Kuinka valmistaa ohut metalli
Ohuen metallin hitsaus on haaste jopa joillekin kokeneille hitsaajille. Hitsauksen aloittelijoille on yleensä vaikeaa. Säännöt eivät ole lainkaan samat kuin paksuja tuotteita hitsattaessa: on monia ominaisuuksia ja vaikeuksia, mikä vaikeuttaa tilojen ja elektrodien valitsemista. Tätä on helpompi tehdä puoliautomaattisilla hitsauslaitteilla, mutta ne ovat melko harvinaisia jokapäiväisessä elämässä, invertterit ovat paljon yleisempiä. Tässä puhumme ohuen metallin hitsaamisesta invertterillä.
Ja ensimmäinen vaikeus hitsattaessa pientä metallia on se, että sitä ei voida kuumentaa kovin paljon: se palaa, muodostuu reikiä. Siksi ne toimivat periaatteen mukaan "nopeammin, paremmin", eikä elektrodien liikkumisreiteistä puhuta ollenkaan. Ohut pelti hitsataan kulkemalla elektrodi yhteen suuntaan - saumaa pitkin ilman poikkeamia.

Hitsaamalla ohuita metalleja levyt ylikuumenevat ja taipuvat
Toinen vaikeus on, että sinun on työskenneltävä pienillä virroilla, ja tämä johtaa siihen, että kaari on tehtävä lyhyeksi. Pienellä erotuksella se vain sammuu. Valokaaren syttymisessä voi olla myös ongelmia, joten käytä laitteita, joilla on hyvät volttiampeerin ominaisuudet (avoimen piirin jännite yli 70 V) ja hitsausvirran sujuva säätö, joka alkaa 10 A: sta.
Toinen häiriö: voimakkaalla kuumennuksella ohuiden levyjen geometria muuttuu: ne taipuvat aaltoina. On erittäin vaikea päästä eroon tästä puutteesta. Ainoa vaihtoehto on yrittää olla ylikuumenematta tai poistamatta lämpöä (lue menetelmä lämpöä johtavista tyynyistä alla).
Hitsaamalla ohuita metallilevyjä, niiden reunat käsitellään ja puhdistetaan huolellisesti. Lika ja ruoste tekevät hitsaamisesta entistä ongelmallisempaa. Siksi kohdista ja puhdista kaikki huolellisesti. He asettavat lakanat hyvin lähelle toisiaan - ilman rakoa. Yksityiskohdat kiinnitetään kiinnikkeillä, kiinnikkeillä ja muilla laitteilla. Sitten osat kiinnitetään 7-10 cm välein lyhyillä saumoilla. Ne estävät osien siirtymisen ja ovat vähemmän todennäköisesti taipuneet.

Jos puhdistat reunat hyvin, saat hyvän sauman.
Kuinka valmistaa ohut metalli invertterillä
Tasavirtahitsauskoneet ovat hyviä, koska voimme hitsata päinvastaisessa järjestyksessä. Liitä kaapeli elektrodinpitimellä "+": iin ja kiinnitä "-" osaan. Tällä liitännällä elektrodi lämpenee enemmän ja metalli lämpenee minimaalisesti.
Noin, kuinka valita hitsausinvertteri kotiin tai mökille lue täältä.
Ruoanlaitto on välttämätöntä ohuimmilla elektrodeilla: 1,5 mm - 2 mm. Tässä tapauksessa sinun on valittava korkealla sulamiskertoimella: sitten myös pienillä virtauksilla sauma on korkealaatuista. Virta on asetettu pieneksi. 1,5 mm: n elektrodeilla sen tulisi olla noin 30-45 ampeeria, "kahdella" - 40-60 ampeeria. Todellisuudessa he toisinaan asettavat sen matalammalle: on tärkeää, että voit työskennellä.
| Metallin paksuus, mm | 0,5 mm | 1,0 mm | 1,5 mm | 2,0 mm | 2,5 mm |
|---|---|---|---|---|---|
| Elektrodin halkaisija, mm | 1,0 mm | 1,6 mm - 2 mm | 2 mm | 2,0 mm - 2,5 mm | 3 mm |
| Nykyinen vahvuus, A. | 10-20 ampeeria | 30-35 ampeeria | 35-45 mm | 50-65 mm | 65-100 mm |
Jotta metalli olisi vähemmän lämmitetty, osat sijoitetaan pystysuoraan tai ainakin kaltevaan suuntaan. Sitten he kypsentävät ylhäältä alas liikuttamalla elektrodin kärkeä tiukasti tähän suuntaan (taipumatta tai palaamatta). Kaltevuuskulma on kulma eteenpäin, kun taas sen arvo on 30-40 °. Joten metallin lämmitys on vähäistä, ja tämä on yksi tärkeimmistä tehtävistä ohuiden metallien hitsauksessa.
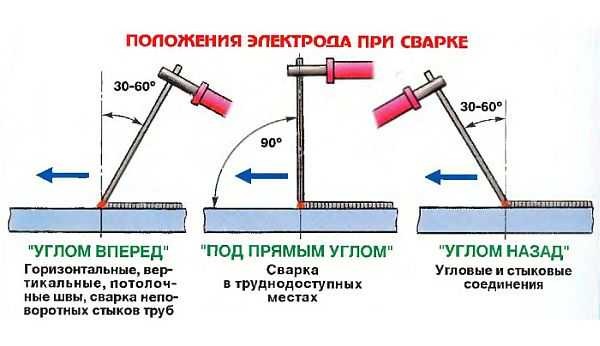
Hitsauselektrodien sijainnit ja niiden käyttö
Yleinen suositus elektrodien valinnasta ohuiden metallien hitsaamiseen: osta korkealaatuisia maahantuodut elektrodit tällaista työtä varten. Ongelmia on monta kertaa vähemmän.
Valmistus irtoa metallikehykselle, lue täältä.
Tekniikat ja menetelmät ohuiden metallilevyjen hitsaamiseksi
Joskus ohutlevyt on hitsattava kulmassa.Tässä tapauksessa on helpompaa käyttää laipoitusmenetelmää: levyn reunat taivutetaan vaadittuun kulmaan, kiinnitetään lyhyillä poikittaisilla saumoilla 5-10 cm välein. Sen jälkeen ne hitsataan kuten edellä mainittiin: jatkuvalla saumalla ylhäältä alas.
Video näyttää kuinka ohut metallilevy hitsataan elektrodilla hitsausinvertterillä. Käytetään laipoitusmenetelmää: osien reunat taitetaan takaisin, sitten ne tarttuvat useisiin paikkoihin lyhyillä saumoilla. Tätä seuraa hitsaus ohuella 2 mm paksulla elektrodilla.
Palamista ei aina voida välttää hitsattaessa ilman erottamista. Sitten voit yrittää rikkoa kaaren hetkeksi ja laskea sitten elektrodin uudelleen samaan paikkaan ja siirtää sitä vielä muutama millimetri. Joten, vetämällä ja palauttamalla kaari, ja kokki. Tällä menetelmällä käy ilmi, että metallilla on aikaa jäähtyä kaaren erotuksen aikana. Videossa näet, kuinka hitsauspaikan väri muuttuu elektrodin poistamisen jälkeen. Tärkeintä ei ole antaa metallin jäähtyä liikaa.
Ohutmetallin vetohitsaus on esitetty videon ensimmäisessä osassa. Liitostapa - päällekkäisyys (yksi osa menee toisen päälle 1-3 cm), käytetään rutiilipinnoitettua elektrodia (rakenteellisille ja vähän seosteräksille). Sitten näytetään ruostumattoman teräksen hitsaus pääpäällysteisellä ruostumattomalla elektrodilla ja lopulta rautametalliliitos hitsataan samalla ruostumattomasta teräksestä valmistetulla elektrodilla. Sauma muuten osoittautui laadukkaammaksi kuin suositeltuja elektrodeja käytettäessä.
Lue lisää elektrodien valinnasta hitsaus invertterikoneella tässä.
Jos ohutta metallia hitsattaessa ei tarvita jatkuvaa saumaa, käytetään pistehitsausta. Tällä pienikokoisella hitsausmenetelmällä nastat sijaitsevat lyhyellä etäisyydellä toisistaan. Tätä menetelmää kutsutaan keskeytetyksi saumaksi.

Näin katkonainen sauma näyttää ohuelta metallilta
Yleensä ohuen raudan hitsaus päästä päähän on vaikeaa. Päällekkäisyys on helpompaa: osat eivät ylikuumene niin paljon ja on vähemmän mahdollisuuksia, että kaikki "johtaa".
Lue hitsien ja liitosten tyypit täältä.
Kun hitsataan ohutta metallia päähän-päähän, voidaan levittää ohut lanka, jonka halkaisija on 2,5-3,5 mm, arkkien väliin (voit lyödä pinnoitteen vahingoittuneille elektrodeille ja käyttää niitä). Se on sijoitettu siten, että etupuolelta se on samassa tasossa metallipinnan kanssa ja väärältä puolelta se työntyy melkein puoleen halkaisijasta. Hitsauksessa kaari johdetaan tätä johtoa pitkin. Se vie päätermisen kuormituksen, ja hitsatut metallilevyt lämmitetään kehävirroilla. Samanaikaisesti ne eivät ylikuumene, eivät purkaudu, sauma on sileä, ilman ylikuumenemisen merkkejä. Langan poistamisen jälkeen on vaikea nähdä jälkiä sen läsnäolosta.

Näin sauma näyttää, kun hitsataan ohut metallinen takahitsaus alhaalta asetetulla lämpöä johtavalla langalla
Toinen tapa on laittaa kuparilevyt liitoksen alle. Kuparin lämmönjohtavuus on erittäin korkea - 7–8 kertaa suurempi kuin teräksen. Hitsauspaikan alle sijoitettu se poistaa merkittävän osan lämmöstä estäen metallin ylikuumenemisen. Tätä ohutmetallien hitsausmenetelmää kutsutaan "lämmön uppoamiseksi".
Lue täältä metallisen huvimajan hitsaus. Saatat olla kiinnostunut lukemaan kuinka tehdä kovempi kaasupullosta tai metalli-? Asia on välttämätön ja sopiva hitsauksen hallintaan.
Sinkitty hitsaus
Sinkitty teräs - sama ohut levy, vain peitetty sinkkikerroksella. Jos sinun on hitsattava se, sinun on poistettava tämä pinnoite kokonaan reunoista hitsausta varten teräksen puhdistamiseksi. On olemassa useita tapoja. Ensimmäinen on poistaa mekaanisesti: hiontapyörällä jauhimessa tai hiomakoneella, hiekkapaperilla ja metalliharjalla. On toinenkin tapa - palaa hitsaamalla. Tässä tapauksessa elektrodi kulkee kahdesti saumaa pitkin. Samanaikaisesti sinkki haihtuu (se haihtuu 900 ° C: ssa), ja sen höyryt ovat erittäin myrkyllisiä. Joten tämä työ voidaan suorittaa joko kadulla tai jos työpaikalla on liesituuletin.Jokaisen kierroksen jälkeen sinun on pudotettava virtaus.

On parempi hitsata sinkitty ulkopinnalle: sinkin haihduttaminen on erittäin haitallista
Sinkin täydellinen poistaminen alkaa varsinainen hitsaus. Hitsaettaessa galvanoituja putkia tarvitaan kaksi läpivientiä eri elektrodeilla hyvän sauman aikaansaamiseksi. Ensimmäinen sauma hitsataan rutiilipäällysteisillä elektrodeilla, esimerkiksi MP-3, ANO-4, OZS-4. Tässä tapauksessa värähtelyillä on hyvin pieni amplitudi. Tee yläsauma leveämmäksi. Se on suunnilleen yhtä suuri kuin kolme elektrodin halkaisijaa. Täällä on tärkeää olla kiire ja kiehua hyvin. Tässä kohdassa käytetään elektrodeja, joissa on peruspinnoite (esimerkiksi UONI-13/55, UONI-13/45, DSK-50).
Lue lisää elektrodien valinnasta invertterihitsausta varten täältä.









