Cara memasak logam nipis
Mengimpal logam nipis adalah cabaran walaupun bagi beberapa tukang las yang berpengalaman. Pemula kimpalan biasanya mempunyai masa yang sukar. Peraturan di sini sama sekali tidak sama dengan ketika mengimpal produk tebal: terdapat banyak ciri dan kesukaran, yang menjadikannya lebih sukar untuk memilih mod dan elektrod. Lebih mudah untuk melakukan ini dengan alat kimpalan semiautomatik, tetapi ia jarang berlaku dalam kehidupan seharian, penyongsang jauh lebih biasa. Di sini kita akan bercakap mengenai pengelasan logam nipis dengan penyongsang.
Kesukaran pertama ketika mengimpal logam dengan ketebalan kecil ialah ia tidak dapat dipanaskan dengan banyak: ia terbakar, lubang terbentuk. Oleh itu, mereka berfungsi mengikut prinsip "semakin cepat, lebih baik" dan kita sama sekali tidak membincangkan lintasan pergerakan elektrod. Logam kepingan nipis dikimpal dengan melewati elektrod ke satu arah - di sepanjang jahitan tanpa penyimpangan.

Semasa mengimpal logam nipis, kepingan terlalu panas dan bengkok
Kesukaran kedua ialah anda perlu bekerja pada arus rendah, dan ini membawa kepada fakta bahawa busur harus dibuat pendek. Dengan sedikit pemisahan, ia akan padam. Mungkin juga terdapat masalah dengan pencucuhan busur, oleh itu gunakan peranti dengan ciri voltan arus yang baik (voltan litar terbuka di atas 70 V) dan penyesuaian arus kimpalan yang lancar, yang bermula dari 10 A.
Satu lagi gangguan: dengan pemanasan yang kuat, geometri kepingan nipis berubah: mereka membengkokkan gelombang. Sangat sukar untuk menghilangkan kekurangan ini. Satu-satunya pilihan adalah dengan mencuba untuk tidak terlalu panas atau mengeluarkan haba (baca mengenai kaedah ini dengan pad pembuangan panas di bawah).
Apabila kepingan logam nipis yang dikimpal, tepinya diproses dan dibersihkan dengan teliti. Kehadiran kotoran dan karat akan menjadikan pengelasan menjadi lebih bermasalah. Oleh itu, selaraskan dan bersihkan semuanya dengan teliti. Mereka meletakkan cadar sangat dekat antara satu sama lain - tanpa jurang. Perincian diperbaiki dengan penjepit, penjepit dan peranti lain. Kemudian bahagian-bahagiannya diikat setiap 7-10 cm dengan jahitan pendek - tacks. Mereka menghalang bahagian bergerak dan cenderung tidak bengkok.

Sekiranya anda membersihkan tepi dengan baik, anda boleh mendapatkan jahitan yang baik.
Cara memasak logam nipis dengan penyongsang
Mesin kimpalan DC bagus kerana kita dapat mengimpal dengan kekutuban terbalik. Untuk melakukan ini, sambungkan kabel dengan pemegang elektrod ke "+", dan pasangkan "-" ke bahagian. Dengan sambungan ini, elektrod memanaskan lebih banyak, dan logam memanas minimum.
Mengenai, bagaimana memilih penyongsang kimpalan untuk kotej rumah atau musim panas yang dibaca di sini.
Anda perlu memasak menggunakan elektrod paling nipis: dari 1.5 mm hingga 2 mm. Dalam kes ini, anda perlu memilih dengan pekali lebur yang tinggi: maka walaupun pada arus rendah, jahitannya akan berkualiti tinggi. Arus diatur kecil. Untuk elektrod 1.5 mm, mestilah sekitar 30-45 ampere, untuk "dua" - 40-60 ampere. Pada kenyataannya, mereka kadang-kadang meletakkannya lebih rendah: penting agar anda dapat bekerja.
| Ketebalan logam, mm | 0.5 mm | 1.0 mm | 1.5 mm | 2.0 mm | 2.5 mm |
|---|---|---|---|---|---|
| Diameter elektrod, mm | 1.0 mm | 1.6 mm - 2 mm | 2 mm | 2.0mm - 2.5mm | 3 mm |
| Kekuatan semasa, A | 10-20 amper | 30-35 amper | 35-45 mm | 50-65 mm | 65-100 mm |
Untuk menjadikan logam kurang dipanaskan, bahagian-bahagiannya diletakkan dalam arah menegak atau sekurang-kurangnya condong. Kemudian masak dari atas ke bawah, gerakkan hujung elektrod dengan ketat ke arah ini (tidak memesong atau kembali). Sudut kecondongan adalah sudut ke hadapan, sedangkan nilainya 30-40 °. Jadi pemanasan logam akan minimum, dan ini adalah salah satu tugas yang paling penting untuk mengimpal logam nipis.
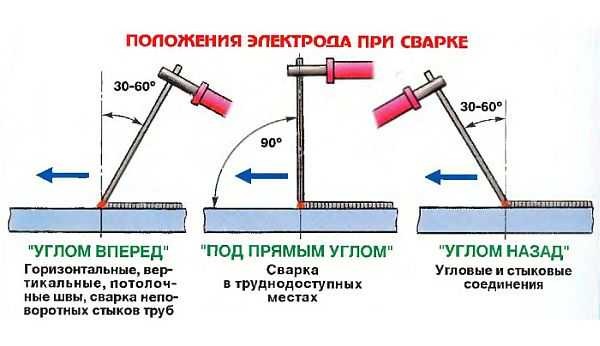
Kedudukan elektrod kimpalan dan penggunaannya
Cadangan umum untuk memilih elektrod untuk mengimpal logam nipis: beli elektrod import berkualiti tinggi untuk kerja tersebut. Akan ada masalah berkali-kali lebih sedikit.
Pembuatan menumpahkan pada bingkai logam, baca di sini.
Teknik dan kaedah untuk mengimpal kepingan logam nipis
Kadang-kadang kepingan nipis perlu dikimpal pada sudut.Dalam kes ini, lebih mudah menggunakan kaedah bebibir: tepi lembaran dibengkokkan ke sudut yang diperlukan, diikat dengan jahitan melintang pendek setiap 5-10 cm. Setelah itu, mereka dilas seperti yang disebutkan di atas: dengan jahitan berterusan dari atas ke bawah.
Video menunjukkan cara mengimpal logam lembaran nipis dengan elektrod menggunakan penyongsang kimpalan. Kaedah bebibir digunakan: tepi bahagian dilipat ke belakang, kemudian disangkut di beberapa tempat dengan jahitan pendek. Ini diikuti dengan pengelasan dengan elektrod nipis setebal 2 mm.
Tidak selalu mustahil untuk mengelakkan terbakar ketika mengimpal tanpa pemisahan. Kemudian anda boleh memecahkan arka selama beberapa saat, dan kemudian menurunkan elektrod semula di tempat yang sama dan memajukannya beberapa milimeter lagi. Jadi, tarik dan kembalikan busur, dan masak. Dengan kaedah ini, ternyata logam mempunyai masa untuk menyejukkan semasa pemisahan arka. Dalam video, anda akan melihat bagaimana warna tempat kimpalan berubah setelah elektrod dikeluarkan. Perkara utama adalah tidak membiarkan logam terlalu sejuk.
Kimpalan pull-off logam nipis ditunjukkan pada bahagian pertama video. Kaedah bergabung - tumpang tindih (satu bahagian bertindih yang lain dengan jarak 1-3 cm), elektrod dengan lapisan rutil digunakan (untuk keluli struktur dan aloi rendah). Kemudian pengelasan keluli tahan karat dengan elektrod tahan karat dengan lapisan utama ditunjukkan, dan pada akhirnya sambungan logam besi dikimpal dengan elektrod keluli tahan karat yang sama. Jahitan, ternyata, lebih berkualiti daripada ketika menggunakan elektrod yang disarankan.
Baca mengenai pilihan elektrod untuk kimpalan dengan mesin penyongsang di sini.
Sekiranya pengelasan berterusan tidak diperlukan semasa mengimpal logam nipis, kimpalan spot digunakan. Dengan kaedah pengelasan bersaiz kecil ini, kancing terletak pada jarak dekat antara satu sama lain. Kaedah ini dipanggil jahitan yang terputus.

Inilah rupa jahitan yang terganggu pada logam nipis
Secara amnya, mengimpal besi nipis dari hujung ke hujung adalah sukar. Pertindihan lebih mudah: bahagiannya tidak terlalu panas dan ada sedikit kemungkinan semuanya akan "memimpin".
Baca mengenai jenis kimpalan dan sambungan di sini.
Semasa pengelasan elektrik logam nipis dari hujung ke hujung, anda boleh meletakkan wayar nipis dengan diameter 2.5-3.5 mm di antara kepingan (anda boleh mengalahkan lapisan pada elektrod yang rosak dan menggunakannya). Ia diposisikan sedemikian rupa sehingga dari bahagian depannya rata dengan permukaan logam, dan dari belakang menonjol hampir separuh diameter. Semasa mengimpal, busur dipimpin sepanjang wayar ini. Ia memerlukan beban terma utama, dan kepingan logam yang dikimpal dipanaskan oleh arus periferal. Pada masa yang sama, mereka tidak terlalu panas, mereka tidak memerah, jahitannya lancar, tanpa tanda-tanda terlalu panas. Setelah melepaskan wayar, sukar untuk melihat jejak yang ada.

Seperti inilah jahitan ketika mengimpal kancing logam nipis dengan wayar pengalir haba yang diletakkan dari bawah
Cara lain ialah meletakkan plat tembaga di bawah sendi. Tembaga mempunyai kekonduksian terma yang sangat tinggi - 7-8 kali lebih tinggi daripada keluli. Diletakkan di bawah tempat kimpalan, ia menghilangkan sebahagian besar haba, mencegah terlalu panas logam. Kaedah mengimpal logam nipis ini disebut "heat sinking".
Baca cara mengimpal gazebo logam di sini. Anda mungkin berminat membaca cara melakukannya brazier dari silinder gas atau logam? Perkara itu perlu dan sesuai untuk menguasai pengelasan.
Kimpalan tergalvani
Keluli tergalvani - kepingan nipis yang sama, hanya ditutup dengan lapisan zink. Sekiranya anda perlu mengimpal, anda mesti melepaskan lapisan ini sepenuhnya dari tepi untuk mengimpal, untuk membersihkan keluli. Terdapat beberapa cara. Yang pertama adalah mencabut secara mekanikal: dengan roda kasar pada penggiling atau penggiling, kertas pasir dan berus logam. Terdapat cara lain - untuk membakar dengan mengimpal. Dalam kes ini, elektrod melepasi dua kali di sepanjang jahitan. Pada masa yang sama, zink menguap (ia menguap pada suhu 900 ° C), dan wapnya sangat toksik. Oleh itu, kerja ini boleh dilakukan sama ada di jalan, atau jika terdapat tudung pengekstrak di tempat kerja.Selepas setiap hantaran, anda perlu merobohkan arus.

Lebih baik mengimpal zink yang dilapisi di udara terbuka: penyejatan zink sangat berbahaya
Selepas penyingkiran zink sepenuhnya, pengelasan sebenar akan bermula. Semasa mengimpal paip tergalvani, diperlukan dua pas dengan elektrod yang berbeza untuk mendapatkan jahitan yang baik. Jahitan pertama dikimpal dengan elektrod bersalut rutil, misalnya, MP-3, ANO-4, OZS-4. Dalam kes ini, ayunan mempunyai amplitud yang sangat kecil. Jadikan bahagian atas jahitan lebih lebar. Ia kira-kira sama dengan tiga diameter elektrod. Di sini penting untuk tidak tergesa-gesa dan mendidih dengan baik. Petikan ini digunakan oleh elektrod dengan lapisan asas (contohnya, UONI-13/55, UONI-13/45, DSK-50).
Baca lebih lanjut mengenai memilih elektrod untuk kimpalan penyongsang di sini.









