Paano maghinang ng mga tubo na tanso
Ang ganap na pagtutubero o pag-init ng tanso ay bihirang ginagawa ngayon, ngunit ginagawa pa rin nila ito. Kung bibilangin mo ang bilang ng mga taon na maaaring maghatid ng tanso, lumalabas hindi lamang mura, ngunit napakamurang. Gayunpaman, ang materyal mismo ay hindi ang pinakamura, ngunit maaari kang makatipid sa pag-install - ang pag-brazing ng mga tubo na tanso ay hindi ang pinakamahirap na gawain sa mundo. Mayroong ilang mga patakaran at tampok, alam kung alin ang maaari mong makamit ang isang de-kalidad na koneksyon.
Ang nilalaman ng artikulo
Mga uri ng mga tubo na tanso at ang mga gamit nito
Mayroong dalawang uri ng mga tubo ng tanso sa merkado: ipinapasok at hindi kinukuha. Matapos ma-anneal, sumailalim sila sa karagdagang paggamot sa init - pinainit sila hanggang 600-700 ° C. Ang pamamaraang ito ay nagbabalik ng pagkalastiko sa materyal, na nawala sa panahon ng paghubog. Samakatuwid, ang mga nakadikit na tubo ay mas mahal, ngunit mas nababaluktot din - maaari nilang tiisin ang pagyeyelo ng tubig. Ang mga kawalan ng mga produktong ito ay may kasamang mas mababang lakas - bumababa ito dahil sa pag-init.

Mayroong iba't ibang mga tubo ng tanso
Ang mga hindi nakatagong tanso na tubo ay mas matibay, ngunit praktikal na hindi yumuko. Kapag namamahagi ng suplay ng tubig o pag-init, pinuputol ito, at lahat ng mga gripo ay ginawa gamit ang naaangkop na mga kabit.
Mayroong mga tubo na tanso na may magkakaibang kapal ng pader; ipinagbibili ang mga ito na may annealed sa mga bay na 25 at 50 metro, hindi kinukubli sa mga run ng 3 metro. Kung pinag-uusapan natin ang tungkol sa kadalisayan ng materyal, pagkatapos ay ayon sa GOST 859-2001, ang mga produkto ay dapat maglaman ng hindi bababa sa 99% na tanso.
Mga pamamaraan ng koneksyon
Kadalasan, ang mga tubo na tanso ay konektado gamit ang paghihinang at isang hanay ng mga espesyal na hugis na elemento - mga kabit. Mayroon ding mga kabit para sa pagsubok sa presyon. Mayroon silang mga uka na may goma na O-ring na nilagyan. Ang mga ito ay crimped na may mga espesyal na pliers. Ngunit ang teknolohiyang ito ay madalas na ginagamit - ang paghihinang ay itinuturing na mas maaasahan.

Mga kabit na crimp
Mayroong dalawang mga teknolohiya para sa mga nakakakuha ng tanso na mga tubo na gumagamit ng iba't ibang mga nagbebenta:
- Mababang temperatura - malambot na panghinang. Kaso ito lang tayo. Ang ganitong uri ng koneksyon ay ginagamit para sa pagtula ng mga tubo ng tubig at mga sistema ng pag-init na may isang katamtamang temperatura na nagtatrabaho hanggang sa 110 ° C. Ang mababang temperatura ay isang kaugnay na term. Sa brazing zone, ang mga materyales ay pinainit hanggang 250-300 ° C.
- Mataas na temperatura brazing. Ang ganitong uri ng koneksyon ay ginagamit sa mga network na may mataas na presyon at temperatura ng dinadala na daluyan. Sa mga network ng sambahayan - bihira (kahit na walang nagbabawal), mas madalas sa mga pang-industriya.
Anong uri ng mga brazing copper pipes ang gagamitin na iyong pinili. Ang parehong uri ay angkop para sa parehong pagtutubero at pag-init. Ngunit ang mataas na temperatura ay nangangailangan ng isang propesyonal na tanglaw, habang ang malambot na panghinang ay maaaring matunaw kahit na may isang blowtorch o isang murang kamay na sulo na may isang maliit na lata na gas. Para sa koneksyon ng maliit na diameter na mga tubo ng tanso, higit pa ang hindi kinakailangan.
Mga uri ng mga fittings ng solder na tanso
Sa pangkalahatan, mayroong higit sa dalawang dosenang iba't ibang mga hugis na elemento para sa mga tubo na tanso - mga kabit, ngunit tatlong uri ang madalas na ginagamit:
- mga pagkabit - para sa pagkonekta ng dalawang tubo;
- sulok - para sa pag-on;
- tees - upang lumikha ng mga sanga sa pipeline.

Mga Coupling para sa mga nakakakuha ng tanso na mga tubo

Ang bilang ng mga kabit na ginamit ay maaaring mabawasan - ang tanso ay maaaring baluktot, na binabawasan ang bilang ng mga kinakailangang sulok. Gayundin, kung nais mo, maaari mong gawin nang walang mga pagkabit: ang isang dulo ng mga tubo ay maaaring mapalawak (gamit ang isang expander) upang mapasok ito ng tubo at mayroong puwang para makarating doon ang solder (mga 0.2 mm). Kapag lumilikha ng isang extension, ang mga tubo ay dapat na mag-overlap ng hindi bababa sa 5 mm, ngunit mas mahusay - higit pa.
Ano ang mahirap gawin nang walang tees. Mayroong kagamitan para sa pag-tap sa isang liko - isang beveler, ngunit kabilang ito sa propesyonal at nagkakahalaga ng malaki. Kaya't sa kasong ito mas mura at mas madaling makayanan ng mga tee.

Mayroong mga kabit para sa mga nakakakuha ng tanso na mga tubo na may brazed solder
Mayroong dalawang uri ng mga kabit - maginoo, na may mga socket na nagbibigay ng kinakailangang clearance para sa daloy ng solder. Ang solder ay ipinakain sa welding zone nang manu-mano. Mayroong mga kabit na may naka-embed na panghinang. Pagkatapos ang isang uka ay nabuo sa socket, kung saan, sa panahon ng paggawa, naka-install ang isang piraso ng panghinang, na ginagawang mas madali ang proseso ng paghihinang - kailangan mo lamang na painitin ang welding zone, ngunit hahantong ito sa pagtaas ng halaga ng mga kabit.
Mga Consumable at tool
Bilang karagdagan sa mga tubo at fittings, kakailanganin mo rin ng isang sulo, panghinang at pagkilos ng bagay para sa paghihinang mismo. At pati na rin ang isang tubo ng tubo at ilang kaugnay na maliliit na bagay para sa pagproseso bago simulan ang trabaho.

Brush para sa paglilinis ng mga kabit mula sa loob
Panghinang at pagkilos ng bagay
Ang pag-Brazing ng mga tubo na tanso ng anumang uri ay nangyayari gamit ang pagkilos ng bagay at panghinang. Ang solder ay isang haluang metal na karaniwang batay sa lata na may isang tiyak na natutunaw, ngunit laging mas mababa kaysa sa tanso. Pinakain ito sa soldering zone, nagpapainit hanggang sa isang likidong estado at dumadaloy sa magkasanib na. Pagkatapos ng paglamig, nagbibigay ito ng isang masikip at malakas na koneksyon.
Para sa mga amateur na paghihinang ng mga tubo ng tanso gamit ang kanilang sariling mga kamay, ang mga nagbebenta batay sa lata na may pagdaragdag ng pilak, bismuth, antimony, tanso ay angkop. Ang mga komposisyon na may pagdaragdag ng pilak ay isinasaalang-alang na pinakamahusay, ngunit ang mga ito ang pinakamahal, ang pinakamainam na mga kasama ng isang karagdagan ng tanso. Mayroon ding mga lead additives, ngunit hindi ito dapat gamitin para sa pagtutubero. Ang lahat ng mga uri ng solder na ito ay nagbibigay ng mahusay na kalidad ng hinang at madaling paghihinang.

Flux at panghinang ay kinakailangang maubos
Ang soft solder ay ibinebenta sa maliliit na spool, hard solder sa mga bundle, pinutol.
Bago ang simula ng paghihinang, ang pinagsamang ay ginagamot sa pagkilos ng bagay. Ang isang pagkilos ng bagay ay isang likido o pasty na ahente na nagbibigay-daan sa tinunaw na solder na dumaloy sa magkasanib na. Walang pipiliin dito: anumang pagkilos ng bagay para sa tanso ang magagawa. Gayundin, kailangan mo ng isang maliit na brush upang mailapat ang pagkilos ng bagay. Mas mahusay - na may natural na bristles.
Burner
Para sa mga application ng malambot na panghinang, maaari kang bumili ng isang maliit na sulo ng kamay na may isang disposable gas can. Ang mga silindro na ito ay nakakabit sa hawakan at may dami ng 200 ML. Sa kabila ng maliit na laki nito, ang temperatura ng apoy ay mula sa 1100 ° C at mas mataas, na higit sa sapat upang matunaw ang malambot na panghinang.
Ang dapat mong bigyang pansin ay ang pagkakaroon ng isang piezo ignition. Ang pagpapaandar na ito ay hindi kalabisan - mas madali itong magtrabaho. Mayroong isang balbula sa hawakan ng manu-manong gas burner. Kinokontrol nito ang haba ng apoy (rate ng daloy ng gas). Ang parehong balbula ay pinapatay ang gas kung ang burner ay kailangang patayin. Ang kaligtasan ay natiyak ng isang check balbula, kung saan, sa kawalan ng apoy, papatayin ang suplay ng gas.

Kamay ng sulo para sa mga nakakakuha na mga tubo ng tanso
Ang ilang mga modelo ay may isang deflector ng apoy. Pinipigilan nito ang apoy mula sa pagkalat, lumilikha ng isang mas mataas na temperatura sa soldering zone. Salamat dito, pinapayagan ka ng burner na may isang reflector na magtrabaho sa mga pinaka-hindi maginhawang lugar.
Kapag nagtatrabaho sa mga modelo ng sambahayan at semi-propesyonal, kailangan mong mag-ingat - huwag labis na pag-init ang yunit upang ang plastik ay hindi matunaw. Samakatuwid, ito ay hindi nagkakahalaga ng pagganap ng maraming mga rasyon sa bawat oras - mas mahusay na hayaan ang kagamitan na cool down at ihanda ang susunod na koneksyon sa oras na ito.
Mga nauugnay na materyales
Upang maputol ang mga tubo ng tanso, kailangan mo ng isang pamutol ng tubo o isang hacksaw na may isang talim ng metal. Ang hiwa ay dapat na mahigpit na patayo upang matiyak ang pamutol ng tubo. At upang magarantiyahan ang isang makinis na hiwa gamit ang isang hacksaw, maaari kang gumamit ng isang regular na kahon ng karpinter ng karpintero.

Pamutol ng tubo
Kapag naghahanda ng mga tubo, dapat silang malinis. Para sa mga ito, may mga espesyal na metal na brush at brush (para sa paglilinis sa panloob na ibabaw), ngunit maaari kang makadaan sa papel de liha na may daluyan at pinong butil.
Upang alisin ang mga burr mula sa pagbawas, may mga beveler.Ang tubo na nagtrabaho sa kanila ay mas umaangkop sa angkop - ang socket nito ay isang maliit na bahagi lamang ng isang millimeter na mas malaki kaysa sa panlabas na diameter. Kaya't ang kaunting paglihis ay humahantong sa mga paghihirap. Ngunit, sa prinsipyo, ang lahat ay maaaring matanggal sa papel de liha. Mas magtatagal lang ito.
Maipapayo din na magkaroon ng mga baso sa kaligtasan at guwantes. Karamihan sa mga do-it-yourselfers ay pinapabayaan ang mga hakbang sa kaligtasan, ngunit ang pagkasunog ay lubos na nakakabigo. Ito ang lahat ng mga materyales at tool na kinakailangan upang maghinang ng mga tubo na tanso.
Hakbang-hakbang na teknolohiyang paghihinang ng tanso
Nagsisimula ang mga bricking piping na tubo sa paghahanda ng pinagsamang. Ang pagiging maaasahan ng koneksyon ay nakasalalay sa kalidad ng paghahanda, samakatuwid, maglaan ng sapat na oras at pagsisikap sa prosesong ito.
Ang mga bricking na tubo na tanso ay binubuo ng maraming yugto
Inihahanda ang koneksyon
Tulad ng nabanggit na, ang hiwa ng tubo ay dapat na mahigpit na patayo, nang walang mga burr, ang tubo ay hindi dapat ma-jam, ang gilid ay dapat na pantay at makinis. Kung mayroong kahit maliit na mga paglihis, kumukuha kami ng isang beveller o papel ng liha at dalhin ang hiwa sa perpekto.

Kinakailangan na alisin ang oxidized layer
Susunod, kinukuha namin ang angkop, ipasok ang tubo dito. ang bahagi na pumapasok sa socket ay nangangailangan ng paglilinis. Kinukuha namin ang tubo at ginagamit ang liha upang alisin ang itaas na oxidized layer mula sa bahaging ito ng tubo. Pagkatapos ay isinasagawa namin ang parehong operasyon sa panloob na ibabaw ng kampanilya.
Flux application
Ang pagkilos ng bagay ay inilapat sa buong nalinis na ibabaw - sa labas ng tubo at sa loob ng angkop. Walang mga paghihirap - ang komposisyon ay pantay na ibinahagi sa isang brush.

Flux application
Paghihinang
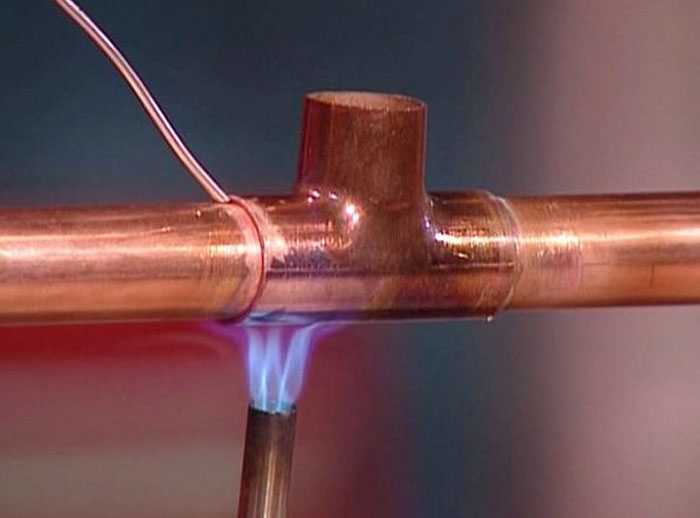
Ang mga naprosesong mga fragment ng pipeline ay ipinasok sa isa't isa at naayos. Kung mayroong isang katulong, maaari niyang hawakan ang mga bahagi nang hindi gumagalaw. Kung hindi, kakailanganin mong mag-ipon ng sarili. Pagkatapos ang burner ay pinapaso, ang apoy ay nakadirekta sa kantong. Ang temperatura ng apoy ay mula sa isang libong degree at mas mataas, at kinakailangan na painitin ang kantong hanggang sa 250-300 ° C, at tumatagal ng 15-25 segundo. Sa parehong oras, maaari kang tumuon sa kulay ng pagkilos ng bagay - sa lalong madaling madilim, oras na upang mag-iniksyon ng panghinang.
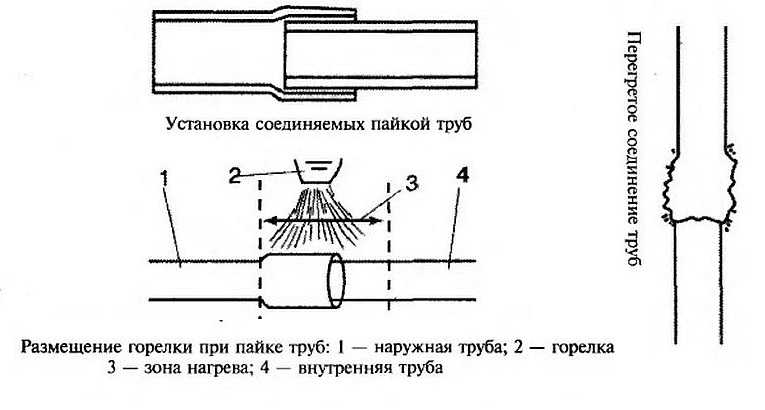
Ang tamang lokasyon ng burner kapag naghihinang ng mga tubo na tanso gamit ang iyong sariling mga kamay
Upang matiyak ang pare-parehong pag-init, idirekta ang apoy ng burner sa gitna ng magkasanib na. Pagkatapos ang buong welding zone ay pinainit nang mas pantay.

Ang mga panghinang na tubo na tanso na may malambot na panghinang
Ang panghinang ay na-injected sa magkasanib - kung saan sumasama ang angkop at ang tubo. Habang umiinit ito, nagsisimula itong matunaw, kumalat at punan ang agwat sa pagitan ng mga elemento. Maaari itong mailapat kalahati lamang ng haba - kapag natutunaw ito, dumadaloy ito sa natitirang koneksyon. Sa totoo lang, iyon lang - tapos na ang pagpapakamatay ng mga tubo na tanso. Ang lahat ng iba pang mga koneksyon ay gumagawa ng pareho.
Kapag gumagamit ng matapang na panghinang, ang lahat ay halos pareho, iba pang pagkasunog ang ginagamit - mga gas-flame, at sa panahon ng proseso ng paghihinang kinakailangan na buksan ang tubo, paikot-ikot ang pinalambot na solder sa tubo.
-
 Mga modular na bahay mula sa mga lalagyan ng block: mga uri, tampok sa pagmamanupaktura at mga pagpipilian sa layout
Mga modular na bahay mula sa mga lalagyan ng block: mga uri, tampok sa pagmamanupaktura at mga pagpipilian sa layout
-
 Mga bahay mula sa mga lalagyan sa pagpapadala: mga pagpipilian sa konstruksyon, layout
Mga bahay mula sa mga lalagyan sa pagpapadala: mga pagpipilian sa konstruksyon, layout
-
 Mga uri ng mga kahoy na beam para sa sahig, pagkalkula ng haba, pag-install
Mga uri ng mga kahoy na beam para sa sahig, pagkalkula ng haba, pag-install
-
 Mga mobile na bahay para magamit sa buong taon
Mga mobile na bahay para magamit sa buong taon
-
 Polymer / composite decking (WPC decking): mga uri, laki, pag-install
Polymer / composite decking (WPC decking): mga uri, laki, pag-install





Ang tanging site kung saan ang lahat ay malinaw, malinaw, naiintindihan, ang pangunahing bagay ay walang anumang tubig. Salamat!!!