Memilih elektrod untuk penyongsang kimpalan
Untuk tukang las pemula, pilihan elektrod boleh menjadi masalah: terdapat lebih dari dua ratus jenama dengan sifat, tujuan dan ciri yang berbeza. Lebih-lebih lagi, kira-kira 100 jenama sesuai untuk pengelasan busur elektrik manual dengan mesin penyongsang. Tidak mustahil untuk memberitahu tentang semua orang, ya, sebagai permulaan, tidak perlu. Mari kita jelaskan secara ringkas jenis utama dan elektrod mana untuk pengelasan penyongsang yang paling sesuai untuk pemula. Kami juga akan membincangkan berapa diameter yang perlu diambil dan arus apa yang perlu ditetapkan untuk mengimpal logam dengan ketebalan yang berbeza.
Kandungan artikel
Apa itu elektrod dan untuk apa salutan
Elektrod adalah sekeping dawai logam yang dilapisi dengan lapisan khas. Semasa pengelasan, inti mencair dari suhu busur. Pada masa yang sama, lapisan membakar dan mencair, mewujudkan awan gas pelindung di sekitar kawasan kimpalan - kolam kimpalan. Ia menyekat akses oksigen di udara. Dalam proses pembakaran campuran, sebahagiannya berubah menjadi keadaan cair dan menutup logam lebur dengan lapisan nipis, juga melindunginya dari interaksi dengan oksigen. Jadi salutan memastikan kualiti kimpalan yang baik.
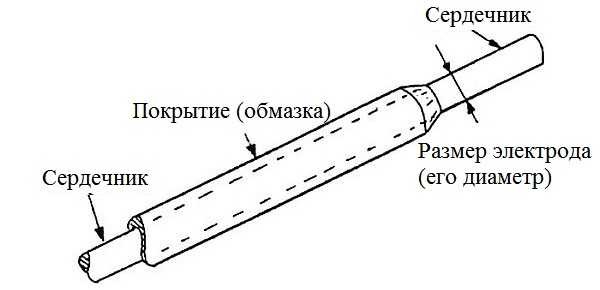
Elektrod kimpalan terdiri daripada teras dan lapisan pelindung
Sebelum memulakan pengelasan, mana-mana elektrod diperiksa: lapisan tidak boleh mempunyai cip. Jika tidak, anda tidak akan mencapai pemanasan yang seragam dan jahitan berkualiti tinggi. Juga, perhatikan hujung elektrod: ketebalan lapisan harus sama di semua sisi. Kemudian arka akan keluar di tengah. Jika tidak, ia akan dipindahkan. Bagi tukang las yang berpengalaman, ini tidak menakutkan, tetapi bagi pemula dapat menimbulkan masalah yang nyata.
Adalah perlu untuk memantau kandungan kelembapan lapisan. Sebahagian daripada mereka menyala dengan kelembapan tinggi (contohnya, SSSI). Sehubungan dengan "pelik" lapisan, lapisan itu mesti disimpan di tempat yang kering, memastikan, jika mungkin, pembungkusan tertutup rapat. Anda boleh memasukkan kotak itu ke dalam beg, dan juga meletakkan beberapa beg garam di dalamnya, yang terdapat di dalam kotak kasut.
Tidak layak membeli elektrod basah: tentu saja mereka boleh dikeringkan, tetapi ciri-cirinya akan berkurang. Walau bagaimanapun, sekiranya elektrod lembap, ia boleh dikeringkan di dalam ketuhar biasa pada suhu rendah (biasanya ditunjukkan pada bungkusan). Cara kedua adalah memasukkannya ke dalam bilik yang kering dan berventilasi lama.

Lapisan (lapisan pelindung) elektrod boleh menjadi: asas, rutil, selulosa dan berasid
Jenis salutan dan ciri-cirinya
Hanya ada empat jenis pelapis:
- Asas.
- Rutil.
- Masam.
- Selulosa.
Lapisan asas (SSSI) dan selulosik hanya sesuai untuk pengelasan DC. Mereka boleh digunakan pada jahitan kritikal: mereka membuat jahitan elastik yang kuat dan tahan terhadap beban kejutan.

Terdapat lebih daripada 200 jenama elektrod untuk kimpalan, kira-kira 100 daripadanya boleh digunakan untuk kimpalan arka elektrik manual
Dua yang lain (rutile dan masam) - boleh berfungsi ketika mengimpal dengan arus bolak dan arus terus. Tetapi lapisan berasid sangat toksik: anda boleh bekerja di dalam rumah hanya jika tempat kerja dilengkapi dengan draf paksa.
Lapisan rutil mempunyai warna kehijauan atau biru, elektrod mudah menyala. Mereka menyala dengan baik walaupun penyongsang mempunyai voltan litar terbuka rendah (untuk penyalaan salutan utama yang boleh dipercayai, diperlukan ciri voltan arus yang baik, bagaimana memilih mesin kimpalan penyongsang, baca di sini.).Semasa mengimpal dengan elektrod rutil (MP-3), logam hampir tidak terpercik, tetapi terdapat banyak sanga dan tidak mudah dilepaskan: anda harus menggunakan tukul.
Anda mungkin berminat cara mengimpal gazebo dari paip logam atau bagaimana membuat bangsal pada bingkai dari paip.
Cara memilih elektrod untuk kimpalan penyongsang
Pertama sekali, komposisi inti dipilih: mestilah serupa dengan jenis logam yang dikimpal. Di rumah tangga, keluli struktur paling kerap digunakan. Elektrod mestilah dari wayar yang sama. Kadang kala anda masih perlu memasak keluli tahan karat. Kemudian intinya juga mesti diperbuat daripada keluli tahan karat, dan bagi aloi tinggi dan tahan panas mereka diperbuat daripada logam dengan ciri yang sama.
Anda boleh melakukan semua kerja rumah atau kerja pembinaan hanya dengan menggunakan beberapa jenama elektrod:
- MP-3
- SSSI 13/55
- ANO 21
- OK 63.34
Mereka diiktiraf oleh banyak orang sebagai elektrod pemula terbaik yang berfungsi mesin kimpalan penyongsang: lebih mudah untuk bekerja dengan mereka, pada masa yang sama, mereka membolehkan anda memasak jahitan berkualiti tinggi walaupun tanpa pengalaman yang signifikan. Berikut adalah ciri dan aplikasi umum bahan habis pakai yang dianggap oleh banyak pakar sebagai elektrod yang baik untuk penyongsang. Walau apa pun, mereka sering disarankan agar tukang las pemula memperoleh pengalaman.
Elektrod bersalut rutil MP 3

Cuba elektrod ANO 21 untuk operasi pada penyongsang
Mereka berfungsi dengan arus bolak-balik dan arus kekutuban. Rawatan haba diperlukan sebelum dikimpal: mereka dikalsinasi pada suhu 120 ° C selama 40 minit.
| Diameter, mm | Kedudukan elektrod yang lebih rendah | Kedudukan menegak elektrod | Kedudukan elektrod overhead |
|---|---|---|---|
| 2 | kekuatan semasa 50-90 A | kekuatan semasa 50-70 A | kekuatan semasa 70-90 A |
| 2,5 | kekuatan semasa 60-110 A | kekuatan semasa 60-90 A | kekuatan semasa 80100 A |
| 3 | kekuatan semasa 90-140 A | kekuatan semasa 80-100 A | kekuatan semasa 100-130 A |
Elektrod keluli tahan karat OK 63.34
Sekiranya anda perlu mengimpal keluli tahan karat, cuba OK 63.34. Mereka juga boleh digunakan untuk memasak baja struktur. Ini menghasilkan jahitan dengan gelombang cetek dengan peralihan yang lancar ke permukaan utama logam. Jumlah sanga kecil, mudah dikalahkan.
Adalah baik untuk memasak dengan elektrod ini jahitan menegak dalam logam 6-8 mm, melintas dari atas ke bawah. Sesuai untuk kimpalan pantat dan putaran berbilang hantaran Beroperasi dengan arus terus dan bolak-balik polaritas, voltan litar terbuka minimum - 60 V.

Elektrod kimpalan OK 63.34
Anda juga memerlukan topeng untuk pengelasan. Untuk memudahkan kerja, ambil topeng kimpalan bunglon.
Bagaimana memilih diameter elektrod, bagaimana menghubungkannya dan yang mana untuk menetapkan amperage
Memilih jenama elektrod untuk penyongsang bukan semuanya. Walaupun anda sudah memutuskan, sekurang-kurangnya tiga soalan tetap ada:
- berapakah diameter elektrod yang akan digunakan semasa mengimpal;
- apa yang hendak ditetapkan;
- yang mana output "+" atau "-" untuk menyambungkan elektrod.
Semuanya teratur. Mari kita mulakan dengan diameter elektrod apa yang diperlukan untuk kimpalan. Secara amnya, disarankan untuk meneruskan ketebalan logam yang dikimpal: untuk ketebalan kecil, elektrod diambil dengan ukuran diameter yang sama dengan logam. Sekiranya anda mengimpal logam setebal 3 mm, maka elektrodnya mempunyai ukuran yang sama. Sekiranya anda memasak sesuatu yang lebih tebal, ambil 4 mm dengan sewajarnya. Tetapi sukar bagi pemula untuk bekerja dengan elektrod yang besar. Mula menguasai pengelasan dengan ketebalan logam 3-4 mm. Untuk melakukan ini, gunakan elektrod 3 mm, atau seperti yang disebut "tiga".
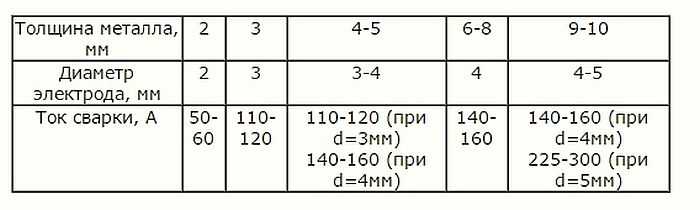
Cadangan umum untuk memilih diameter elektrod bergantung pada ketebalan logam
Mengenai bagaimana output untuk menyambungkan elektrod. Spesifikasi pada pek kemungkinan besar menunjukkan kekutuban elektrod yang dimaksudkan. Apabila disambungkan kembali ke output positif, sambungkan elektrod ke terminal negatif, yang disambungkan ke bahagiannya. Dengan kekutuban lurus, tambah ditanam di bahagiannya, tolak dikenakan pada elektrod. Bagaimana rupanya pada penyongsang pengelasan ditunjukkan dalam foto.

Polariti sambungan ke hadapan dan terbalik pada penyongsang kimpalan
Bagaimana kedua-dua jenis sambungan ini berbeza? Aliran elektron mempunyai arah yang berbeza. Seperti yang anda ketahui, elektron bergerak dari "tolak" ke "tambah". Oleh itu, semasa mengimpal, ternyata elemen yang disambungkan ke "+" memanas lebih banyak. Dengan menukar mod sambungan, anda dapat mengawal intensiti pemanasan logam.
Mari kita pertimbangkan beberapa keadaan. Contohnya, anda mempunyai elektrod 3 mm dan logam 2 mm. Sekiranya "+" diterapkan pada bahagian tersebut, keletihan mungkin berlaku. Oleh itu, dalam kes ini, lebih baik menggunakan kekutuban terbalik, di mana elektrod akan semakin panas. Sekiranya anda ingin mengimpal logam 6 mm dengan triplet yang sama, lebih baik melakukan ini pada kekutuban lurus: dengan cara ini pemanasan logam akan lebih dalam dan jahitannya akan lebih tahan lama.
Cara memilih mesin kimpalan penyongsang baca di sini... Semoga menarik minat anda pembinaan pagar dari papan beralun.
Arus kimpalan
Secara umum, semasa memasang elektrod, arus kimpalan untuk penyongsang ditetapkan bergantung pada diameter elektrod yang digunakan. Secara amnya, terdapat cadangan untuk setiap pek, tetapi anda boleh melakukannya tanpa mereka: untuk setiap milimeter diameter, mereka mengambil arus 20-30 Amper. Ternyata jaraknya agak luas, tetapi kemudian anda masih perlu mengambil kira bagaimana anda akan meletakkan jahitan: dengan atau tanpa pemisahan. Untuk kimpalan tanpa pemisahan, arus yang lebih rendah ditetapkan, dengan pemisahan - lebih tinggi.
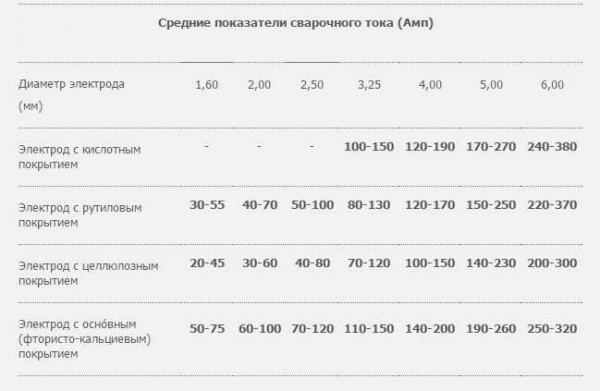
Arus apa yang harus dimasak dengan elektrod yang berbeza (cadangan umum, pilih tepat secara empirik)
Sebagai contoh, untuk elektrod dengan diameter 3 mm, arus yang dikira diperoleh dari 60 A hingga 90 A. Pada kenyataannya, mereka bekerja dalam julat dari 30 Amperes hingga 140 Amperes. Semasa mengimpal tanpa pemisahan, arus urutan 70-90 A ditetapkan, dengan pemisahan - 90-120 A. Parameter ini dapat "berjalan" di kedua arah: ia juga bergantung pada kelajuan pergerakan hujung elektrod, pada jenama dan "kelancaran" keluli yang sedang dikimpal, pada kedudukan jahitan (untuk jahitan menegak dan mendatar, mereka meletakkan sedikit lebih sedikit, untuk siling - lebih rendah lagi).
Secara umum, walaupun arus yang disarankan oleh pengeluar jauh dari keperluan. Mulakan dengan mereka, dan kemudian pilih sehingga senang bagi anda untuk bekerja dan jahitannya ternyata baik. Anda harus mendapat sambungan berkualiti tinggi, dan anda akan memilih nisbah kekuatan dan kelajuan pergerakan semasa secara eksperimen. Dengan berbuat demikian, dipandu oleh keadaan kolam pengelasan. Dia adalah petunjuk utama kualiti anda.
Mengenai cara memasak dengan pengelasan penyongsang baca di sini.

Kesalahan yang boleh berlaku semasa mengimpal
Sekarang anda tahu bukan hanya bagaimana memilih elektrod untuk kimpalan penyongsang, tetapi juga bagaimana menghubungkannya, diameter apa yang mereka perlukan untuk kerja ini, dan bagaimana memilih arus untuk setiap jenis elektrod dan jahitan. Sekarang mari kita bercakap sedikit mengenai pemegang elektrod.
Pemegang untuk elektrod
Salah satu kabel kimpalan mempunyai pemegang (pemegang) di mana elektrod kimpalan dimasukkan. Mereka terdiri daripada dua jenis:
- dengan kunci pemicu, elektrod secara automatik dijepit di dalamnya apabila kunci pegas pegas dilepaskan, dilepaskan semasa ditekan;
- berulir - pemegangnya dipintal dan tidak dipintal, melepaskan atau mengepit teras elektrod yang dimasukkan.
Mana yang lebih baik? Terserah kepada anda, tetapi dengan menekan butang secara tidak sengaja, anda boleh menjatuhkan elektrod semasa kimpalan. Tidak ada yang mengerikan berlaku dengan ini, tetapi tidak menyenangkan ...
Semasa memilih pemegang elektrod, perkara utama adalah memberi perhatian kepada kekuatan semasa yang dirancang. Pilih mengikut parameter maksimum yang ada untuk mesin kimpalan anda.
Cara menyambungkan kabel ke pemegang elektrod kimpalan skru penjepit ditunjukkan dalam video.
Kelemahan pemegang jepit kain adalah bahawa dari semasa ke semasa pegas menekan teras elektrod melonggarkan, hubungannya merosot. Kita mesti meletakkan yang baru. Cara melakukan ini pada pemegang jemuran, lihat videonya.
Tidak sukar untuk menyambungkan pemegang elektrod untuk kimpalan. Hanya ada satu peringatan: dengan kerja yang kerap, kabel kimpalan dilekatkan dengan pinggirnya. Anda tentu saja dapat memendekkan kabel dan menutupnya semula, tetapi anda tidak selalu mahu memotongnya walaupun 10-20 cm.Untuk mengelakkan ini berlaku, cari hos yang diameter dalamnya sama atau sedikit kurang daripada diameter luar kabel yang dikimpal. Potong sekeping kecil - 15 sentimeter - dan potong memanjang. Sekarang ia boleh dipasang pada kabel, ditarik dan dipasang di sana.










Helo. Artikel yang ditulis dengan baik, secara langsung mengenai pelbagai jenis elektrod. Yang lebih banyak permintaan. Saya ingin menambah dari diri saya sendiri. Sedikit. Sejujurnya, elektrod LEZ MP-3S tidak memasak dengan teruk, dalam kedudukan yang berbeza. Tetapi proses pengelasan tidak lembut, tetapi lebih sederhana daripada kekerasan sederhana. Tetapi elektrod LEZ ANO-21 dimasak lebih lembut, ia disalakan semula dengan lebih baik. Pendapat saya bukan pro, melainkan tukang las yang dipelajari sendiri conc Kesimpulan saya hanyalah pendapat luar. Saya memasak dengan mesin kimpalan penyongsang Rilon Profi ARC 200 A. Saya mengesyorkan pengelasan untuk pemula yang memutuskan untuk memulakan kimpalan
Sederhana, mudah dicapai dan dari diri sendiri, dan tidak terkoyak di suatu tempat.
Majlis.
Tambahkan ayat: "Saya menyukainya, jangan lupa untuk mematikan penyekat iklan dan klik di gogle +, dll."
Laman web seperti itu perlu meningkatkan penilaian, dan banyak yang akan meninggalkannya setelah membacanya.
Artikel yang bagus. Bagi pemula, ini sudah cukup. Penyongsang, topeng, elektrod dibeli. Sekerap logam yang tidak diperlukan juga ada. Hanya elektrod yang kami jual hanya Cina. Semua orang mendidih, mereka tidak mengeluh. Saya menunggu hujung minggu, pergi ke dacha dan dengan bantuan artikel ini saya memulakan latihan.
Saya membaca banyak artikel yang berbeza. Ini adalah salah satu kandungan yang jarang berlaku. Terima kasih kepada penulis.
Saya mempunyai alat Fubag IQ 200. Elektrod dijumpai oleh "Resanta" MR-3 3 mm.
Saya seorang pemula.