Kā pagatavot plānu metālu
Plāna metāla metināšana ir izaicinājums pat dažiem pieredzējušiem metinātājiem. Metināšanas iesācējiem parasti ir grūti. Noteikumi šeit nebūt nav tādi paši kā metinot biezus izstrādājumus: ir daudz funkciju un grūtību, kas apgrūtina režīmu un elektrodu izvēli. To ir vieglāk izdarīt ar metināšanas pusautomātiskām ierīcēm, taču ikdienas dzīvē tās ir diezgan reta parādība, invertori ir daudz biežāk sastopami. Šeit mēs runāsim par plāna metāla metināšanu ar invertoru.
Un pirmās grūtības, metinot maza biezuma metālu, ir tā, ka to nevar ļoti sasildīt: tas izdeg, veidojas caurumi. Tāpēc viņi strādā pēc principa "jo ātrāk, jo labāk", un mēs vispār nerunājam par elektrodu kustības trajektorijām. Plāna lokšņu metināšana tiek veikta, virzot elektrodu vienā virzienā - gar šuvi bez jebkādām novirzēm.

Metinot plānus metālus, loksnes pārkarst un saliekt
Otra grūtība ir tā, ka jums ir jāstrādā ar zemu strāvu, un tas noved pie tā, ka loka ir jābūt īsai. Ar nelielu atdalīšanu tas vienkārši izdziest. Var būt arī problēmas ar loka aizdedzi, tāpēc izmantojiet ierīces ar labu strāvas sprieguma raksturlielumu (atvērtas ķēdes spriegums virs 70 V) un vienmērīgu metināšanas strāvas regulēšanu, kas sākas no 10 A.
Vēl viena neērtība: ar spēcīgu apsildīšanu plāno lokšņu ģeometrija mainās: tās locās viļņos. Ir ļoti grūti atbrīvoties no šī trūkuma. Vienīgā iespēja ir mēģināt nepārkarst un nenoņemt siltumu (lasiet tālāk par metodi ar siltumu izkliedējošiem spilventiņiem).
Metinot plānās metāla loksnēs, to malas rūpīgi apstrādā un notīra. Netīrumu un rūsas klātbūtne metināšanu padarīs vēl problemātiskāku. Tāpēc rūpīgi visu izlīdziniet un notīriet. Viņi novieto palagus ļoti tuvu viens otram - bez atstarpes. Sīkāka informācija tiek fiksēta ar skavām, skavām un citām ierīcēm. Tad detaļas tiek piestiprinātas ik pēc 7-10 cm ar īsām šuvēm - plauktiem. Tie novērš detaļu kustību un ir mazāk iespējami saliekties.

Labi notīrot malas, jūs varat iegūt labu šuvi.
Kā pagatavot plānu metālu ar invertoru
DC metināšanas iekārtas ir labas, jo mēs varam metināt ar pretēju polaritāti. Lai to izdarītu, pievienojiet kabeli ar elektroda turētāju "+" un piestipriniet "-" pie daļas. Izmantojot šo savienojumu, elektrods vairāk uzsilst, un metāls silda minimāli.
Par, Kā izvēlēties metināšanas invertoru mājai vai vasarnīcai, lasiet šeit.
Gatavot ir nepieciešams, izmantojot plānākos elektrodus: no 1,5 mm līdz 2 mm. Šajā gadījumā jums jāizvēlas ar augstu kušanas koeficientu: tad pat zemā strāvā šuve būs augstas kvalitātes. Strāva ir iestatīta maza. 1,5 mm elektrodiem tam vajadzētu būt apmēram 30-45 ampēriem, "diviem" - 40-60 ampēriem. Patiesībā viņi dažreiz to noliek zemāk: ir svarīgi, lai jūs varētu strādāt.
| Metāla biezums, mm | 0,5 mm | 1,0 mm | 1,5 mm | 2,0 mm | 2,5 mm |
|---|---|---|---|---|---|
| Elektroda diametrs, mm | 1,0 mm | 1,6 mm - 2 mm | 2 mm | 2,0 mm - 2,5 mm | 3 mm |
| Pašreizējais stiprums, A | 10-20 ampēri | 30–35 ampēri | 35-45 mm | 50-65 mm | 65-100 mm |
Lai padarītu metālu mazāk uzkarsētu, detaļas tiek novietotas vertikālā vai vismaz slīpā virzienā. Tad pagatavojiet no augšas uz leju, stingri virzot elektroda galu šajā virzienā (neatliecoties un neatgriežoties). Slīpuma leņķis ir leņķis uz priekšu, savukārt tā vērtība ir 30-40 °. Tātad metāla sildīšana būs minimāla, un tas ir viens no vissvarīgākajiem plāno metālu metināšanas uzdevumiem.
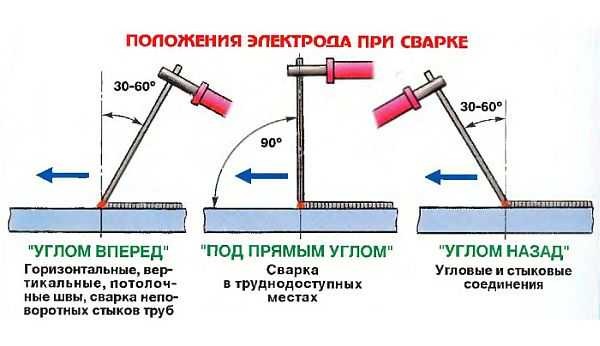
Metināšanas elektrodu pozīcijas un to izmantošana
Vispārējs ieteikums elektrodu izvēlei plānu metālu metināšanai: šādam darbam iegādājieties augstas kvalitātes importētos elektrodus. Problēmu būs daudzkārt mazāk.
Ražošana nojume uz metāla rāmja, lasiet šeit.
Metodes un metodes plānu metāla lokšņu metināšanai
Dažreiz plānas loksnes ir jāmetina leņķī.Šajā gadījumā ērtāk ir izmantot atloka metodi: loksnes malas ir saliektas vajadzīgajā leņķī, piestiprinātas ar īsām šķērsvirziena šuvēm ik pēc 5-10 cm. Pēc tam tās tiek metinātas, kā minēts iepriekš: ar nepārtrauktu šuvi no augšas uz leju.
Video redzams, kā metināt plānu lokšņu metālu ar elektrodu, izmantojot metināšanas invertoru. Tiek izmantota atloka metode: detaļu malas ir salocītas atpakaļ, pēc tam tās tiek sagrābtas vairākās vietās ar īsām šuvēm. Tam seko metināšana ar plānu 2 mm biezu elektrodu.
Metinot bez atdalīšanas, ne vienmēr ir iespējams izvairīties no izdegšanas. Tad jūs varat mēģināt uz dažiem mirkļiem pārtraukt loka darbību, pēc tam atkal nolaidiet elektrodu tajā pašā vietā un virziet to vēl dažus milimetrus. Tātad, velkot un atdodot loka, un pagatavojiet. Izmantojot šo metodi, izrādās, ka loka atdalīšanas laikā metālam ir laiks atdzist. Video redzēsiet, kā mainās metināšanas vietas krāsa pēc elektroda noņemšanas. Galvenais ir neļaut metālam pārāk atdzist.
Plāna metāla pievilkšana ir parādīta videoklipa pirmajā daļā. Savienošanas metode pārklājas (viena daļa pārklājas ar otru par 1-3 cm), tiek izmantots elektrods ar rutila pārklājumu (strukturāliem un mazleģētiem tēraudiem). Tad tiek parādīta nerūsējošā tērauda metināšana ar nerūsējošo elektrodu ar galveno pārklājumu, un galu galā melnā metāla savienojums tiek sametināts ar to pašu nerūsējošā tērauda elektrodu. Šuve, starp citu, izrādījās kvalitatīvāka nekā lietojot ieteicamos elektrodus.
Lasiet par elektrodu izvēli metināšanai ar invertora mašīnu šeit.
Ja, metinot plānu metālu, nav nepieciešama nepārtraukta metināšana, tiek izmantota punktmetināšana. Izmantojot šo mazā izmēra metināšanas metodi, spraudņi atrodas nelielā attālumā viens no otra. Šo metodi sauc par pārtrauktu šuvi.

Šādi izskatās pārtraukta šuve uz plāna metāla
Parasti metināt plānu dzelzi no gala līdz galam ir grūti. Pārklāšanās ir vieglāka: detaļas nepārkarst tik ļoti, un ir mazāk iespēju, ka viss "vadīs".
Par metinājumu un savienojumu veidiem lasiet šeit.
Elektriski metinot plānu metālu no gala līdz galam, starp loksnēm varat ievietot plānu stiepli ar diametru 2,5-3,5 mm (uz bojātajiem elektrodiem varat noslaucīt pārklājumu un tos izmantot). Tas ir novietots tā, lai no priekšpuses tas būtu vienā līmenī ar metāla virsmu, un no aizmugures tas izvirzītos gandrīz pusi no diametra. Metinot, loka tiek novadīta pa šo vadu. Tas aizņem galveno siltuma slodzi, un metinātās metāla loksnes silda perifērās strāvas. Tajā pašā laikā tie nepārkarst, tie nav burkas, šuve ir gluda, bez pārkaršanas pazīmēm. Pēc stieples noņemšanas ir grūti saskatīt pēdas, ka tā bija.

Šādi izskatās šuvums, metinot plānu metāla pamatmetinātāju ar siltuma vadu, kas novietots no apakšas
Vēl viens veids ir likt vara plāksnes zem savienojuma. Vara siltuma vadītspēja ir ļoti augsta - 7-8 reizes lielāka nekā tērauda. Novietots zem metināšanas vietas, tas noņem ievērojamu daļu siltuma, novēršot metāla pārkaršanu. Šo plānu metālu metināšanas metodi sauc par “karstuma iegremdēšanu”.
Kā metināt metāla lapeni, lasiet šeit. Jums var būt interesanti lasīt, kā to izdarīt brazier no gāzes balona vai metāls? Lieta ir nepieciešama un piemērota metināšanas apgūšanai.
Cinkota metināšana
Cinkots tērauds - tā pati plānā loksne, pārklāta tikai ar cinka slāni. Ja jums tas ir jāmetina, jums būs pilnībā jānoņem šis pārklājums no malām metināšanai, lai notīrītu tēraudu. Ir vairāki veidi. Pirmais ir mehāniski noņemt: ar abrazīvu riteni uz dzirnaviņas vai dzirnaviņas, smilšpapīru un metāla suku. Ir vēl viens veids - izdegt, metinot. Šajā gadījumā elektrods iet divas reizes gar šuvi. Tajā pašā laikā cinks iztvaiko (tas iztvaiko 900 ° C temperatūrā), un tā tvaiki ir ļoti toksiski. Tātad šo darbu var veikt vai nu uz ielas, vai arī, ja darba vietā ir nosūcējs.Pēc katras piespēles jums jāpārtrauc plūsma.

Labāk ir metināt cinku, kas pārklāts brīvā dabā: cinka iztvaikošana ir ļoti kaitīga
Pēc pilnīgas cinka noņemšanas sākas faktiskā metināšana. Metinot cinkotas caurules, lai iegūtu labu šuvi, būs nepieciešami divi pārejas ar dažādiem elektrodiem. Pirmā šuve ir metināta ar elektrodiem, kas pārklāti ar rutilu, piemēram, MP-3, ANO-4, OZS-4. Šajā gadījumā svārstībām ir ļoti maza amplitūda. Padariet augšējo šuvi platāku. Tas ir aptuveni vienāds ar trim elektrodu diametriem. Šeit ir svarīgi nesteigties un labi vārīties. Šo fragmentu izmanto elektrodi ar pamata pārklājumu (piemēram, UONI-13/55, UONI-13/45, DSK-50).
Vairāk par elektrodu izvēli invertora metināšanai lasiet šeit.









