Hvordan lodde kobberrør
Hele rørleggerarbeid eller oppvarming av kobber gjøres sjelden i dag, men de gjør det fortsatt. Hvis du teller antall år som kobber kan tjene, viser det seg ikke bare billig, men veldig billig. Ikke desto mindre er selve materialet ikke det billigste, men du kan spare på installasjonen - lodding av kobberrør er ikke den vanskeligste oppgaven i verden. Det er visse regler og funksjoner, og vet hvilke du kan oppnå en forbindelse av høy kvalitet.
Innholdet i artikkelen
Typer kobberrør og deres bruk
Det finnes to typer kobberrør på markedet: glødet og ugløddet. Etter å være glødet gjennomgår de ytterligere varmebehandling - de varmes opp til 600-700 ° C. Denne prosedyren gjenoppretter elastisiteten til materialet, som går tapt under støpingen. Derfor er glødede rør dyrere, men også mer fleksible - de kan til og med tåle frysing av vann. Ulempene med disse produktene inkluderer lavere styrke - den avtar på grunn av oppvarming.

Det er forskjellige kobberrør
Uglødde kobberrør er mer holdbare, men praktisk talt ikke bøyende. Når du fordeler vannforsyning eller oppvarming, blir de kuttet i biter, og alle kraner er laget med passende beslag.
Det er kobberrør med forskjellige veggtykkelser; de selges glødet i bukter på 25 og 50 meter, ugløddet i løp på 3 meter. Hvis vi snakker om materialets renhet, må det ifølge GOST 859-2001 være minst 99% kobber i produktene.
Tilkoblingsmetoder
Ofte er kobberrør koblet til ved hjelp av lodding og et sett med spesielle formede elementer - beslag. Det er også beslag for trykktesting. De har spor med gummi O-ring montert. De er krympet med spesiell tang. Men denne teknologien brukes sjelden - lodding anses å være mer pålitelig.

Krympebeslag
Det er to teknologier for lodding av kobberrør ved bruk av forskjellige selgere:
- Lav temperatur - myk lodde. Dette er bare vår sak. Denne typen tilkobling brukes til å legge vannledninger og varmesystemer med en arbeidsmedietemperatur på opptil 110 ° C. Lav temperatur er et relativt begrep. I loddesonen oppvarmes materialer til 250-300 ° C.
- Lodding ved høy temperatur. Denne typen tilkobling brukes i nettverk med høyt trykk og temperatur på det transporterte mediet. I husholdningsnettverk - sjelden (selv om ingen forbyr det), oftere i industrielle.
Hvilken type lodding av kobberrør du bruker er ditt valg. Begge typene passer både til rørleggerarbeid og oppvarming. Men den høye temperaturen krever en profesjonell fakkel, mens det myke loddet kan smeltes selv med en blåselys eller en billig håndfakkel med en liten engangs gassflaske. For tilkobling av kobberrør med liten diameter kreves ikke mer.
Typer av kobberloddebeslag
Generelt er det mer enn to dusin forskjellige formede elementer for kobberrør - beslag, men tre typer brukes oftest:
- koblinger - for tilkobling av to rør;
- hjørner - for å snu;
- tees - for å lage grener i rørledningen.

Koblinger for lodding av kobberrør

Antall beslag som brukes kan minimeres - kobber kan bøyes, noe som reduserer antall nødvendige hjørner. Hvis du ønsker det, kan du også gjøre uten koblinger: Den ene enden av rørene kan utvides (ved hjelp av en ekspander) slik at røret går inn i det og det er et gap for loddet å komme dit (ca. 0,2 mm). Når du lager en forlengelse, skal rørene overlappe minst 5 mm, men bedre - mer.
Det som er vanskelig å gjøre uten, er uten tees. Det er utstyr for å tappe i en sving - en fasning, men det tilhører profesjonelle og koster mye. Så i dette tilfellet er det billigere og lettere å klare seg med tees.

Det er beslag for lodding av kobberrør med loddet lodd
Det er to typer beslag - konvensjonelle, med stikkontakter, som gir den nødvendige klaring for svedjelodd. Lodde føres inn i sveisesonen manuelt. Det er beslag med innebygd lodde. Deretter dannes et spor på stikkontakten, som det under produksjonen er installert et loddestykke som gjør loddeprosessen enklere - du trenger bare å varme opp sveisesonen, men det fører til en økning i kostnadene for beslag.
Forbruksvarer og verktøy
I tillegg til rør og beslag, vil du også trenge en fakkel, lodding og fluss for selve loddingen. Og også en rørbøyer og noen relaterte småting for bearbeiding før du starter arbeidet.

Børste for rengjøring av beslag fra innsiden
Lodding og fluss
Lodding av kobberrør av enhver type skjer ved bruk av fluss og lodde. Loddet er en legering som vanligvis er basert på tinn med et bestemt smeltepunkt, men alltid lavere enn kobber. Den mates inn i loddesonen, varmes opp til flytende tilstand og strømmer inn i skjøten. Etter avkjøling gir den en tett og sterk forbindelse.
For amatørlodding av kobberrør med egne hender er selgere basert på tinn med tilsetning av sølv, vismut, antimon, kobber egnet. Komposisjoner med tilsetning av sølv regnes som de beste, men de er de dyreste, de optimale er med kobbertilsetning. Det er også blytilsetningsstoffer, men de skal ikke brukes til rørleggerarbeid. Alle disse loddetypene gir god sveisekvalitet og enkel lodding.

Flux og lodding er nødvendige forbruksvarer
Myk lodding selges i små spoler, hard lodde i bunter, kuttet i biter.
Før lodding begynner, blir skjøten behandlet med fluss. En fluks er et flytende eller pastaaktig middel som lar det smeltede loddet strømme inn i skjøten. Det er ingenting å velge mellom her: noe strøm av kobber vil gjøre. Du trenger også en liten børste for å påføre strømmen. Bedre - med naturlige børster.
Brenner
For myke loddeapplikasjoner kan du kjøpe en liten håndfakkel med en engangsbensinkanne. Disse sylindrene er festet til håndtaket og har et volum på 200 ml. Til tross for den lille størrelsen er flammetemperaturen fra 1100 ° C og høyere, noe som er mer enn nok til å smelte det myke loddet.
Det du bør være oppmerksom på er tilstedeværelsen av en piezo-tenning. Denne funksjonen er ikke overflødig - det blir lettere å jobbe med. Det er en ventil på håndtaket til den manuelle gassbrenneren. Den regulerer flammelengden (gassstrømningshastighet). Den samme ventilen slår av gassen hvis brenneren må slukkes. Sikkerheten sikres med en tilbakeslagsventil, som i fravær av en flamme vil stenge gassforsyningen.

Håndbrenner for lodding av kobberrør
Noen modeller har en flammeavviser. Det forhindrer at flammen sprer seg, noe som skaper en høyere temperatur i loddesonen. Takket være dette lar brenneren med reflektor deg jobbe på de mest ubeleilige stedene.
Når du arbeider i husholdnings- og semi-profesjonelle modeller, må du være forsiktig - ikke overopphet enheten slik at plasten ikke smelter. Derfor er det ikke verdt å utføre mange rasjoner om gangen - det er bedre å la utstyret avkjøles og forberede neste forbindelse på dette tidspunktet.
Relaterte materialer
For å kutte kobberrør trenger du en rørkutter eller en baufil med metallblad. Skjæringen må være strengt loddrett for å sikre rørkutteren. Og for å garantere et jevnt kutt med baufil, kan du bruke en vanlig tømmergjærekasse.

Rørskjærer
Når du klargjør rør, må de rengjøres. For dette er det spesielle metallbørster og børster (for rengjøring av den indre overflaten), men du kan klare deg med sandpapir med middels og fint korn.
For å fjerne grater fra kuttene, er det avfasinger.Røret som de har utarbeidet, passer bedre inn i beslaget - stikkontakten er bare en brøkdel av en millimeter større enn den ytre diameteren. Så det minste avviket fører til vanskeligheter. Men i prinsippet kan alt elimineres med sandpapir. Det vil bare ta mer tid.
Det anbefales også å ha vernebriller og hansker. De fleste gjør-det-selv-brukere forsømmer disse sikkerhetstiltakene, men forbrenninger er veldig frustrerende. Dette er alle materialene og verktøyene som trengs for å lodde kobberrør.
Trinn-for-trinn kobber loddeteknologi
Lodding av kobberrør begynner med klargjøring av skjøten. Påliteligheten av forbindelsen avhenger av kvaliteten på preparatet, og bruk derfor nok tid og krefter på denne prosessen.
Lodding av kobberrør består av flere trinn
Forbereder tilkoblingen
Som allerede nevnt, bør kuttingen av røret være strengt vertikalt, uten grader, røret skal ikke sitte fast, kanten skal være jevn og glatt. Hvis det til og med er små avvik, tar vi en faset eller sandpapir og bringer kuttet til det ideelle.

Det er nødvendig å fjerne det oksyderte laget
Deretter tar vi beslaget, setter røret inn i det. delen som går inn i kontakten trenger rengjøring. Vi tar ut røret og bruker sandpapir for å fjerne det øvre oksyderte laget fra denne delen av røret. Så utfører vi den samme operasjonen med den indre overflaten av klokken.
Flussapplikasjon
Fluxen påføres hele den rensede overflaten - utenfor røret og inne i beslaget. Det er ingen vanskeligheter - sammensetningen fordeles jevnt med en børste.

Flussapplikasjon
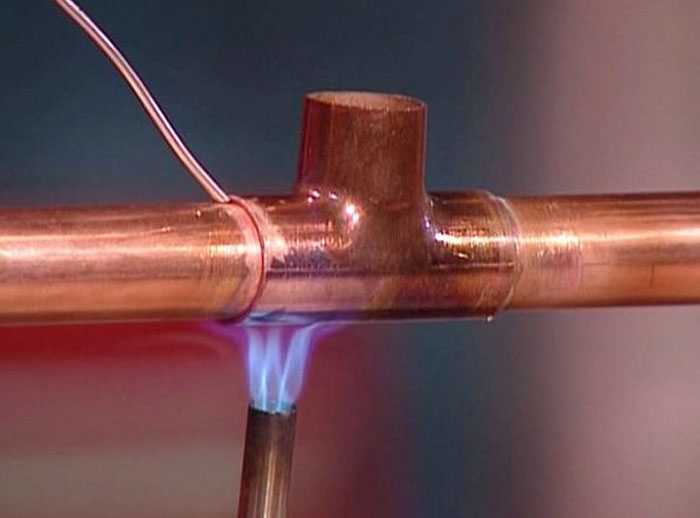
Lodding
De bearbeidede rørledningsfragmentene settes inn i hverandre og fikses. Hvis det er en assistent, kan han holde delene urørlige. Hvis ikke, må du tenke deg selv. Deretter tennes brenneren, flammen ledes til krysset. Flammetemperaturen er fra tusen grader og over, og det er nødvendig å varme krysset opp til 250-300 ° C, og dette tar 15-25 sekunder. Samtidig kan du fokusere på fargen på fluxen - så snart det mørkner, er det på tide å injisere loddetinn.
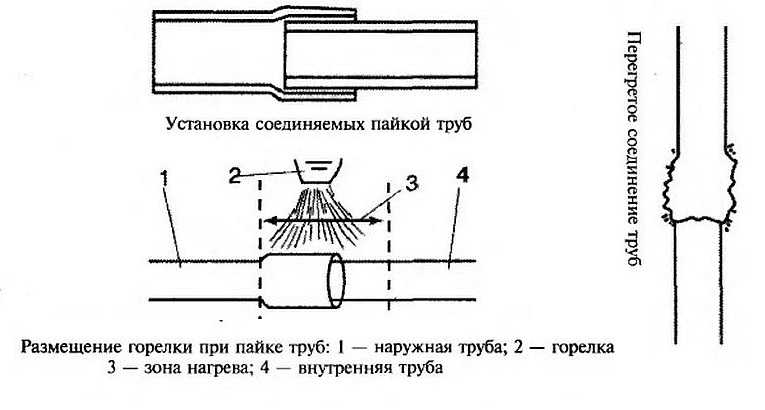
Riktig plassering av brenneren ved lodding av kobberrør med egne hender
For å sikre jevn oppvarming, rett brenneflammen midt i skjøten. Da varmes hele sveisesonen opp jevnere.

Lodding av kobberrør med myk lodde
Loddet injiseres i skjøten - der beslaget og røret går sammen. Når den varmes opp, begynner den å smelte, sprer seg og fyller gapet mellom elementene. Den kan bare påføres halvparten av lengden - når den smelter, vil den strømme inn i resten av forbindelsen. Egentlig er det alt - loddingen av kobberrør er over. Alle andre forbindelser gjør det samme.
Når du bruker hard lodding, er alt nesten det samme, bare andre forbrenninger brukes - gassflamme, og under loddeprosessen er det nødvendig å vri på røret, og vikle det mykgjorte loddet på røret.
-
 Modulhus fra blokkbeholdere: typer, produksjonsfunksjoner og layoutalternativer
Modulhus fra blokkbeholdere: typer, produksjonsfunksjoner og layoutalternativer
-
 Hus fra fraktcontainere: konstruksjonsalternativer, planløsning
Hus fra fraktcontainere: konstruksjonsalternativer, planløsning
-
 Typer trebjelker for gulv, lengdeberegning, installasjon
Typer trebjelker for gulv, lengdeberegning, installasjon
-
 Mobile hjem for bruk året rundt
Mobile hjem for bruk året rundt
-
 Polymer / kompositt terrassebord (WPC terrassebord): typer, størrelser, installasjon
Polymer / kompositt terrassebord (WPC terrassebord): typer, størrelser, installasjon





Det eneste stedet der alt er klart, klart, forståelig, det viktigste er uten vann. Takk skal du ha!!!