Former for brønnringer med egne hender
Anvendelsesområdet for armerte betongringer er ganske omfattende. Hvis det er behov for å spare penger, kan du gjøre dem selv. Men dette krever former for betongringer. Kjøp av slikt utstyr er en dyr fornøyelse; for privat bruk vil det ikke rettferdiggjøre seg selv. Men du kan også lage skjemaene selv.
Innholdet i artikkelen
Hva er betongringer til?
Oftest er det behov for betongringer for enheten brønner, men de brukes også i enheten for autonomt kloakk - det gjør de septiktanker eller filtreringsbrønner. Et annet bruksområde er kummer ved installasjon storm og avløpssystem. Laget av betongringer til og med kjellere... Videre er det forskjellige alternativer - vertikal, horisontal. Generelt er omfanget bredt.

Betongringer brukes til konstruksjon av forskjellige strukturer
Det er ringer i forskjellige størrelser for forskjellige behov, de har også forskjellige veggtykkelser, de kan være med eller uten forsterkning. Til tross for så mange valg, tenker mange på å lage armerte betongringer med egne hender. Saken er at når du arrangerer en side, kan det hende du trenger mer enn en ring, og ikke en gang ti. For noen tar det mer enn et dusin bare for brønnen. Produksjonskostnadene for armert betongprodukter er mye lavere enn utsalgsprisen. Selv med tanke på det faktum at du må lage former for betongringer. Og hvis du også tar hensyn til leveringskostnadene, er besparelsene veldig solide.
Varianter og størrelser på betongringer for brønner
Kommersielt produsert betong og armert betongringer må oppfylle standardene foreskrevet i GOST 8020-90. Størrelsene deres kan hentes fra bordet, samt omtrentlig vekt og pris (angitt med tanke på levering i Moskva).
| Navn | Høyde | veggtykkelse | Indre diameter | Vekt | Pris uten lås / med lås |
|---|---|---|---|---|---|
| KS-6 | 7 cm | 12 cm | 58 cm | 60 kg | 390 rbl |
| KS-7-1 | 10 cm | 8 cm | 70 cm | 46 kg | 339 rbl |
| KS-7-1.5 | 15 cm | 8 cm | 70 cm | 68 kg | 349 rbl |
| KS-7-3 | 35 cm | 8 cm | 70 cm | 140 kg | 589 rbl |
| KS-7-5 | 50 cm | 8 cm | 70 cm | 230 kg | 800 rbl |
| KS-7-6 | 60 cm | 10 cm | 70 cm | 250 kg | 830 rbl |
| KS-7-9 | 90 cm | 8 cm | 70 cm | 410 kg | 1230 rbl |
| KS-7-10 | 100 cm | 8 cm | 70 cm | 457 kg | 1280 rbl |
| KS-10-5 | 50 cm | 8 cm | 100 cm | 320 kg | 1110 rbl |
| KS-10-6 | 60 cm | 8 cm | 100 cm | 340 kg | 1130 rbl |
| KS-10-9 | 90 cm | 8 cm | 100 cm | 640 kg | 1530 gni / 1700 gni |
| KS-12-10 | 100 cm | 8 cm | 120 cm | 1050 kg | 2120 rbl |
| KS-15-6 | 60 cm | 9 cm | 150 cm | 900 kg | 2060 rbl |
| KS-15-9 | 90 cm | 9 cm | 150 cm | 1350 kg | 2670 rbl |
| KS-20-6 | 60 cm | 10 cm | 200 cm | 1550 kg | 3350 rbl |
| KS-20-9 | 90 cm | 10 cm | 200 cm | 2300 kg | 4010 rbl |
| KS-25-9 | 90 cm | 12 cm | 250 cm | 2200 kg | 16100 gni |
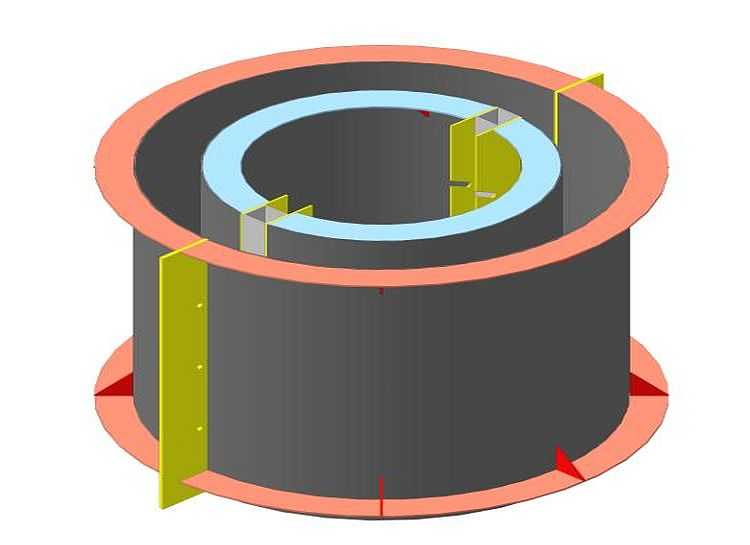
For produksjon av produkter av hver type må det være to deler av forskalingen - ekstern og intern. Avstanden mellom dem er foreskrevet i GOST, avhengig av størrelsen på ringen. For forsterkede ringer for en brønn med en diameter på 70 cm eller 100 cm er dette henholdsvis 7 cm og 8 cm. Ved fremstilling av ringer uten forsterkning er veggtykkelsen mye større - 12 cm og 14 cm.

For produksjon av armert betongringer er spesielle former påkrevd
I tillegg til forskjellige størrelser, er det også en annen profil på enden av ringene - jevn og med en lås. Låsen er et fremspring i tungen og rillen. Slike ringer kalles tungespor eller låsing. Sett oppå hverandre, de holder seg godt, det er vanskelig å bevege dem under sidelast, noe som er veldig viktig når du konstruerer brønner til noe formål. Ulempen med dette alternativet er mer komplekse former for betongringer - det er nødvendig å danne tilsvarende trinn i endene.
Produksjonsteknologi av betong- og armert betongbrønnringer
For fremstilling av betongringer i produksjonen brukes en hard løsning med en liten mengde vann, etter å ha helles blir den nødvendigvis utsatt for vibrasjoner. Uten denne prosessen er det umulig å oppnå ensartethet og høy styrke.I produksjonen er vibratorer innebygd i veggene til formene; i privat produksjon kan du bruke nedsenkbare vibratorer til betong. Dette er relativt små innretninger, hvis kropp holdes i hendene, og vibratorhodet senkes ned i betong. Lengden på denne dysen skal være lang nok til å nå nesten til bunnen av ringen.

Det ser ut som en nedsenkbar vibrator for betong i arbeid
Hva konkret å bruke
Betong til brønnringer brukes til sotstyrke minst B15 (klasse M200). Sammensetning av hard betong brukt i produksjonen:
- sement PC500D0 - 230 kg:
- middels kornsand (finhetsmodul 1,5-2,3) - 900 kg;
- knust stein med fraksjon 5-10 mm - 1100 kg;
- myknere S-3 - 1,6 kg;
- vann - 120 liter.
Utgangen er en kubikkmeter betong. Mengden vann er angitt for sand med et fuktighetsinnhold på 4%. Hvis sanden er våt, reduseres vannmengden betydelig.
Hvordan en form for produksjon av betongringer kan se ut
Hva skal jeg si det til vanlig husholdningsbetongblander skriv "pære" slik tørr betong du ikke vil blande. For blanding er det nødvendig å bruke en tvungen mikser. Hvis ikke, lag mer flytende betong. Ulempen med denne løsningen er at det er nødvendig å holde betongen i forskalingen i noen tid (fra 4 til 7 dager, avhengig av temperaturen). Hvis det er en form for betongringer, kan produksjonen av et dusin betongringer ta måneder. Veien ut er å gjøre mørtel så hardt som mulig og ha mer enn ett par forskaling.
Armering av betongringer
I henhold til alle reglene er det mulig å binde en forsterkningsring fra en ribbestang med en tykkelse på 8-10 mm - sirkler forbundet med vertikale segmenter av forsterkning. Antall forsterkningsringer avhenger av ringhøyden. Den optimale avstanden mellom dem er 20-30 cm. Med en ringhøyde på 90-100 cm er det laget tre eller fire forsterkningsbelter. Vertikale segmenter er satt i trinn på 30-40 cm. De er bundet med en spesiell strikketråd.
Løkker kan knyttes til det øvre armeringsbeltet, som det vil være mulig å vri på betongringen ved hjelp av løfteutstyr.
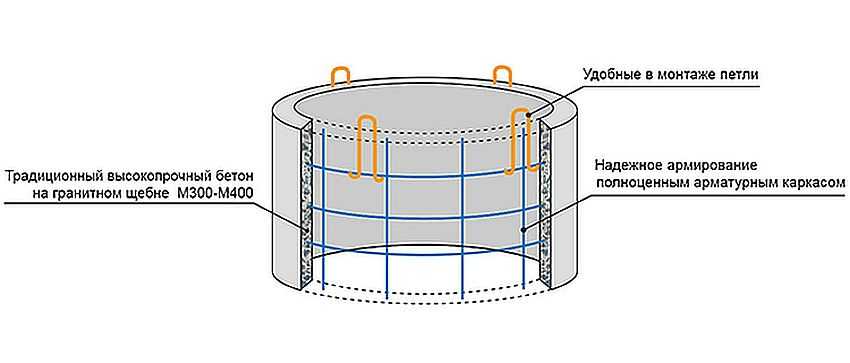
Eksempel på armering av armert betongring
Når du installerer et forsterkningsbelte, husk en detalj: Armeringen må være plassert i betongtykkelsen. Det skal være minst 3-4 cm fra metallet til kanten av produktet. Derfor viser figuren over at armeringsbeltene ikke er på overflaten, men mye lavere. Dette er omtrent hvordan beslagene skal plasseres.

Armaturen kan sveises, men det er bedre å binde den - en mer holdbar struktur oppnås
Selvlagde betongringer er ofte forsterket med et ferdig stålnett - stangen er minst 4 mm tykk, med en stigning på 20 cm. Den er avskåret til en kjedelig høyde og lengde, bøyd i en ring, kantene er bundet med tråd. Slik armering er noe dårligere enn standard, men det er tilstrekkelig for å gi større styrke.
Hva vibrasjon gir
Vibrasjonsprosessen øker betongstyrken med flere klasser (uten å endre oppskriften). Når vi behandler betong, kommer luftbobler ut for øynene våre, og tilslaget og sementen fordeles jevnere. Du vil ikke være i stand til å gjøre uten denne prosedyren - veggene vil være løse, de vil lekke og raskt kollapse.

Glatte og tette vegger kan bare oppnås hvis betongen er vibrert
Imidlertid bør man ikke overdrive det - stratifisering kan forekomme. Behandlingen stoppes når krympingen av løsningen stopper, overflaten blir glatt og sementmelk vises på toppen.
Produksjonsprosess
Den ytre (ytre) delen av forskalingen er installert på en flat plattform eller et jernark. Hvis det blir produsert en ring med fjær og spor, legges sporformeren ned. I en avstand på 3-4 cm fra forskalingskanten plasseres et forsterkningsnett. Den indre delen av forskalingen er plassert, festet med skruer til de utstående delene av den ytre forskalingen (fingrene).
Betong kastes i den etablerte formen med spader eller en slags enhet.Etter at ringen er fylt utføres vibrering (i ferdige former tar det 1-2 minutter). Om nødvendig (se på svinn), legg til betong. Etter vibrasjonens slutt glattes overflaten på ringen med en sparkel. Om nødvendig monteres ryggringen og trykkes ned.
I et industrielt miljø utføres forskaling umiddelbart - for dette brukes stiv betong slik at du umiddelbart kan bruke settet til å lage neste ring. For å gjøre dette, fjern fingrene, ta ut forskalingen. Tomrommet som danner bunnsporet forblir til betongen har stivnet.
Hvordan og fra hva man skal lage former for betongringer
Fabrikkformer er laget av metallplater, forsterket med avstivere. Metalltykkelse - 3-8 mm, avhengig av størrelsen på ringen.

Ringformer er ofte laget av metall.
Fra tønner med tykke vegger
Hjemme er det ikke lett å bøye metallplater med den nødvendige krumningsradien. Det er mye lettere å finne to tykke vegger med forskjellige diametre. Diameterene skal variere med 14-16 mm. I dette tilfellet vil veggtykkelsen være 7-8 mm. For en brønnring med forsterkning - hva som kreves.

Former for betongringer kan lages av stålplate
Skjær biter på 20-25 cm lange fra stangen. Fest dem under siden, bor hull i metallet, skru stenger av stenger på de selvskruende skruene. Med lengden på stolpene 20-25 cm, vil formen vise seg å være ikke rund, men mangesidig. Hvis dette er viktig for deg, kan du kutte oftere, kort sagt kutte stolpene. Høyden må også styrkes. Barer brukes også til dette. De må festes oftere - slik at veggene ikke bøyes.
Hvis du vet hvordan du bruker sveising, kan du gå den andre veien. I tillegg til metallplater trenger du et profilert firkantrør. Podojet 15 * 15 mm eller 20 * 20 mm. Først må du bøye fire identiske halvbuer fra et profilrør. Fire store for utvendig forskaling og fire mindre for innvendig forskaling. Sveis kutte metallstrimler til buene.

Hvordan bruke buer fra et profilrør som grunnlag
Fra treplanker eller stenger
Hvis det er lettere for deg å jobbe med tre, kan du montere former for armerte betongringer av tre. De er satt sammen av smale lameller, festet nederst og øverst med en ring. Ringen kan være av metall, for eksempel et bøyd profilert rør. Den kan bøyes på rørbøyeren med den nødvendige krumningsradiusen.
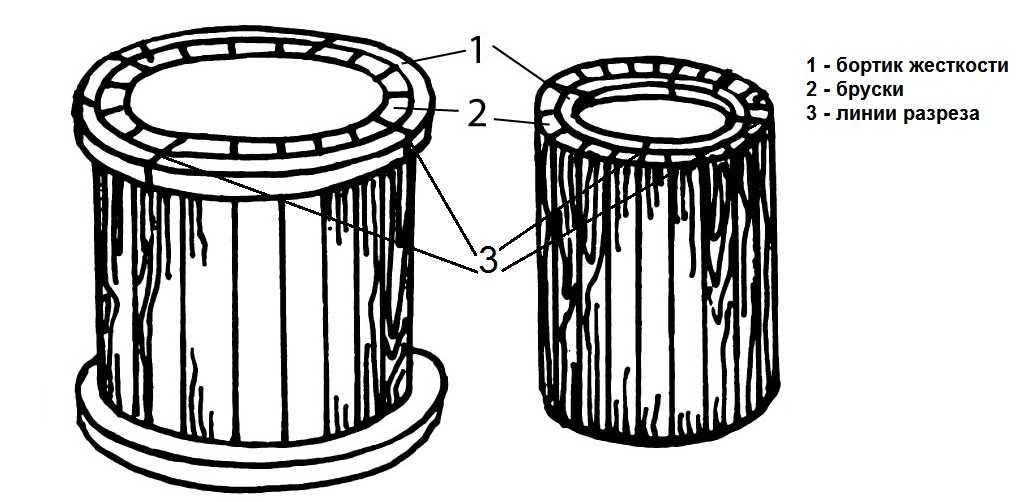
Ringformer kan lages av tre
Hvis cooper art er ditt sterke punkt, kan du også lage buer av tre. Materialet er ikke så viktig. Styrken og stivheten til den resulterende formen er viktig. Merk at gulvlistene er festet på utsiden av den større forskalingen og fra innsiden av den mindre.
Viktig! For å enkelt fjerne forskalingen er det nødvendig å smøre den før du heller formen. Hvis du planlegger å bruke betongringer til en drikkevannsbrønn, kan du bruke solsikkeolje. Hvis det antas en slags teknisk struktur, er det mulig å bruke gruvedrift blandet med motorolje eller diesel (eller ren motorolje) som smøremiddel.
-
 Å kjøpe en leilighet: hvilke dokumenter som kreves, deres bekreftelse
Å kjøpe en leilighet: hvilke dokumenter som kreves, deres bekreftelse
-
 Hvordan håndtere kakerlakker i en leilighet, det beste middelet for kakerlakker
Hvordan håndtere kakerlakker i en leilighet, det beste middelet for kakerlakker
-
 Hvor mange kvadratmeter på hundre kvadratmeter land: måling, beregning
Hvor mange kvadratmeter på hundre kvadratmeter land: måling, beregning
-
 Konvertering av tommer til cm og mm, centimeter til tommer, tabeller, applikasjoner, formler
Konvertering av tommer til cm og mm, centimeter til tommer, tabeller, applikasjoner, formler
-
 Gulv står for blomster
Gulv står for blomster





? Hallo! Hvordan kan jeg bestille ringformer?
Hallo! Vi handler ikke med noe. Informasjonsside….