Kuinka kokata invertterihitsauksella: vinkkejä aloittelijoille
Yksityisessä talossa ja maassa on aina tarpeen valmistaa jotain. Jotta et menisi ammattilaisten pikkujuttuihin (eikä maksa heille), voit ostaa halvan hitsauskoneen ja oppia sen itse. Näiden taitojen hankkimiseksi on suositeltavaa ostaa tasavirtahitsauskoneet ja erityisesti hitsausinvertterit. Ne ovat kooltaan pieniä, painavat vähän, niiden avulla voit saada korkealaatuisen sauman myös ilman paljon kokemusta. Yhtä tärkeää, että tässä luokassa on hyvät laitteet edulliseen hintaan (5-10 tuhatta ruplaa). Siksi invertterihitsaus aloittelijoille on paras, mitä markkinat voivat tarjota tänään.
Artikkelin sisältö
Mikä on hitsausinvertteri ja miten se toimii
Tätä laitetta kutsuttiin invertteriksi, koska se muuntaa 50 V: n taajuuden omaavan 220 V: n verkon vaihtovirran suurtaajuuksisiksi värähtelyiksi ja sitten tasavirraksi. Samalla laitteella on korkea hyötysuhde: noin 85-90%, ja jopa melko suurilla kuormilla laskuri "ravistelee" vähän. Joka tapauksessa sinun ei tarvitse maksaa hulluja laskuja. Kulutus on hieman suurempi kuin ilman hitsausta, mutta ei paljon.

Tämä pieni laatikko on invertterihitsauskone.
Suurin osa invertterihitsauskoneista toimii 220 V kotitalousverkossa (koneita on 380 V). Ja tämä on yksi heidän eduistaan. Lisäksi ne eivät käytännössä vaikuta siihen millään tavalla, so. älä "istu alas" jännitystä. Naapureidesi suhteen, ole rauhallinen: he eivät edes tiedä, että hitsaat. Toinen tärkeä plus on se, että ne voivat toimia enemmän tai vähemmän normaalisti myös alennetulla jännitteellä. Tietenkin sinun on tarkasteltava ominaisuuksia, mutta 170 V: n jännitteellä suurin osa niistä sallii silti työskennellä 3 mm: n elektrodilla. Tämä on erityisen tärkeää maaseudulla, jossa matala jännite on pikemminkin normi kuin poikkeus.
Mikä on myös hyvä aloittelijoille, on se, että taajuusmuuttajan hitsauksessa on helpompi saavuttaa ja pitää kiinni. Ja yleensä monien mielestä se keittää "pehmeämmästä" ja hänen kaarensa on "kevyempi". Joten jos haluat oppia ruoanlaittoon, kokeile ensin invertterihitsausta.
Lue koti- ja kesämökkien hitsausinvertterien valinnasta täältä.
Invertterihitsauksen perusteet
Tarkastellaan ensin hitsausinvertterin rakennetta. Emme ota huomioon "täytettä", tutkimme, mikä on päällä ja mitä on käytettävä.

Mistä invertterihitsauskone koostuu (Suurenna kuvaa napsauttamalla sitä hiiren kakkospainikkeella)
Tämä laite on pieni metallilaatikko, joka painaa tehosta riippuen 3 kg - 6-7 kg. Kotelo on yleensä metallia, jotkut valmistajat tekevät siihen tuuletusreikiä - "täytteen" (enimmäkseen muuntaja) jäähdyttämiseksi. Kantamiseen on vyö, joskus myös kahva: vyö asetetaan olalle, jos työ vaatii liikkumista.
Yhdellä paneelista on virtapainike tai vaihtokytkin. Edessä on teho- ja ylikuumenemisen osoittimet. On myös nuppeja jännitteen ja hitsausvirran asettamiseksi. Myös etupaneelissa on kaksi lähtöä - "+" ja "-", joihin työkaapelit on kytketty. Yksi kaapeli päättyy pidikkeeseen, joka tarttuu osaan, toinen kaapelilla. Virtakaapelin liitin sijaitsee yleensä takana. Siinä kaikki.
Kun ostat invertteriä, varmista, että kaapelit ovat riittävän pitkiä ja joustavia toimiakseen mukavammin. Juuri riittämättömän pitkillä ja jäykillä työkaapeleilla suurin osa valituksista suositun tuotemerkin käyttäjiltä hitsausinvertterikoneet "Resanta".
Invertterihitsauskoneen käytön yleiset periaatteet on kuvattu tässä videossa.
Invertterihitsaus aloittelijoille
Kuten minkä tahansa sähköhitsauksen yhteydessä, metallin sulaminen tapahtuu sähkökaaren lämmön vuoksi. Se tapahtuu hitsauselektrodin ja hitsattavan metallin välillä. Kaaren luomiseksi ne on kytketty vastakkaisiin napoihin: toista palvellaan "+" ja toista "-".
Kun elektrodi on kytketty miinukseen ja osat plus-osaan, liitäntää kutsutaan "suoraksi". Jos elektrodiin kohdistetaan "plus", yhteys on päinvastainen. Molempia vaihtoehtoja käytetään hitsauksessa, mutta vain eripaksuisille metalleille: päinvastoin ohutmetallien hitsaus; suora viiva - paksujen metallien (yli 3 mm paksu) hitsaamiseen. Mutta tämä ei ole muuttumaton sääntö; joskus he tekevät päinvastoin.

Hitsausinvertterin liitännän napaisuus eteen- ja taaksepäin
Mikä aiheutti tämän jaon käytännössä? Prosessin fysiikka. Kun tapahtuu kaari, elektrodit siirtyvät miinus plus. Samanaikaisesti he myös siirtävät energiansa positiivisesti varautuneelle pinnalle nostamalla sen lämpötilaa. Siksi positiiviseen lähtöön kytketty elementti lämpenee enemmän. Hitsaettaessa riittävän paksuja metalleja ne on lämmitettävä hyvin, jotta ne sulavat ja sauma on korkealaatuista. Siksi heille tarjotaan "+". Ohut metalli päinvastoin voi palaa ylikuumenemisesta ja "miinus" tarttuu siihen, lämmittäen elektrodin voimakkaammin, josta enemmän sulaa metallia pääsee saumaan.
On mahdollista kypsentää metalli oikein invertterillä vain, jos elektrodi on hyvin hallinnassasi. Tätä varten sinun on tartuttava pitoon oikein. Kuinka tehdä tämä, katso video.
Kuinka sauma muodostuu hitsauksen aikana
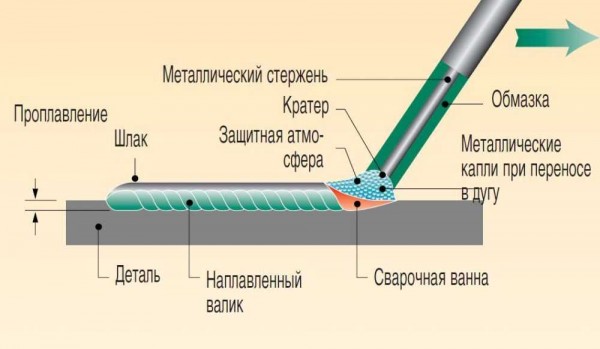
Jotta invertterihitsauksen perusteet olisivat selkeämpiä, ota huomioon, mitä tapahtuu, kun sauma muodostuu. Aluksi selvennetään, että metallien hitsaukseen tarkoitettu hitsauselektrodi koostuu metalliosasta ja pinnoitteesta - erityisestä pinnoitteesta, joka sulkee hitsausalueen kosketuksesta ilmassa olevan hapen kanssa. Lisätietoja lue invertterien elektrodeista täältä.
Nyt varsinaisesta hitsausprosessista. Sähkökaari muodostuu, kun elektrodin ydin ja metalli joutuvat kosketuksiin (lue alla, kuinka kaari sytytetään). Samanaikaisesti pinnoite alkaa palaa. Se osittain sulaa, muuttuu nestemäiseksi ja muuttuu osittain kaasuiksi. Nämä kaasut ympäröivät hitsausaluetta - hitsisulaa. Ne eivät salli ilmasta tulevan hapen "murtautumista" sulaan metalliin. Nestemäiseen tilaan siirtynyt päällysteen osa peittää sulan metallin ja luo toisen suojakerroksen. Jäähtymisen jälkeen se muuttuu kuonaksi, joka peittää sauman kuorella. Ja tässä vaiheessa kuona suojaa vielä kuumaa metallia hapelta.
Kuinka invertterihitsaus
Kuona ja suoja ovat kuitenkin kaukana ainoasta tässä tapauksessa tapahtuvasta prosessista, jota on hallittava. Hitsauksessa on varmistettava, että kahden metallikappaleen liitoskohde lämpenee tasaisesti ja riittävästi. Molempien osien tulisi sulaa sama etäisyys reunasta. Jotta lämmitys olisi tasaista, sinun on pidettävä sama etäisyys elektrodin kärjestä osaan. Tätä ei ole kovin helppo tehdä: elektrodi sulaa hitsauksen aikana ja sen sulan metallin hiukkaset siirtyvät kaaren kautta saumaan. Siksi sinun on siirrettävä elektrodipidike asteittain lähemmäksi osaa. Mutta tämä ei ole elektrodihitsaustekniikan loppu. On myös tarpeen "kirjoittaa" joitain lukuja kärjellään - siksak, ympyrä, joulukuusi jne. Niiden avulla voit tehdä sauman leveämmäksi ja sulattaa kaksi kappaletta yhteen. Yleisimmät elektrodiliikkeet on esitetty alla olevassa kuvassa.
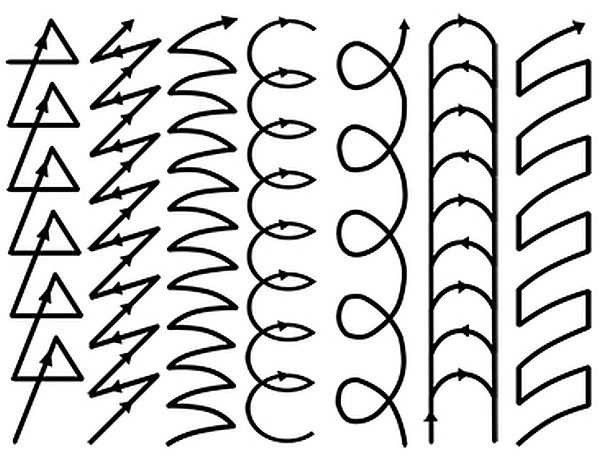
Elektrodiliikkeet hitsattaessa taajuusmuuttajalla: aloitteleville hitsaajille sinun on tehtävä useita liikkeitä automaattisuuteen
Eli sinun on siirrettävä elektrodi puolelta toiselle sauman leveydellä yhtä näistä radoista, seurattava hitsatun altaan tilaa ja laskettava elektrodi palamisen aikana pitäen etäisyys osaan vakiona. Tämä on niin vaikea tehtävä niille, jotka haluavat oppia valmistamaan metallia. Hitsausinvertterillä on helpompaa - kaari on vakio eikä hyppää, mutta aluksi et ehkä onnistu.
Tämä erittäin hidastettu video näyttää metallihiukkasten siirtymisen elektrodista hitsisulaan ja miten se muodostuu.
Kuinka oppia hitsata metalli taajuusmuuttajalla
Aloita oppiminen sytyttämällä kaari. Tätä varten tarvitset laitteen lisäksi hitsaajan metallia (5-6 mm paksu) ja elektrodin, naamarin ja leggingsit (paksut nahkakäsineet) sekä paksusta nahasta valmistetut paksut vaatteet ja saappaat kipinöiltä ja kalkkeilta suojaamiseksi.
Ne aloitetaan liittämällä hitsauskaapelit. Sitten valittu elektrodi työnnetään pidikkeeseen (aluksi ota MP 3, jonka halkaisija on 3 mm - ne on helppo sytyttää ja kiehua hyvin). Kun virta on kytketty, aseta hitsausvirta (katso taulukko). Elektrodille, jonka halkaisija on 3 mm, asetetaan virta 90-120 A. Virtaa voidaan säätää hitsausprosessin aikana. Jos huomaat, että tulos ei ole tela, vaan vain jonkinlainen epäjohdonmukainen raita, lisää sitä. Jos metalli päinvastoin on hyvin nestemäistä ja hitsisulaa on vaikea siirtää, vähennä sitä. Asetukset riippuvat suuresti laitteesta ja valitusta elektrodista. Joten yritä, vaihda. Kun olet asettanut virran, aseta hitsaajan naamio (aloittelijoille on helpompaa työskennellä kameleontimaski), voit työskennellä.
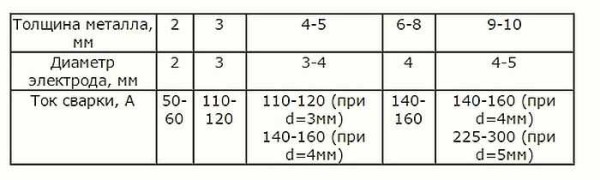
Yleiset suositukset elektrodin halkaisijan valitsemiseksi metallin paksuudesta riippuen
Invertterihitsaus aloittelijoille alkaa oppia kaaren sytyttämisestä. On olemassa kaksi tapaa: lyödä osaa elektrodin kärjellä useita kertoja tai lyödä sitä kuin ottelu. Molemmat menetelmät toimivat. Käytä sitä, mikä on sinulle sopivampaa. Mutta tulevaisuudessa pidä mielessä, että sinun täytyy lyödä saumalinjaa pitkin, jotta tuotteessa ei ole merkkejä. Sinun täytyy harjoitella jonkin aikaa ja polttaa muutama elektrodi iskeäksesi valokaaren tasaisesti.
Kun kaari syttyy ongelmitta, voit siirtyä eteenpäin - hallita liikkeet. Tämä tehdään pehmustetyynyillä paksulle metallille. Piirrä metallilevylle viiva liidulla, joka korvaa sauman. Lyö sitten kaari. Metallin sulamispaikassa se sulaa ja peittyy nestekuonakalvolla. Tätä paikkaa kutsutaan hitsaushauteeksi. Joten sinun on siirrettävä sitä pitkin piirrettyä viivaa. Tee tämä yhdellä yllä olevan kuvan liikkeistä.
Jotta kylpy liikkuisi, elektrodi on kallistettava hieman, noin 50-45 ° kulmassa. Joillakin on suurempi kulma, joillakin on pienempi kulma. Yleensä elektrodia kallistamalla muutat hitsisulan mittoja (leveyttä). Voit kokeilla: hitsauksessa on paljon erilaisia tekniikoita, ja on vain tärkeää, että sauma on korkealaatuinen, ja miten saavutat tämän, on sinun tehtäväsi, varsinkin kun työskentelet itsellesi ja itsellesi.
Elektrodilla on kaksi pääasentoa: eteenpäin ja taaksepäin. Hitsaamalla eteenpäin kulmalla saamme vähemmän lämpöä, sauma on leveämpi. Tätä tekniikkaa käytetään ohuiden metallien hitsauksessa.. Paksut hitsataan yleensä taaksepäin.
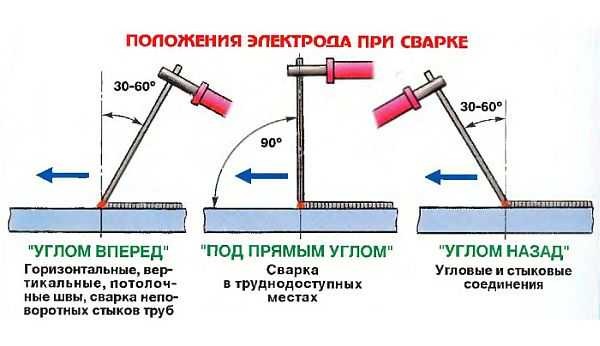
Hitsauselektrodien sijainnit ja niiden käyttö
Mutta kaltevuuskulma ei ole kaikki parametrit, jotka on säilytettävä. Siellä on myös kaaren pituus. Tämä on etäisyys elektrodin kärjestä osan pintaan. Keskikaari on 2-3 mm, lyhyt on 1 mm tai yleensä päästä päähän, pitkä on vähintään 5 mm - kunnes se irtoaa. Harjoitus alkaa työskentelemällä keskipitkällä kaarella. Pidä 2-3 mm metallia. Sitten sauma osoittautuu tasaisemmaksi ja paremmaksi: jos rako on liian suuri, kaari alkaa hypätä, metallin lämmitys on riittämätöntä, sauma tahriintuu, yhteys ei ole luotettava. Lyhyellä kaarella syntyy toinen ongelma - sauma on liian kupera johtuen siitä, että kuuma alue on liian pieni.Tämä ei ole myöskään hyvä, koska jäljelle jää alaviivat - urat sauman varrella -, jotka vähentävät liitoksen lujuutta.

Valokaaren pituus ja sen vaikutus hitsin laatuun
Kun olet harjoittanut jonkin aikaa rullien asettamista eri liikkeissä, sen jälkeen kun rullat ovat saman levyisiä, pintahiutaleilla on suunnilleen samat mitat, voit yrittää hitsata saumat. Osaat lukea saumojen ja nivelten tyypistä sekä niiden valmistelusta täällä, tai voit katsella toisen oppitunnin "Hitsaus nukkeille".
Invertterihitsauksen perusteet aloittelijoille kaiken. Sinun on vain harjoiteltava: sinun on kalkittava useampi kuin yksi elektrodi per harjoitus. Jopa, ehkä, ei kilogrammaa. Kun käsi itse tekee kaikki liikkeet, kaikki näyttää sinulle melko yksinkertaiselta.
Saadun tiedon vahvistamiseksi yritä ensin harjoittaa kättäsi hieman ilman elektrodia ja harjoitella liikkeitä kynällä kädessäsi. Se on myös hyvä vaihtoehto, ehkä se näyttää sinulle hyväksyttävämmältä. Tässä video-oppaassa, jossa käsitellään hitsausta taajuusmuuttajalla aloittelijoille, kaikki on hyvin järkevää, yksinkertaista ja helppokäyttöistä. Jos on epäselvyyksiä, tarkista. Ymmärrät kuinka keittää invertterihitsauksella oikein. Paljon hyödyllisiä asioita aloittelijoille.
Ja lopuksi, joistakin invertterien hitsauksen ominaisuuksista. He pelkäävät hyvin pölyä, etenkin metallia. Siksi on suositeltavaa olla käyttämättä hiomakoneita niiden vieressä ja puhdistaa säännöllisesti pölynimurilla (takuuaikojen jälkeen). Ei ole suositeltavaa työskennellä heidän kanssaan sateessa tai märissä tiloissa. Tämä pätee erityisesti edullisiin kotitalousmalleihin. Vaikka heillä on suoja sähköiskuja vastaan, on silti parempi pelata sitä turvallisesti.
Kun valitset elektrodeja, kiinnitä huomiota niiden käyttöalueeseen: niiden on oltava sopivia työskentelemään tasavirralla. Hitsaamalla suurimmalla virralla tai jännitteellä käyttötapa on ajoittainen. Se on merkitty jokaiselle passissa olevalle laitteelle.










Erittäin selkeä ja ymmärrettävä.
Onko mahdollista pitää kiinni hitsattavasta osasta kädellä invertterihitsauksen aikana?
TB: llä paljaalla kädellä on selvästi mahdotonta. Minulla on Resant 160, pidän joskus kädelläni, mutta en toimi ilman kangaskäsineitä. Yleensä, jos ajattelet sitä, invertteri keittää tasavirralla, joka on vähemmän vaarallinen kuin vaihtovirta, mutta on silti parempi olla vaarantamatta sitä uudelleen, varsinkin jos kosteus on korkea.