Hvordan lage tynt metall
Sveising av tynt metall er en utfordring selv for noen erfarne sveisere. Sveisebegynnere har det generelt vanskelig. Reglene her er slett ikke de samme som ved sveising av tykke produkter: det er mange funksjoner og vanskeligheter, noe som gjør det vanskeligere å velge modus og elektroder. Det er lettere å gjøre dette med sveise halvautomatiske enheter, men de er ganske sjeldne i hverdagen, omformere er mye mer vanlige. Her vil vi snakke om sveising av tynt metall med en inverter.
Og den første vanskeligheten ved sveising av et metall med liten tykkelse er at det ikke kan varmes opp veldig mye: det brenner ut, hull dannes. Derfor jobber de i henhold til prinsippet "jo raskere, jo bedre" og det er ikke snakk om noen baner for bevegelse av elektrodene i det hele tatt. Tynt metallplate er sveiset ved å føre elektroden i en retning - langs sømmen uten avvik.

Ved sveising av tynne metaller blir ark overopphetet og bøyd
Den andre vanskeligheten er at du trenger å jobbe med lave strømmer, og dette fører til at lysbuen må gjøres kort. Med en liten separasjon slukker den bare. Det kan også være problemer med tenningen av lysbuen, bruk derfor enheter med god strømspenningskarakteristikk (åpen kretsspenning over 70 V) og jevn justering av sveisestrømmen, som starter fra 10 A.
En annen plage: med sterk oppvarming endres geometrien til tynne ark: de bøyer seg i bølger. Det er veldig vanskelig å bli kvitt denne mangelen. Det eneste alternativet er å prøve å ikke overopphetes eller fjerne varme (les om metoden med varmespredende elektroder nedenfor).
Når du sveiser tynne metallplater, blir kantene behandlet og rengjort nøye. Tilstedeværelsen av smuss og rust vil gjøre sveisingen enda mer problematisk. Juster derfor og rengjør alt. De legger laken veldig nær hverandre - uten gap. Detaljer festes med klemmer, klemmer og andre enheter. Deretter blir delene klistret hver 7-10 cm med korte sømmer. De hindrer deler i å bevege seg og er mindre sannsynlig å bli bøyd.

Hvis du rengjør kantene godt, kan du få en god søm.
Hvordan lage tynt metall med en inverter
DC-sveisemaskiner er gode fordi vi kan sveise med omvendt polaritet. For å gjøre dette, koble kabelen med elektrodeholderen til "+", og koble "-" til delen. Med denne forbindelsen varmes elektroden opp mer, og metallet varmes opp minimalt.
Om, hvordan du velger en sveiseomformer til hjem eller sommerhus, les her.
Det er nødvendig å lage mat med de tynneste elektrodene: fra 1,5 mm til 2 mm. I dette tilfellet må du velge med en høy smeltekoeffisient: selv ved lave strømmer vil sømmen være av høy kvalitet. Strømmen er satt liten. For 1,5 mm elektroder skal det være omtrent 30-45 ampere, for "to" - 40-60 ampere. I virkeligheten legger de det noen ganger lavere: det er viktig at du kan jobbe.
| Metalltykkelse, mm | 0,5 mm | 1,0 mm | 1,5 mm | 2,0 mm | 2,5 mm |
|---|---|---|---|---|---|
| Elektrodediameter, mm | 1,0 mm | 1,6 mm - 2 mm | 2 mm | 2,0 mm - 2,5 mm | 3 mm |
| Strømstyrke, A | 10-20 ampere | 30-35 ampere | 35-45 mm | 50-65 mm | 65-100 mm |
For å gjøre metallet mindre oppvarmet plasseres delene i en loddrett eller i det minste skrå retning. Kok deretter fra topp til bunn, og flytt spissen av elektroden strengt i denne retningen (ikke avbøyning eller retur). Helningsvinkelen er en vinkel fremover, mens verdien er 30-40 °. Så oppvarmingen av metallet vil være minimal, og dette er en av de viktigste oppgavene for å sveise tynne metaller.
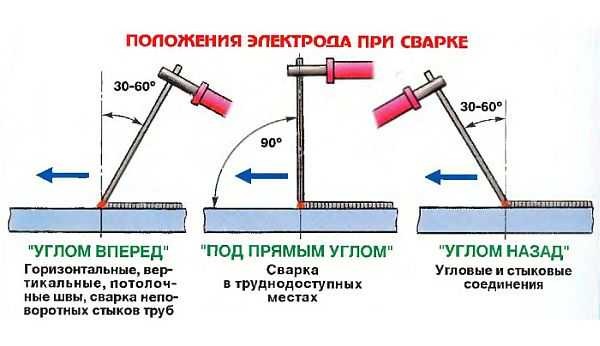
Sveiseelektrodeposisjoner og deres bruk
Generell anbefaling for valg av elektroder for sveising av tynne metaller: Kjøp importerte elektroder av høy kvalitet til slikt arbeid. Det vil være mange ganger færre problemer.
Produksjon kaste på en metallramme, les her.
Teknikker og metoder for sveising av tynne metallplater
Noen ganger må tynne ark sveises i en vinkel.I dette tilfellet er det mer praktisk å bruke flensemetoden: arkets kanter er bøyd til ønsket vinkel, festet med korte tverrsøm hver 5-10 cm. Etter det sveises de som nevnt ovenfor: med en kontinuerlig søm fra topp til bunn.
Videoen viser hvordan man sveiser tynt metallplate med en elektrode ved hjelp av en sveiseomformer. Flensemetoden brukes: kantene på delene brettes tilbake, så blir de beslaglagt flere steder med korte sømmer. Dette etterfølges av sveising med en tynn 2 mm tykk elektrode.
Det er ikke alltid mulig å unngå gjennombrenthet ved sveising uten separasjon. Deretter kan du prøve å bryte buen i noen øyeblikk, og deretter senke elektroden igjen på samme sted og føre den noen millimeter til. Så, trekke og returnere buen, og lage mat. Med denne metoden viser det seg at metallet har tid til å kjøle seg ned under separasjonen av buen. I videoen vil du se hvordan fargen på sveisepunktet endres etter at elektroden er fjernet. Det viktigste er ikke å la metallet kjøle seg for mye.
Avtrekkesveising av tynt metall demonstreres i første del av videoen. Sammenføyningsmetode - overlapping (den ene delen overlapper den andre med 1-3 cm), en elektrode med rutilbelegg brukes (for strukturelle og lavlegerte stål). Deretter vises sveisingen av rustfritt stål med en rustfri elektrode med hovedbelegget, og til slutt sveises jernmetallfugen med den samme rustfrie stålelektroden. Sømmen viste seg for øvrig å være av bedre kvalitet enn ved bruk av anbefalte elektroder.
Les om valget av elektroder for sveising med en invertermaskin her.
Hvis det ikke er behov for en kontinuerlig søm når du sveiser tynt metall, brukes det flekksveis. Med denne sveisemetoden i liten størrelse er stiftene plassert i kort avstand fra hverandre. Denne metoden kalles en avbrutt søm.

Slik ser en avbrutt søm ut på tynt metall
Generelt er det vanskelig å sveise tynt jern helt til ende. Overlappingen er lettere: delene overopphetes ikke så mye, og det er mindre sjanse for at alt vil "føre".
Les om typene sveiser og skjøter her.
Ved elektrisk sveising av tynt metall fra ende til ende, kan du legge en tynn ledning med en diameter på 2,5-3,5 mm mellom arkene (du kan slå belegget på de ødelagte elektrodene og bruke dem). Den er plassert slik at den fra forsiden er i flukt med metalloverflaten, og fra feil side stikker den ut nesten halvparten av diameteren. Ved sveising føres buen langs denne ledningen. Det tar den viktigste termiske belastningen, og de sveisede metallplatene varmes opp med perifere strømmer. Samtidig overopphetes de ikke, de kurer ikke, sømmen er glatt uten tegn på overoppheting. Etter at ledningen er fjernet, er det vanskelig å se spor etter at den var til stede.

Slik ser en søm ut når du sveiser tynn metallstøpssveising med en varmeledende ledning lagt nedenfra
En annen måte er å sette kobberplater under skjøten. Kobber har veldig høy varmeledningsevne - 7-8 ganger høyere enn stål. Plassert under sveisestedet, fjerner det en betydelig del av varmen, og forhindrer overoppheting av metallet. Denne metoden for sveising av tynne metaller kalles "varmesenkende".
Les hvordan du sveiser et lysthus av metall her. Du kan være interessert i å lese hvordan du gjør det fyrkokere fra en gassflaske eller metall? Saken er nødvendig og egnet for mestring av sveising.
Galvanisert sveising
Galvanisert stål - det samme tynne platen, bare dekket med et lag sink. Hvis du trenger å sveise det, må du fjerne dette belegget helt fra kantene for sveising for å rengjøre stål. Det er flere måter. Den første er å fjerne mekanisk: med et slipende hjul på en kvern eller kvern, sandpapir og en metallbørste. Det er en annen måte - å brenne ut ved sveising. I dette tilfellet passerer elektroden to ganger langs sømmen. Samtidig fordamper sink (det fordamper ved 900 ° C), og dampene er veldig giftige. Så dette arbeidet kan utføres enten på gaten, eller hvis det er avtrekksvifte på arbeidsplassen.Etter hvert pass, må du slå ned strømmen.

Det er bedre å sveise sinkbelagt i det fri: fordampende sink er veldig skadelig
Etter fullstendig fjerning av sink begynner selve sveisingen. Ved sveising av galvaniserte rør vil det være behov for to passeringer med forskjellige elektroder for å få en god søm. Den første sømmen er sveiset med rutilbelagte elektroder, for eksempel MP-3, ANO-4, OZS-4. I dette tilfellet har svingningene en veldig liten amplitude. Gjør den øverste sømmen bredere. Det er omtrent lik tre elektrodediametre. Her er det viktig å ikke skynde seg og koke godt. Denne passasjen brukes av elektroder med et grunnleggende belegg (for eksempel UONI-13/55, UONI-13/45, DSK-50).









