Ako variť tenký kov
Zváranie tenkého kovu je výzvou aj pre niektorých skúsených zváračov. Začiatočníci zvárania to majú vo všeobecnosti ťažké. Pravidlá tu nie sú vôbec rovnaké ako pri zváraní hrubých výrobkov: existuje veľa funkcií a ťažkostí, čo sťažuje výber režimov a elektród. Je to jednoduchšie urobiť so zváracími poloautomatickými zariadeniami, ale v každodennom živote sú pomerne zriedkavým javom, invertory sú oveľa bežnejšie. Tu si povieme niečo o zváraní tenkého kovu invertorom.
A prvou ťažkosťou pri zváraní kovu s malou hrúbkou je, že sa nedá veľmi zahriať: vyhorí, vytvoria sa otvory. Pracujú preto podľa princípu „čím rýchlejšie, tým lepšie“ a o žiadnych trajektóriách elektród sa vôbec nehovorí. Tenký plech je zváraný prechodom elektródy jedným smerom - pozdĺž švu bez akýchkoľvek odchýlok.

Pri zváraní tenkých kovov sa plechy prehrievajú a ohýbajú
Druhou ťažkosťou je, že musíte pracovať pri nízkych prúdoch, čo vedie k tomu, že oblúk musí byť skrátený. S miernym odlúčením to proste zhasne. Môžu sa vyskytnúť aj problémy so zapálením oblúka, preto používajte prístroje s dobrou charakteristikou prúdového napätia (napätie naprázdno nad 70 V) a plynulým nastavením zváracieho prúdu, ktorý začína od 10 A.
Ďalšia nepríjemnosť: pri silnom zahriatí sa mení geometria tenkých plechov: ohýbajú sa vo vlnách. Zbaviť sa tohto nedostatku je veľmi ťažké. Jedinou možnosťou je pokúsiť sa neprehriať alebo odvádzať teplo (o metóde s podložkami rozptyľujúcimi teplo si prečítajte nižšie).
Pri zváraní tenkých kovových plechov na tupo sú ich hrany starostlivo spracované a vyčistené. Prítomnosť nečistôt a hrdze spôsobí, že zváranie bude ešte problematickejšie. Preto všetko starostlivo zarovnajte a vyčistite. Ukladajú listy veľmi blízko seba - bez medzery. Podrobnosti sú upevnené svorkami, svorkami a inými zariadeniami. Potom sa diely každých 7-10 cm prelepia krátkymi švami - sponkami. Zabraňujú pohybu častí a je menej pravdepodobné, že sa ohnú.

Ak dobre vyčistíte okraje, môžete získať dobrý šev.
Ako variť tenký kov pomocou invertora
DC zváracie stroje sú dobré, pretože môžeme zvárať s opačnou polaritou. Za týmto účelom pripojte kábel s držiakom elektródy k „+“ a „-“ zaháknite za časť. Pri takomto pripojení sa elektróda viac zahrieva a kov sa zahrieva minimálne.
O, ako zvoliť zvárací invertor pre dom alebo letnú chatu prečítajte si tu.
Variť je potrebné pomocou najtenších elektród: od 1,5 mm do 2 mm. V tomto prípade musíte zvoliť vysoký koeficient topenia: potom aj pri nízkych prúdoch bude šev vysokej kvality. Prúd je nastavený malý. Pre elektródy 1,5 mm by to malo byť asi 30-45 ampérov, pre "dva" - 40-60 ampérov. V skutočnosti to niekedy dajú nižšie: je dôležité, aby ste mohli pracovať.
| Hrúbka kovu, mm | 0,5 mm | 1,0 mm | 1,5 mm | 2,0 mm | 2,5 mm |
|---|---|---|---|---|---|
| Priemer elektródy, mm | 1,0 mm | 1,6 mm - 2 mm | 2 mm | 2,0 mm - 2,5 mm | 3 mm |
| Sila prúdu, A | 10-20 ampérov | 30-35 ampérov | 35-45 mm | 50-65 mm | 65-100 mm |
Aby sa kov menej zahrieval, sú diely umiestnené vo vertikálnom alebo aspoň v naklonenom smere. Potom varte zhora nadol a špičkou elektródy pohnite striktne týmto smerom (bez vychýlenia alebo návratu). Uhol sklonu je uhol vpred, zatiaľ čo jeho hodnota je 30-40 °. Takže zahriatie kovu bude minimálne a toto je jedna z najdôležitejších úloh pri zváraní tenkých kovov.
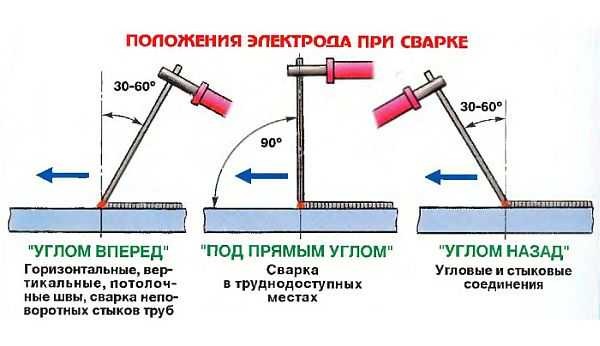
Polohy zváracej elektródy a ich použitie
Všeobecné odporúčanie pre výber elektród na zváranie tenkých kovov: na takúto prácu si kúpte vysoko kvalitné dovezené elektródy. Problémov bude mnohokrát menej.
Výroba prístrešok na kovovom ráme, prečítajte si tu.
Techniky a metódy zvárania tenkých plechov
Niekedy je potrebné zvárať tenké plechy šikmo.V tomto prípade je pohodlnejšie použiť metódu obrubovania: okraje plechu sú ohnuté do požadovaného uhla, pripevnené krátkymi priečnymi švami každých 5-10 cm, Potom sú zvarené, ako je uvedené vyššie: nepretržitým švom zhora nadol.
Video ukazuje, ako zvárať tenký plech elektródou pomocou zváracieho invertora. Používa sa metóda obrubovania: okraje častí sa sklopia dozadu, potom sa na niekoľkých miestach zachytia krátkymi švami. Potom nasleduje zváranie tenkou elektródou s hrúbkou 2 mm.
Nie je vždy možné vyhnúť sa prepáleniu pri zváraní bez oddelenia. Potom sa môžete pokúsiť na pár okamihov prerušiť oblúk a potom znovu spustiť elektródu na rovnakom mieste a posunúť ju o niekoľko milimetrov ďalej. Takže, ťahanie a vracanie oblúka, a varenie. Pri tejto metóde sa ukazuje, že kov má počas ochladzovania oblúku čas na ochladenie. Na videu uvidíte, ako sa zmení farba miesta zvárania po odstránení elektródy. Hlavná vec je nenechať kov príliš vychladnúť.
Odťahové zváranie tenkého kovu je demonštrované v prvej časti videa. Metóda spájania - prekrytie (jedna časť sa prekrýva s druhou o 1-3 cm), používa sa elektróda s rutilovým povlakom (pre konštrukčné a nízkolegované ocele). Potom je zobrazené zváranie nehrdzavejúcej ocele nehrdzavejúcou elektródou s hlavným povlakom a na záver sa spoj železného kovu zvarí rovnakou elektródou z nehrdzavejúcej ocele. Mimochodom, šev sa ukázal byť kvalitnejší ako pri použití odporúčaných elektród.
Prečítajte si o výbere elektród na zváranie invertorovým strojom tu.
Ak sa pri zváraní tenkého kovu nevyžaduje kontinuálny zvar, použije sa bodový zvar. Pri tejto metóde zvárania malých rozmerov sú pripináčiky umiestnené v malej vzdialenosti od seba. Táto metóda sa nazýva prerušený šev.

Takto vyzerá prerušovaný šev na tenkom kove
Všeobecne je zváranie tenkého železa end-to-end ťažké. Prekrytie je jednoduchšie: diely sa toľko neprehrievajú a je menšia šanca, že všetko „povedie“.
Prečítajte si tu informácie o druhoch zvarov a spojov.
Pri elektrickom zváraní tenkých kovových koncov môžete medzi plechy položiť tenký drôt s priemerom 2,5 - 3,5 mm (na poškodené elektródy môžete šľahať povlak a použiť ich). Je umiestnený tak, že z prednej strany je v jednej rovine s kovovým povrchom, a z nesprávnej strany vyčnieva takmer o polovicu priemeru. Pri zváraní je oblúk vedený pozdĺž tohto drôtu. Berie hlavné tepelné zaťaženie a zvárané plechy sa ohrievajú obvodovými prúdmi. Zároveň sa neprehrievajú, neprehrievajú, šev je hladký, bez známok prehriatia. Po odstránení drôtu je ťažké vidieť stopy, že bol prítomný.

Takto vyzerá šev pri zváraní tenkého kovového tupého zvaru pomocou tepelne vodivého drôtu položeného zospodu
Ďalším spôsobom je vloženie medených dosiek pod spoj. Meď má veľmi vysokú tepelnú vodivosť - 7-8 krát vyššiu ako oceľ. Umiestnené pod miestom zvárania odvádza významnú časť tepla a zabraňuje prehriatiu kovu. Táto metóda zvárania tenkých kovov sa nazýva „chladenie“.
Ako zvárať kovový altánok si prečítajte tu. Možno by vás zaujímalo, ako si urobiť gril z plynovej fľaše alebo kov? Vec je nevyhnutná a vhodná na zvládnutie zvárania.
Pozinkované zváranie
Pozinkovaná oceľ - rovnaký tenký plech, iba pokrytý vrstvou zinku. Ak ho potrebujete zvárať, budete musieť tento povlak úplne zvariť, aby ste vyčistili oceľ. Existuje niekoľko spôsobov. Prvým z nich je mechanické odstránenie: brúsnym kotúčom na brúske alebo brúske, brúsnym papierom a kovovou kefou. Existuje ďalší spôsob - vyhorieť zváraním. V tomto prípade elektróda prechádza dvakrát pozdĺž švu. Súčasne sa odparuje zinok (odparuje sa pri 900 ° C) a jeho výpary sú veľmi toxické. Takže tieto práce je možné vykonávať buď na ulici, alebo ak je na pracovisku odsávač pár.Po každom prechode musíte tok zraziť.

Lepšie je zvárať pozinkované na čerstvom vzduchu: odparovanie zinku je veľmi škodlivé
Po úplnom odstránení zinku začne vlastné zváranie. Pri zváraní pozinkovaných rúr budú potrebné dva priechody s rôznymi elektródami, aby sa získal dobrý šev. Prvý šev je zváraný elektródami potiahnutými rutilom, napríklad MP-3, ANO-4, OZS-4. V tomto prípade majú oscilácie veľmi malú amplitúdu. Horný šev urobte širší. Je to približne rovnaké ako tri priemery elektród. Tu je dôležité neponáhľať a dobre prevrieť. V tomto priechode sa používajú elektródy so základným povlakom (napríklad UONI-13/55, UONI-13/45, DSK-50).
Prečítajte si viac o výbere elektród na zváranie invertorom tu.









