Elektrodien valinta hitsausinvertterille
Aloittelijalle elektrodin valinta voi olla ongelma: on yli kaksisataa tuotemerkkiä, joilla on erilaiset ominaisuudet, tarkoitukset ja ominaisuudet. Lisäksi noin 100 tuotemerkkiä soveltuu manuaaliseen valokaarihitsaukseen invertterikoneilla. On mahdotonta kertoa kaikista, kyllä, aluksi, se ei ole välttämätöntä. Seuraavaksi kuvataan lyhyesti päätyypit ja mitkä invertterihitsauksen elektrodit soveltuvat parhaiten aloittelijoille. Puhumme myös siitä, mikä halkaisija otetaan ja mikä virta asetetaan erikokoisten metallien hitsaamiseksi.
Artikkelin sisältö
Mikä on elektrodi ja mihin päällystetään
Elektrodi on metallilangan pala, joka on päällystetty erityisellä pinnoitteella. Hitsauksen aikana ydin sulaa valokaaren lämpötilasta. Samanaikaisesti pinnoite palaa ja sulaa, mikä luo suojaavan kaasupilven hitsausalueen - hitsatun altaan - ympärille. Se estää pääsyn happeen ilmassa. Seoksen polttamisen aikana osa siitä muuttuu nestemäiseksi ja peittää sulan metallin ohuella kerroksella suojaamalla sitä myös vuorovaikutukselta hapen kanssa. Joten pinnoite takaa hyvän hitsin laadun.
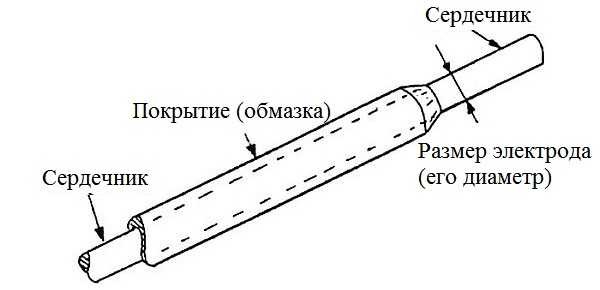
Hitsauselektrodi koostuu ytimestä ja suojapinnoitteesta
Ennen hitsauksen aloittamista kaikki elektrodit tarkastetaan: pinnoitteessa ei saa olla lastuja. Muuten et saavuta tasaista lämmitystä ja korkealaatuista saumaa. Kiinnitä huomiota myös elektrodin kärkeen: pinnoitteen paksuuden tulee olla sama kaikilta puolilta. Sitten kaari tulee ulos keskeltä. Muuten se siirtyy paikalleen. Kokeneille hitsaajille tämä ei ole pelottavaa, mutta aloittelijoille se voi aiheuttaa konkreettisia ongelmia.
Pinnoitteen kosteuspitoisuutta on seurattava. Jotkut heistä syttyvät erittäin huonosti korkeassa kosteudessa (esimerkiksi SSSI). Tällaisen päällysteen "kapriisisuuden" yhteydessä ne on varastoitava kuivassa paikassa, jos mahdollista, hermeettinen pakkaus. Voit laittaa laatikon pussiin ja laittaa sinne myös muutaman pussin suolaa, jotka ovat kenkälaatikoissa.
Älä osta märkiä elektrodeja: ne voidaan tietysti kuivata, mutta niiden ominaisuudet heikkenevät. Jos kuitenkin tapahtuu, että elektrodit ovat kosteita, ne voidaan kuivata tavallisessa kotitalousuunissa alhaisissa lämpötiloissa (ne on yleensä merkitty pakkaukseen). Toinen tapa on laittaa se kuivaan, hyvin ilmastoituun huoneeseen pitkäksi aikaa.

Elektrodien päällyste (suojapinnoite) on: emäksinen, rutiili, selluloosa ja hapan
Pinnoitetyypit ja niiden ominaisuudet
Pinnoitteita on vain neljää tyyppiä:
- Perus.
- Rutiili.
- Hapan.
- Selluloosa.
Perus- (SSSI) ja selluloosapinnoitteet soveltuvat vain tasavirtahitsaukseen. Niitä voidaan käyttää kriittisissä saumoissa: ne luovat vahvan, joustavan sauman, joka kestää iskuja.

Hitsauksessa on yli 200 tuotemerkkiä elektrodeja, noin 100 niistä voidaan käyttää manuaaliseen valokaarihitsaukseen
Kaksi muuta (rutiili ja hapan) - voivat toimia hitsattaessa vaihtovirralla ja tasavirralla. Hapan pinnoite on kuitenkin erittäin myrkyllinen: voit työskennellä sisätiloissa vain, jos työpaikalla on pakotettu syväys.
Rutiilipinnoitteella on vihertävä tai sininen sävy, elektrodit ovat helposti syttyviä. Ne syttyvät hyvin, vaikka taajuusmuuttajassa olisi pieni avoimen piirin jännite (pääpinnoitteen luotettavaan sytyttämiseen tarvitaan hyvä virtajänniteominaisuus, kuinka valita invertterihitsauskone, lue täältä.).Hitsaus rutiilielektrodeilla (MP-3) metalli tuskin roiskuu, mutta kuonaa on paljon eikä irtoaminen ole helppoa: on työskenneltävä vasaralla.
Saatat olla kiinnostunut miten hitsataan huvimaja metalliputkesta tai kuinka tehdä suojaan kehykselle putkesta.
Kuinka valita elektrodit invertterihitsaukseen
Ensinnäkin valitaan ytimen koostumus: sen on oltava samanlainen kuin hitsattava metalli. Kotitalouksissa käytetään yleisimmin rakenneteräksiä. Elektrodien tulisi olla samasta johdosta. Joskus sinun on vielä kypsennettävä ruostumatonta terästä. Tällöin ytimen on myös oltava valmistettu ruostumattomasta teräksestä, ja erittäin seosteräksisille ja kuumuutta kestäville teräksille se on valmistettu samoista ominaisuuksista.
Voit suorittaa kaikki kotitalous- tai rakennustyöt vain muutamalla tuotemerkillä:
- MP-3
- SSSI 13/55
- ANO 21
- OK 63.34
Monet ovat tunnustaneet ne parhaiksi aloittelijoiden elektrodeiksi, jotka toimivat invertterihitsauskoneet: on helpompaa työskennellä heidän kanssaan, samalla ne antavat sinun valmistaa korkealaatuisia saumoja myös ilman merkittävää kokemusta. Alla on niiden kulutustarvikkeiden ominaisuudet ja yleiset sovellukset, joita monet asiantuntijat pitävät hyvinä taajuusmuuttajan elektrodeina. Joka tapauksessa niitä suositellaan usein aloitteleville hitsaajille kokemuksen hankkimiseksi.
Rutiilipäällysteiset elektrodit MP 3

Kokeile taajuusmuuttajan käyttöä ANO 21 -elektrodeilla
Ne toimivat sekä vuorottelulla että tasavirralla, missä tahansa napaisuudessa. Lämpökäsittely on tarpeen ennen hitsausta: ne kalsinoidaan 120 ° C: ssa 40 minuutin ajan.
| Halkaisija, mm | Alempi elektrodiasento | Elektrodin pystyasento | Elektrodin sijainti yläpuolella |
|---|---|---|---|
| 2 | nykyinen vahvuus 50-90 A | virranvoimakkuus 50-70 A | nykyinen voimakkuus 70-90 A |
| 2,5 | virranvoimakkuus 60-110 A | nykyinen vahvuus 60-90 A | nykyinen vahvuus 80100 A |
| 3 | nykyinen vahvuus 90-140 A | nykyinen vahvuus 80-100 A | nykyinen vahvuus 100-130 A |
Ruostumattomasta teräksestä valmistetut elektrodit OK 63.34
Jos haluat hitsata ruostumatonta terästä, kokeile OK 63.34. Niitä voidaan käyttää myös rakenneteräksen keittämiseen. Tämä johtaa saumaan, jossa on matala aalto ja sujuva siirtyminen metallin pääpintaan. Kuonan määrä on pieni, se irtoaa helposti.
On hyvä kokata tällä elektrodilla pystysaumat metallissa 6-8 mm, kulkee ylhäältä alas. Sopii monikäyttöiseen päittäishitsaukseen. Toimii minkä tahansa napaisuuden tasa- ja vaihtovirralla, pienin avoimen piirin jännite - 60 V.

Hitsauselektrodit OK 63.34
Tarvitset myös maskin hitsausta varten. Ota työ helpottamaan työskentelyä kameleonttihitsausmaski.
Kuinka valita elektrodin halkaisija, miten se kytketään ja mikä asetetaan ampeeri
Elektrodimerkin valitseminen invertterille ei ole kaikki. Vaikka olisit päättänyt, jäljellä on ainakin kolme kysymystä:
- mitä elektrodin halkaisijaa käytetään hitsattaessa;
- mikä virta asetetaan;
- mihin lähtöön "+" tai "-" elektrodi kytketään.
Kaikki kunnossa. Aloitetaan siitä, mitä elektrodin halkaisijaa tarvitaan hitsaukseen. Yleensä on suositeltavaa noudattaa hitsattavien metallien paksuutta: pienillä paksuksilla elektrodi otetaan halkaisijaltaan samankokoisella metallilla. Jos hitsaat 3 mm paksua metallia, elektrodit ovat samankokoisia. Jos kypsennät jotain paksumpaa, ota 4 mm. Mutta aloittelijoille on vaikea työskennellä suurten elektrodien kanssa. Aloita hitsauksen hallitseminen metallin paksuudella 3-4 mm. Käytä tätä varten 3 mm elektrodeja tai kuten sanotaan "kolme".
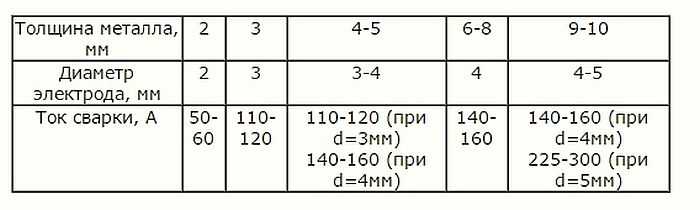
Yleiset suositukset elektrodin halkaisijan valitsemiseksi metallin paksuudesta riippuen
Tietoja siitä, mihin lähtöön elektrodit kytketään. Pakkauksen tekniset tiedot osoittavat todennäköisesti, mihin napaisuuteen elektrodi on tarkoitettu. Kun liität takaisin positiiviseen lähtöön, liitä elektrodi negatiiviseen napaan, joka on kiinnitetty osaan. Suoralla napaisuudella osaan istutetaan plus, elektrodiin kohdistetaan miinus. Kuinka se näyttää hitsausmuuntajassa, näkyy kuvassa.

Hitsausinvertterin liitännän napaisuus eteen- ja taaksepäin
Kuinka nämä kaksi yhteystyyppiä eroavat toisistaan? Elektronien virtauksella on eri suunta. Kuten tiedätte, elektronit siirtyvät "miinus": sta "plus": iin. Siksi hitsauksessa käy ilmi, että elementti, joka on kytketty "+": een, lämpenee enemmän. Liitäntätapoja vaihtamalla voit hallita metallilämmityksen voimakkuutta.
Tarkastellaan useita tilanteita. Sinulla on esimerkiksi 3 mm: n elektrodi ja 2 mm: n metalli. Jos osaan lisätään "+", seurauksena voi olla palaminen. Siksi tässä tapauksessa on parempi käyttää käänteistä napaisuutta, jossa elektrodi lämpenee enemmän. Jos haluat hitsata 6 mm metallia samalla tripletillä, on parempi tehdä tämä suoralla napaisuudella: näin metallin lämmitys on syvempää ja sauma kestävämpi.
Kuinka valita invertterikone, lue täältä... Saattaa kiinnostaa sinua aidan rakentaminen aaltopahvista.
Hitsausvirta
Yleensä elektrodia asennettaessa taajuusmuuttajan hitsausvirta asetetaan käytetyn elektrodin halkaisijan mukaan. Yleensä jokaisessa pakkauksessa on suosituksia, mutta voit tehdä ilman niitä: jokaista halkaisija millimetriä kohden ne ottavat 20-30 ampeeria virtaa. Osoittautuu melko laajaksi alueeksi, mutta sinun on silti otettava huomioon, miten sauma asetetaan: erotuksella tai ilman. Hitsausta varten ilman erotusta asetetaan pienemmät virrat, erotuksella - suurempi.
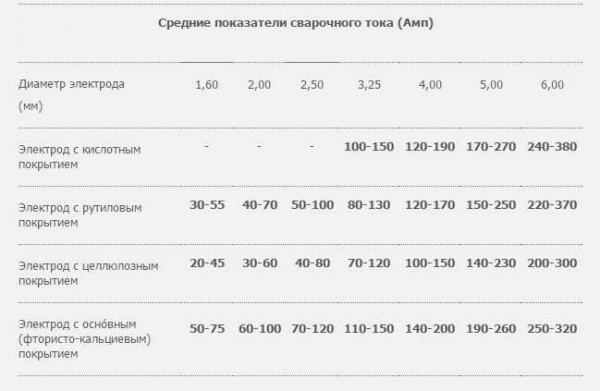
Mikä virta tulisi keittää eri elektrodeilla (yleiset suositukset, valitse tarkalleen empiirisesti)
Esimerkiksi halkaisijaltaan 3 mm olevalle elektrodille laskettu virta saadaan välillä 60 A - 90 A. Todellisuudessa ne toimivat alueella 30 - 140 ampeeria. Hitsaamalla ilman erotusta asetetaan 70-90 A: n virta, erotuksella - 90-120 A. Nämä parametrit voivat "kävellä" molempiin suuntiin: se riippuu myös elektrodikärjen liikkumisnopeudesta, hitsattavan teräksen merkistä ja "juoksevuudesta", sauman asennosta. (pysty- ja vaakasuoraan saumaan ne asettavat hieman vähemmän, kattoon - vielä vähemmän).
Yleensä jopa valmistajan suosittelemat virrat eivät ole kaukana vaatimuksesta. Aloita niistä ja valitse sitten niin, että sinulla on mukava työskennellä ja sauma osoittautuu hyväksi. Sinun pitäisi saada korkealaatuinen yhteys, ja valitset kokeellisesti nykyisen voiman ja liikkeen nopeuden suhteen. Ohjaa tällöin hitsisulan kuntoa. Hän on tärkein laatuindikaattorisi.
Noin kuinka kokata invertterihitsauksella lue täältä.

Hitsauksessa esiintyvät virheet
Nyt tiedät paitsi kuinka valita elektrodit taajuusmuuttajan hitsaukseen, myös kuinka yhdistää ne, minkä halkaisijan he tarvitsevat tähän työhön ja kuinka valita virta jokaiselle elektrodityypille ja saumalle. Puhutaan nyt vähän elektrodipidikkeistä.
Elektrodien pidikkeet
Yhdessä hitsauskaapeleista on pidike (pidike), johon hitsauselektrodi asetetaan. Ne ovat kahta tyyppiä:
- liipaisimen avulla elektrodi kiinnitetään niihin automaattisesti, kun jousikuormitteinen avain vapautetaan, se vapautetaan, kun sitä painetaan;
- kierteitetty - kahva on kiertynyt ja kiertämättä, mikä vapauttaa tai kiinnittää asetetun elektrodin sydämen.
Kumpi on parempi? Se on sinun tehtäväsi, mutta painamalla painiketta vahingossa, voit pudottaa elektrodin hitsauksen aikana. Tällä ei tapahdu mitään kauheaa, mutta se on epämiellyttävää ...
Elektrodipidikettä valittaessa on tärkeintä kiinnittää huomiota senhetkiseen vahvuuteen, jolle se on suunniteltu. Valitse hitsauslaitteellesi käytettävissä olevan parametrin mukaan.
Kuinka kaapeli liitetään hitsauselektrodin pidikkeeseen ruuvikiinnikkeellä, näkyy videossa.
Pyykkipidikepidikkeen haittana on, että ajan myötä elektrodisydintä puristava jousi löystyy, kosketus huononee. Meidän on laitettava uusi. Kuinka tehdä tämä pyykkipidikkeellä, katso video.
Elektrodipidikkeen liittäminen hitsausta varten ei ole vaikeaa. Varoituksia on vain yksi: usein käytettäessä hitsauskaapeli kuluu reunansa kanssa. Voit tietysti lyhentää kaapelia ja sulkea sen uudelleen, mutta et halua aina katkaista edes 10-20 cm.Tämän estämiseksi etsi letku, jonka sisähalkaisija on sama tai hieman pienempi kuin hitsatun kaapelin ulkohalkaisija. Leikkaa siitä pieni pala - 15 senttimetriä - ja leikkaa pituussuunnassa. Nyt se voidaan laittaa kaapeliin, vetää ylös ja kiinnittää siihen.










Hei. Hyvin kirjoitettu artikkeli, suora askel askeleelta erityyppisistä elektrodeista. Mitkä ovat kysyttyjä. Haluaisin lisätä itseltäni. Hieman. Ollakseni rehellinen, LEZ MP-3S -elektrodit eivät kypsennä huonosti eri asennoissa. Hitsausprosessi ei kuitenkaan ole pehmeää, vaan pikemminkin keskikovaa. Mutta LEZ ANO-21 -elektrodit kypsennetään pehmeämmin, ne syttyvät uudelleen paremmin. Mielestäni ei ole ammattilainen, vaan itseoppinut hitsaaja conclusions Johtopäätökseni ovat vain ulkopuolinen mielipide. Valmistan invertterihitsauskoneella Rilon Profi ARC 200 A.Suosittelen hitsausta aloittelijoille, jotka päättävät aloittaa hitsauksen
Yksinkertainen, helppokäyttöinen ja itseltään, eikä sitä repäisi jonnekin.
Neuvosto.
Lisää lause: "Pidin siitä, älä unohda sammuttaa mainosten estoa ja napsauttaa gogle + jne.".
Tällaisten sivustojen on nostettava luokitusta, ja monet lähtevät vain lukemisen jälkeen.
Hyvä artikkeli. Aloittelijoille tämä riittää. Invertteri, naamio, elektrodit ostetaan. Tarpeetonta metallia on myös saatavilla. Vain myymämme elektrodit ovat vain kiinalaisia. Kaikki kiehuvat, he eivät valita. Odotan viikonloppua, menen dachaan ja aloitan tämän artikkelin avulla harjoittelun.
Luin monia erilaisia artikkeleita. Tämä on yksi harvoista sisällöistä. Kiitos kirjailijalle.
Minulla on Fubag IQ 200 -laite, jonka elektrodit löysivät "Resanta" MR-3 3 mm.
Olen aloittelija.