bez rievām, caurulei nevajadzētu iestrēgt, malai jābūt vienmērīgai un gludai. Ja ir pat nelielas novirzes, mēs ņemam slīpmašīnu vai smilšpapīru un nogriežam ideāli.

Ir nepieciešams noņemt oksidēto slāni
Tālāk mēs paņemam armatūru, ievietojam tajā cauruli. daļa, kas nonāk kontaktligzdā, ir jātīra. Mēs izņemam cauruli un ar smilšpapīru noņemam augšējo oksidēto slāni no šīs caurules daļas. Tad mēs veicam to pašu darbību ar zvana iekšējo virsmu.
Flux lietojums
Plūsma tiek uzklāta uz visas iztīrītās virsmas - ārpus caurules un armatūras iekšpusē. Grūtību nav - kompozīcija tiek vienmērīgi sadalīta ar suku.

Flux lietojums
Lodēšana
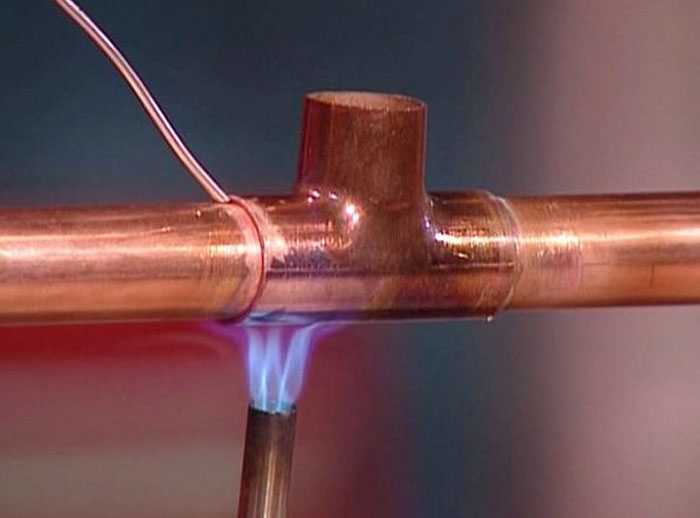
Apstrādātie cauruļvada fragmenti tiek ievietoti viens otrā un fiksēti. Ja ir palīgs, viņš detaļas var turēt nekustīgi. Ja nē, jums būs jāizdomā sev. Tad deglis tiek aizdedzināts, liesma tiek virzīta uz krustojumu. Liesmas temperatūra ir no tūkstoš grādiem un augstāka, un ir nepieciešams sildīt krustojumu līdz 250-300 ° C, un tas prasa 15-25 sekundes. Tajā pašā laikā jūs varat koncentrēties uz plūsmas krāsu - tiklīdz tā kļūst tumšāka, ir pienācis laiks injicēt lodmetālu.
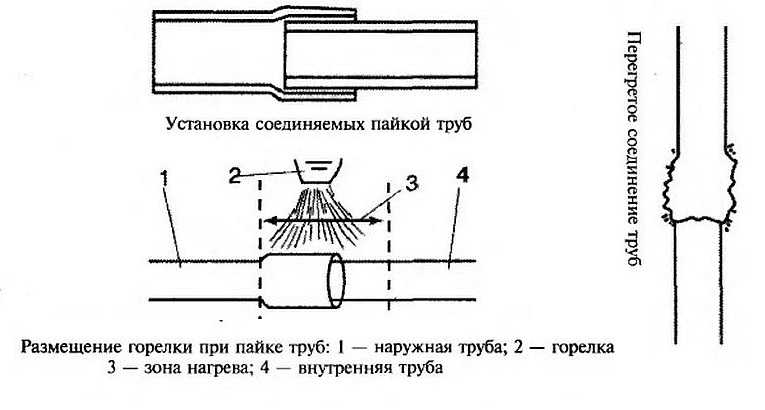
Pareiza degļa atrašanās vieta, lodējot vara caurules ar savām rokām
Lai nodrošinātu vienmērīgu sasilšanu, virziet degļa liesmu savienojuma vidū. Tad visu metināšanas zonu silda vienmērīgāk.

Vara cauruļu lodēšana ar mīkstu lodēšanu
Lodēšana tiek ievadīta savienojumā - tur, kur savienojas armatūra un caurule. Sildot, tas sāk kust, izplatās un aizpilda plaisu starp elementiem. To var pielietot tikai pusi no garuma - kad tas izkūst, tas ieplūdīs pārējā savienojumā. Patiesībā tas arī viss - vara cauruļu cietlodēšana ir beigusies. Visi pārējie savienojumi rīkojas tāpat.
Lietojot cieto lodmetālu, viss ir gandrīz nemainīgs, tiek izmantoti tikai citi apdegumi - gāzes liesmas, un lodēšanas procesā ir nepieciešams pagriezt cauruli, uz mīkstinātā lodmetāla tinuma uz caurules.
-
 Moduļu mājas no bloku konteineriem: veidi, ražošanas iespējas un izkārtojuma iespējas
Moduļu mājas no bloku konteineriem: veidi, ražošanas iespējas un izkārtojuma iespējas
-
 Mājas no pārvadāšanas konteineriem: būvniecības iespējas, izkārtojums
Mājas no pārvadāšanas konteineriem: būvniecības iespējas, izkārtojums
-
 Koka siju veidi grīdām, garuma aprēķināšana, uzstādīšana
Koka siju veidi grīdām, garuma aprēķināšana, uzstādīšana
-
 Mobilās mājas lietošanai visu gadu
Mobilās mājas lietošanai visu gadu
-
 Polimēru / kompozītu ieklāšana (WPC ieklāšana): veidi, izmēri, uzstādīšana
Polimēru / kompozītu ieklāšana (WPC ieklāšana): veidi, izmēri, uzstādīšana





Vienīgā vietne, kur viss ir skaidrs, skaidrs, saprotams, galvenais ir bez ūdens. Paldies!!!