Kuinka valmistaa sähköhitsauksella
Yksityisessä talossa, maalaistalossa, autotallissa ja jopa asunnossa on kaikkialla monia työpaikkoja, jotka vaativat metallihitsausta. Tämä tarve tuntuu erityisen voimakkaasti rakennusprosessin aikana. Täällä sinun on erityisen usein kokattava tai leikattava jotain. Ja jos pystyt silti katkaisemaan sen hiomakoneella, metalliosia ei voida liittää luotettavasti paitsi hitsaamalla. Ja jos rakentaminen tapahtuu käsin, hitsaus voidaan tehdä itsenäisesti. Varsinkin paikoissa, joissa sauman kauneutta ei vaadita. Tässä artikkelissa kerromme sinulle, miten ruoanlaitto hitsataan oikein.
Artikkelin sisältö
Sähköhitsauksen perusteet
Hitsatut metalliliitokset ovat nykyään luotettavimpia: palat tai osat sulautuvat yhdeksi kokonaisuudeksi. Tämä tapahtuu korkeille lämpötiloille altistumisen seurauksena. Suurin osa nykyaikaisista hitsauskoneista käyttää sähkökaarta metallin sulattamiseen. Se lämmittää kärsivän alueen metallin sulamispisteeseen, ja tämä tapahtuu pienellä alueella. Koska käytetään sähkökaarta, hitsausta kutsutaan sähkökaareksi.

Tämä ei ole aivan oikea tapa hitsata)) Ainakin tarvitset naamio
Sähköhitsauksen tyypit
Sähkökaari voidaan muodostaa sekä tasa- että vaihtovirralla. Hitsausmuuntajat keitetään vaihtovirralla, invertterit tasavirralla.
Muuntajan kanssa työskenteleminen on monimutkaisempaa: virta vaihtelee, joten hitsattu kaari "hyppää", itse laite on raskas ja hankala. Vielä paljon ärsyttävää melua, joka säteilee käytön aikana ja valokaari ja itse muuntaja. On vielä yksi häiriö: muuntaja "saggaa" voimakkaasti verkkoa. Lisäksi on olemassa merkittäviä jännitepiikkejä. Naapurit eivät ole kovin onnellisia tästä tilanteesta, ja kodinkoneesi saattavat kärsiä.
Taajuusmuuttajat toimivat pääasiassa 220 V: n verkosta, mutta samalla niiden mitat ja paino ovat pienet (noin 3-8 kg), ne toimivat hiljaa eikä niillä ole juurikaan vaikutusta jännitteeseen. Naapurit eivät edes tiedä, että olet aloittanut hitsauskoneen käytön, elleivät he näe. Koska valokaari johtuu tasavirrasta, se ei hyppää, sitä on helpompi sekoittaa ja hallita. Joten jos päätät oppia hitsaamaan metallia, aloita hitsausinvertterillä. Lue invertterihitsauskoneen valinnasta täältä.
Hitsaustekniikka
Sähkökaaren esiintyminen edellyttää kahta johtavaa elementtiä, joilla on vastakkaiset varaukset. Yksi on metallikappale ja toinen on elektrodi.
Manuaaliseen valokaarihitsaukseen käytetyt elektrodit ovat metallisydän, joka on peitetty erityisellä suojayhdisteellä. On myös grafiitti- ja hiili-ei-metallisia hitsauselektrodeja, mutta niitä käytetään erikoistyöhön, eivätkä ne todennäköisesti ole hyödyllisiä aloitteleville hitsaajille.
Kun elektrodi ja metalli, joilla on erilainen napaisuus, koskettavat, tapahtuu sähkökaari. Sen ulkonäön jälkeen paikassa, johon se on suunnattu, osan metalli alkaa sulaa. Samanaikaisesti elektroditangon metalli sulaa ja siirtyy valokaaren kanssa sulamisalueelle: hitsattuun altaaseen.
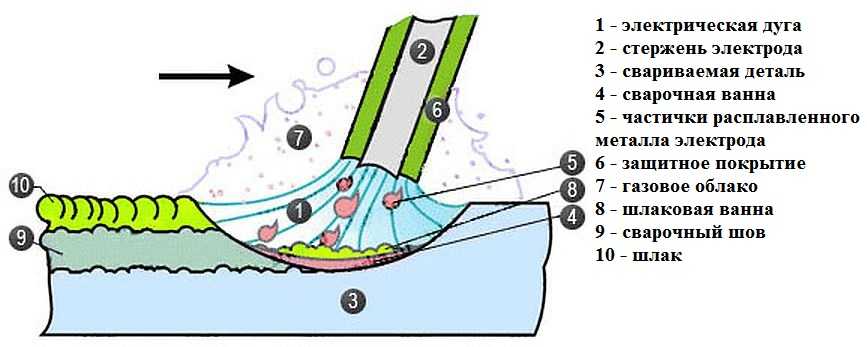
Kuinka hitsisulake muodostuu. Jos et ymmärrä tätä prosessia, et ymmärrä kuinka keittää metallia oikein (Jos haluat lisätä kuvan kokoa, napsauta sitä hiiren kakkospainikkeella)
Prosessissa suojapinnoite palaa myös osittain sulamalla, osittain haihtumalla ja päästämällä tietyn määrän hehkuvia kaasuja. Kaasut ympäröivät hitsisulaa ja suojaavat metallia vuorovaikutukselta hapen kanssa. Niiden koostumus riippuu suojapinnoitteen tyypistä.Sula kuona peittää myös metallin, mikä auttaa pitämään sen lämpötilan. Oikean hitsauksen varmistamiseksi on huolehdittava siitä, että kuona peittää hitsialtaan.
Hitsaus saadaan siirtämällä kylpyamme. Ja se liikkuu, kun elektrodi liikkuu. Tämä on hitsauksen koko salaisuus: sinun täytyy siirtää elektrodia tietyllä nopeudella. On myös tärkeää valita tarvittavasta liitäntätyypistä oikein sen kaltevuuskulma ja virtaparametrit.
Metallin jäähtyessä siihen muodostuu kuonakuori - suojakaasujen palamisen seurauksena. Se suojaa metallia myös kosketukselta ilmassa olevan hapen kanssa. Jäähdyttämisen jälkeen se vasaroidaan vasaralla. Tällöin kuumat palaset lentävät pois, joten silmien suojaus on tarpeen (käytä erityisiä lasit).
Noin, kuinka tehdä brazier sylinteristä tai tynnyristä, voit lukea täältä... Harjoittele vain.
Kuinka oppia kokkaamaan hitsaamalla
Kaikki alkaa työpaikan valmistelusta. Sähköhitsauksessa on kiinnitettävä erityistä huomiota turvallisuuteen: sekä sähköstä että korkeista lämpötiloista voi aiheutua loukkaantumisia. Siksi ota valmistelu vakavasti.
Ruoan oppiminen sähköhitsauksella on helpompaa paksulle metallikappaleelle: on parempi harjoitella sitä. Hänen ja hitsauskoneen lisäksi tarvitset leggingsit (paksut käsineet) ja hitsaajan naamio... Tarvitset myös tiukat vaatteet, jotka suojaavat koko kehoa, tukevat kengät paksusta nahasta. Niiden on kestettävä kipinöitä ja kuonaa. Tarvitset myös vasaran ja metalliharjan kuonan kaatamiseksi. Silmien suojaamiseksi tarvitset lasit.
Kuinka kytkeä elektrodi
Aloittelijoiden hitsaustyö on helpompaa suorittaa, jos otat universaalielektrodin, jonka halkaisija on 3 mm (tarkalleen 3,2 mm). Ne ovat kalliimpia, mutta niiden kanssa on helpompaa työskennellä. Kun olet oppinut valmistamaan metallia, voit kokeilla halvempia, mutta on parempi aloittaa näistä.
Elektrodi työnnetään pidikkeeseen, joka on kiinnitetty yhteen hitsauskaapeleista. Puristimia on kahta tyyppiä - jousi ja ruuvi. Jos elektroditeline on jousikuormitettu, paina kahvassa olevaa painiketta ja työnnä elektrodi näkyviin tulevaan pistorasiaan. Ruuvipuristimella kahva pyörii. Irrota se, aseta elektrodi paikalleen ja kiinnitä se. Joka tapauksessa hänen ei pitäisi porrastaa. Asentamalla elektrodi, voit liittää kaapelit.
DC-hitsaajalla on kaksi lähtöä, positiivinen ja negatiivinen. Hitsauskaapeleita on myös kaksi:
- toinen päättyy metallikiinnikkeeseen - kiinnitetty osaan;
- toinen on elektroditeline.
Mikä napaisuus liitetään hitsaukseen, riippuu työn tyypistä. Jos puhumme inverttereistä, niin plus liitetään useammin osaan ja miinus syötetään elektrodiin. Tätä vaihtoehtoa kutsutaan suoraksi napaisuudeksi. Mutta on luettelo teoksista, joissa käytetään käänteistä napaisuutta: miinus - osaan, plus - elektrodiin (esimerkiksi ruostumattoman teräksen hitsaamiseen).

Hitsausinvertterin liitännän napaisuus eteen- ja taaksepäin
Suora napaisuus parantaa metallin lämmitystä, mikä on välttämätöntä useimmille liitännöille. Tämä johtuu siitä, että elektronit siirtyvät negatiivisesti varautuneesta napasta - suoralla napaisuudella, tämä on elektrodi - osan positiiviseen. Samalla ne siirtävät lisäksi energiansa metalliin nostamalla sen lämpötilaa.
Aloita hitsaus: lyö kaari
Olemme selvittäneet, kuinka elektrodi kytketään invertteriin. Nyt kuinka sytyttää kaari. Se syntyy elektrodin ja osan suorasta kosketuksesta. On olemassa kaksi tapaa:
- näyttävä;
- napauttamalla.
Nimen mukaan kaikki on selvää: yhdessä tapauksessa sinun on ajettava elektrodi saumaa pitkin (niin että jälkiä ei ole jäljellä), toisessa osuma osuma elektrodin kärjellä useita kertoja.
Kun elektrodi on uusi, sen kärki paljastuu, sytytys on helppoa. Jos se oli jo toiminnassa, tangon ympärille muodostui muutaman millimetrin suojapinnoite.Tämä pinnoite on poistettava lyömällä osaa kärjellä useita kertoja.
Molempia sytytysmenetelmiä käytetään, tässä kaikki valitsevat mukavan. Tämä on ensimmäinen taito, joka sinun on hallittava, jos haluat oppia käyttämään sähköhitsausta.
Joten otat muutaman elektrodin, paksun metallikappaleen ja yrität sytyttää kaaren. Heti kun saat sen oikein, voit siirtyä seuraavaan harjoitteluvaiheeseen.
Elektrodin kallistus
Elektrodin pääasento on kallistettu hieman itseensä päin - kulmassa 30 ° - 60 ° (katso kuva). Kaltevuuden arvo valitaan tarvittavan hitsin ja asetetun virran mukaan. Ne ohjaavat hitsatun altaan kuntoa.
Ensimmäistä asentoa kutsutaan "takakulmaksi". Tällöin kylpy ja sulakuona liikkuu elektrodin kärjen takana. Sen kallistuskulman ja liikkumisnopeuden tulisi olla sellaiset, että kuonalla olisi aikaa peittää sula metalli. Tässä asennossa saamme metallin lämmityksen erittäin syvälle.
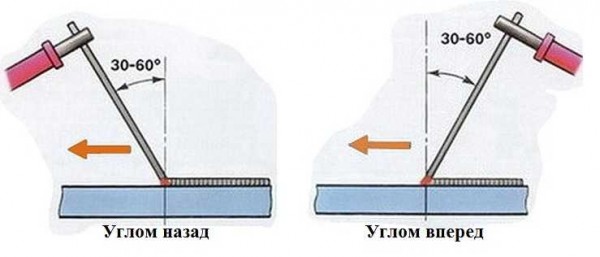
Manuaalinen kaarihitsaustekniikka: elektrodin kulma eteenpäin ja taaksepäin
On tilanteita, joissa metallia ei tarvitse lämmittää voimakkaasti. Sitten kallistuskulma muuttuu päinvastaiseksi, sauma ja kylpy "vetävät" elektrodin taakse. Tässä tapauksessa lämmityssyvyys on minimaalinen.
Elektrodin liikkeet
Vastaus kysymykseen "miten ruoanlaitto sähköhitsauksella" on yksinkertainen: sinun on hallittava hitsattua altaaa. Tätä varten on välttämätöntä pitää elektrodi 2-3 mm: n etäisyydellä metallipinnasta ja hallita hitsisulan kuntoa ja kokoa. Tässä on hitsaajan taito.
Vaikeus on siinä, että joudut hallitsemaan useita parametreja samanaikaisesti:
- liikuta elektrodia yhtä kuvassa näkyvistä reiteistä,
- kun se palaa, laske se hieman matalammaksi pitäen vakio 2-3 mm: n etäisyys;
- valvoa hitsialtaan kokoa ja kuntoa kiihdyttämällä tai hidastamalla elektrodin liikettä;
- noudata sauman suuntaa.
Elektrodikärjen liikkeet on esitetty kuvassa. Niiden, jotka haluavat oppia sähköhitsauksen kotikäyttöön, ei tarvitse hallita niitä kaikkia, mutta tarvitset kaksi tai kolme liikettä: erilaisiin tilanteisiin, saumat ja metallit.
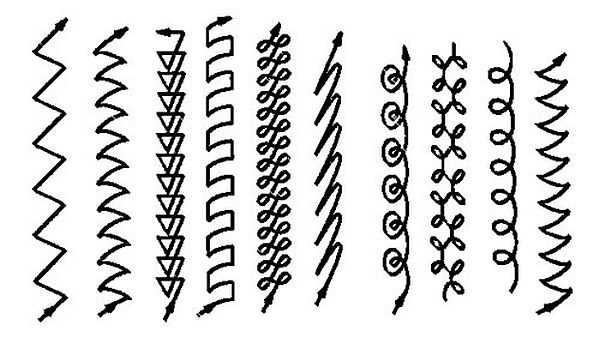
Toinen manuaalisen kaarihitsaustekniikan elementti: elektrodin kärjen on liikkuttava yhtä näistä radoista (tai vastaavaa)
Kuinka oppia kokata sähköhitsauksella? Harjoittele liikkeitä paksulla metallikappaleella. Sitten ei käy ilmi, että saumat, vaan rullat. Tämä vaihe on ensimmäinen vaihe. Siinä hallitset hitsaajan perustaidot: opi hallitsemaan etäisyyttä elektrodin kärjestä osaan ja samalla liikuttamaan sitä tietyllä radalla, seuraamaan hitsattua altaaa ja siinä olevaa kuonaa.
Tätä varten ota paksu metalli, piirrä viiva siihen liidulla: sille on asetettava rulla. Sytytä valokaari ja ala hallita liikkeitä oppimalla samalla hallitsemaan kylpyamme. Et onnistu ensimmäisellä, eikä edes kymmenennellä kerralla. Käytät todennäköisesti kymmenkunta elektrodia. Kun manuaalisen kaarihitsauksen tekniikka on laadittu: tela on tasainen, sen leveys ja korkeus ovat vakiot (tai melkein), voit yrittää liittää osat.

Sinun pitäisi hankkia samanlaisia teloja. Joten voit oppia kokata oikein elektrodihitsauksella.
Kuinka tehdä huvimaja metallikehykselle, lue tämä artikkeli, ja tässä se kuvataan navetan rakentaminen metallirungolle.
Kuinka hitsata metalli oikein
Oppiminen pitämään elektrodi oikein ja siirtämään kylpyamme ei riitä hyvään tulokseen. Sinun on tiedettävä joitain liitettyjen metallien käyttäytymisen hienovaraisuuksia. Ja erikoisuus on siinä, että sauma "vetää" yksityiskohdat, minkä vuoksi ne voivat olla vääristyneitä. Tämän seurauksena tuotteen muoto voi olla hyvin erilainen kuin aiottu.
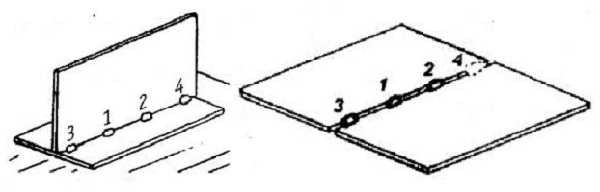
Sähköhitsaustekniikka: Ennen sauman aloittamista osat on liitetty nippuihin - lyhyet saumat, jotka sijaitsevat 80-250 mm: n etäisyydellä toisistaan
Siksi osat kiinnitetään ennen töitä kiinnikkeillä, siteillä ja muilla laitteilla.Lisäksi tehdään nastoja - lyhyitä poikittaisia saumoja, jotka on asetettu muutaman kymmenen senttimetrin jälkeen. Ne pitävät osat yhdessä antaen tuotteelle muodon. Liitoksia hitsattaessa niitä levitetään molemmille puolille: näin kompensoidaan syntyvät jännitykset. Aloita hitsaus vasta hiljaisten valmistelutoimien jälkeen.
Kuinka valita hitsausvirta
On mahdotonta oppia valmistamaan sähköhitsausta, jos et tiedä kuinka asettaa virta. Se riippuu hitsattavien osien paksuudesta ja käytetyistä elektrodeista. Niiden riippuvuus on esitetty taulukossa.
Mutta manuaalisella valokaarihitsauksella kaikki on kytketty toisiinsa. Esimerkiksi jännite putosi verkossa. Taajuusmuuttaja ei yksinkertaisesti pysty tarjoamaan vaadittavaa virtaa. Mutta jopa näissä olosuhteissa on mahdollista työskennellä: voit siirtää elektrodia hitaammin saavuttaen hyvän lämpenemisen. Jos tämä ei auta, vaihda elektrodin liiketyyppi - kulkee saman paikan läpi useita kertoja. Toinen tapa on laittaa ohuempi elektrodi. Yhdistämällä kaikki nämä menetelmät voidaan saavuttaa hyvä hitsaus jopa näissä olosuhteissa.
Nyt tiedät kuinka kokata hitsaamalla. Jäljellä on taitojen selvittäminen. Valitse hitsauskone, osta elektrodit ja hitsausmaski ja aloita harjoittelu.
Tietojen yhdistämiseksi ja virheiden vähentämiseksi katso video-opetusohjelmaa hitsauksesta.










Artikkelin kirjoittaja on erittäin fiksu tyttö! On niin helppoa ja helppoa kertoa monimutkaisesta prosessista! Tämä on lahjakkuutta!
Kiitos! minulle, jolla ei ole kokemusta, artikkeli vastasi kaikkiin kysymyksiin
Kaikki on selvää, kaikki on kunnossa, mutta otin vain pidikkeen käsiini, kaikki on väärin ja kaikki tämä, sitten elektrodi ei syty, sitten se tarttuu, sitten poltan reiän.
Kirjoittaja kirjoittaa: - ”Sähkökaari voidaan muodostaa sekä tasa- että vaihtovirralla. Hitsausmuuntajat keitetään vaihtovirralla, invertterit tasavirralla. "
Tuon lukijoille selkeyden: hitsausvirran tyyppi on vaihteleva ja vakio. Muuntajaan perustuvan hitsauskoneen tuottama vaihtovirta ja tasavirta ovat yleensä raskaita ja hankalia. Tämän tyyppistä hitsauslaitetta, joka hitsataan tasavirralla, kutsutaan yleisesti hitsauksen tasasuuntaajaksi. Hitsauslaitteita, vaihtovirtaa, löytyy nykyään yhä vähemmän, koska valokaaren palamisen laatu ja hitsatun sauman laatu ovat merkittävästi huonompia kuin tasavirralla.
Uudentyyppiset hitsauskoneet ovat invertterilaitteita, jotka luovat tasavirran hitsaukseen. Ne erottuvat pienikokoisuudestaan, kevyydestään, sähköiskun suojajärjestelmästä ja niillä on erinomaiset indikaattorit hitsattavien elementtien nykyisen laadun ja saumojen muodostumisen suhteen.
Plussat: Swar. tasasuuntaaja - luotettavuus, kestävyys, helppo korjata jopa erikoistumattoman asiantuntijan toimesta. Invertteri - kompakti, monia asetuksia ja suojaus.
Haitat: Swar. tasasuuntaaja - koko, paino, suojan puute sähköiskulta (useimmiten), virran laatu on hieman heikompi kuin taajuusmuuttajissa. Invertteri - laitteen suhteellinen epäluotettavuus, korjaus on mahdollista vain erikoistuneissa paikoissa tai radioelektroniikan alan asiantuntijan toimesta.
Joten kaikki on selvää ja järkevästi kerrottu, että voit heti mennä ja alkaa harjoitella! Kirjoittaja SUPER !!!
Luokka. Kaikki on melko selvää. Kiitos, aion opiskella
Ennen sitä yritin muutama kerta ruoanlaittoa vaihtovirralla enkä ollut tyytyväinen työhöni, nyt tiedän missä virheeni oli 🙂
kiitos Kirjoittaja! :)
Kiitos paljon hyödyllistä tietoa! Toivon, että se auttaa minua oppimaan
Menin hitsaajaksi ja pidän ammatista, sitä enemmän tätä ammattia tarvitaan tulevaisuudessa
Joten on, mutta mielestäni miinus clem menee massaan, ts. Itse osaan ja plus sähkökäyttöiseen kiinnittimeen !!!! ?????