Paano magluto gamit ang electric welding
Sa isang pribadong bahay, sa isang bahay sa bansa, sa isang garahe at kahit sa isang apartment - maraming trabaho kahit saan na nangangailangan ng metal na hinang. Ang pangangailang ito ay nararamdaman lalo na nang husto sa panahon ng proseso ng konstruksyon. Lalo na ito ay madalas na kinakailangan upang magluto o gupitin ang isang bagay. At kung maaari mo pa ring putulin ito gamit ang isang gilingan, kung gayon walang anuman upang mapagkakatiwalaan na ikonekta ang mga bahagi ng metal maliban sa hinang. At kung ang konstruksyon ay isinasagawa sa pamamagitan ng kamay, kung gayon ang gawaing hinang ay maaaring gawin nang nakapag-iisa. Lalo na sa mga lugar kung saan hindi kinakailangan ang kagandahan ng tahi. Sasabihin namin sa iyo kung paano magluto sa pamamagitan ng tamang hinang sa artikulong ito.
Ang nilalaman ng artikulo
Ang mga pangunahing kaalaman sa electric welding
Ang mga pinagsamang magkasanib na metal ngayon ay ang pinaka maaasahan: ang mga piraso o bahagi ay fuse sa isang solong buo. Nangyayari ito bilang isang resulta ng pagkakalantad sa mataas na temperatura. Karamihan sa mga modernong welding machine ay gumagamit ng isang electric arc upang matunaw ang metal. Pinapainit nito ang metal sa apektadong zone hanggang sa natutunaw, at nangyayari ito sa isang maliit na lugar. Dahil ginamit ang isang electric arc, kung gayon ang welding ay tinatawag na isang electric arc.

Hindi ito ang tamang paraan upang magwelding)) Hindi bababa sa kailangan mo maskara
Mga uri ng electric welding
Ang isang electric arc ay maaaring mabuo ng parehong direkta at alternating kasalukuyang. Ang mga welding transformer ay luto na may kasalukuyang alternating, inverters na may direktang kasalukuyang.
Ang pagtatrabaho sa isang transpormer ay mas kumplikado: ang kasalukuyang ay alternating, samakatuwid ang welded arc "jumps", ang aparato mismo ay mabigat at masalimuot. Mayroon ding maraming nakakainis na ingay na ang arko at ang transpormador mismo ang naglalabas sa panahon ng operasyon. May isa pang istorbo: ang transpormer ay malakas na "lumubog" sa network. Bukod dito, may mga makabuluhang pagtaas ng boltahe. Ang mga kapitbahay ay hindi masyadong masaya tungkol sa pangyayaring ito, at maaaring magdusa ang iyong mga gamit sa bahay.
Pangunahin na nagpapatakbo ang mga inverters mula sa isang network ng 220 V. Kasabay nito, mayroon silang maliit na sukat at timbang (mga 3-8 kilo), tahimik silang gumagana, at halos walang epekto sa boltahe. Hindi man malalaman ng mga kapitbahay na nagsimula ka nang gumamit ng welding machine, maliban kung nakikita nila. Bilang karagdagan, dahil ang arko ay sanhi ng direktang kasalukuyang, hindi ito tumatalon, mas madaling ihalo at makontrol ito. Kaya kung magpasya kang malaman kung paano magwelding ng metal, magsimula sa isang welding inverter. Basahin ang tungkol sa pagpili ng isang inverter welding machine dito.
Teknolohiya ng hinang
Para maganap ang isang electric arc, kailangan ng dalawang elemento ng conductive na may kabaligtaran na singil. Ang isa ay isang piraso ng metal at ang isa ay isang elektrod.
Ang mga electrode, na ginagamit para sa manu-manong electric arc welding, ay gawa sa isang metal core na natatakpan ng isang espesyal na proteksiyon na compound. Mayroon ding mga graphite at carbon non-metallic welding electrode, ngunit ginagamit ang mga ito para sa espesyal na trabaho at malamang na hindi maging kapaki-pakinabang sa isang novice welder.
Kapag ang elektrod at metal, na may magkakaibang mga polarity, hawakan, isang electric arc ang nangyayari. Matapos ang hitsura nito, sa lugar kung saan ito nakadirekta, ang metal ng bahagi ay nagsisimulang matunaw. Sa parehong oras, natutunaw ang metal ng electrode rod, na inililipat ng electric arc sa natutunaw na lugar: ang hinang pool.
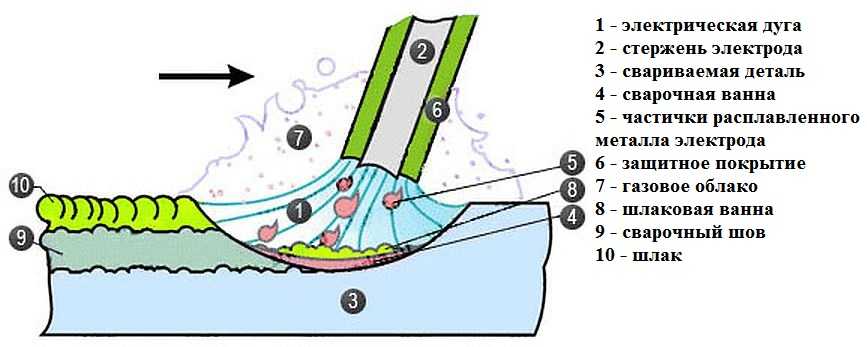
Paano nabuo ang isang weld pool. Nang hindi nauunawaan ang prosesong ito, hindi mo maintindihan kung paano magluto ng metal nang tama (Upang madagdagan ang laki ng larawan, mag-right click dito)
Sa proseso, ang proteksiyon na patong ay nasusunog din, bahagyang natutunaw, bahagyang sumisingaw at naglalabas ng isang tiyak na halaga ng mga maliwanag na gas. Napapalibutan ng mga gas ang weld pool, pinoprotektahan ang metal mula sa pakikipag-ugnay sa oxygen. Ang kanilang komposisyon ay nakasalalay sa uri ng proteksiyon na patong.Sinasaklaw din ng tinunaw na slag ang metal, tumutulong na mapanatili ang temperatura nito. Upang maayos na magwelding, dapat alagaan upang matiyak na ang slag ay sumasakop sa weld pool.
Ang hinang ay nakuha sa pamamagitan ng paglipat ng paligo. At gumagalaw ito kapag gumalaw ang elektrod. Ito ang buong lihim ng hinang: kailangan mong ilipat ang elektrod sa isang tiyak na bilis. Mahalaga rin ito, depende sa kinakailangang uri ng koneksyon, upang piliin nang tama ang anggulo ng pagkahilig at kasalukuyang mga parameter.
Habang lumalamig ang metal, nabubuo dito ang isang slag crust - ang resulta ng pagkasunog ng mga gas na proteksiyon. Pinoprotektahan din nito ang metal mula sa pakikipag-ugnay sa oxygen sa hangin. Matapos ang paglamig ito ay martilyo ng martilyo. Sa kasong ito, lumilipad ang mga maiinit na fragment, samakatuwid kinakailangan ang proteksyon sa mata (magsuot ng mga espesyal na baso).
Tungkol sa, kung paano gumawa ng isang brazier mula sa isang silindro o isang bariles ay maaaring mabasa dito... Magpractice lang.
Paano matututong magluto sa pamamagitan ng hinang
Nagsisimula ang lahat sa paghahanda ng lugar ng trabaho. Kinakailangan na magbayad ng espesyal na pansin sa kaligtasan kapag nagtatrabaho sa electric welding: mayroong posibilidad ng pinsala mula sa parehong kuryente at mataas na temperatura. Samakatuwid, seryosohin ang paghahanda.
Ang pag-aaral na magluto gamit ang electric welding ay mas maginhawa sa isang makapal na piraso ng metal: mas mahusay na magsanay dito. Bilang karagdagan sa kanya at sa welding machine, kakailanganin mo ang mga leggings (makapal na guwantes) at welder mask... Kailangan mo rin ng masikip na damit na nagpoprotekta sa buong katawan, matibay na sapatos ng makapal na katad. Dapat silang labanan sa mga spark at dross. Kakailanganin mo rin ng martilyo at isang metal na brush upang itumba ang slag. Upang maprotektahan ang iyong mga mata, kakailanganin mo ang mga baso.
Paano ikonekta ang elektrod
Ang gawaing hinang para sa mga nagsisimula ay magiging mas madali upang maisagawa kung kukuha ka ng isang unibersal na elektrod na may diameter na 3 mm (3.2 mm, upang maging eksaktong). Ang mga ito ay mas mahal, ngunit mas madaling gumana. Matapos mong malaman kung paano magluto ng metal, maaari mong subukan ang paggamit ng mga mas murang, ngunit mas mahusay na magsimula sa mga ito.
Ang elektrod ay ipinasok sa isang may hawak na nakakabit sa isa sa mga welding cable. Mayroong dalawang uri ng clamp - spring at turnilyo. Kung ang may hawak ng elektrod ay puno ng spring, pindutin ang pindutan sa hawakan at ipasok ang electrode sa socket na lilitaw. Sa isang clamp ng tornilyo, umiikot ang hawakan. Alisin ito, ipasok ang elektrod at i-clamp ito. Sa anumang kaso, hindi siya dapat mag-stagger. Sa pamamagitan ng pag-install ng electrode, maaari mong ikonekta ang mga cable.
Mayroong dalawang output sa DC welder, positibo at negatibo. Mayroon ding dalawang mga cable na hinang:
- ang isang nagtatapos sa isang metal clip-retainer - konektado sa bahagi;
- ang iba pa ay may hawak ng electrode.
Aling polarity upang kumonekta para sa hinang ay nakasalalay sa uri ng trabaho. Kung pinag-uusapan natin ang tungkol sa mga inverters, kung gayon mas madalas na ang plus ay konektado sa bahagi, at ang minus ay pinakain sa elektrod. Ang pagpipiliang ito ay tinatawag na straight polarity. Ngunit may isang listahan ng mga gawa kung saan inilapat ang reverse polarity: minus - sa bahagi, plus - sa elektrod (halimbawa, para sa hinang hindi kinakalawang na asero).

Ipasa at baligtarin ang polarity ng koneksyon sa welding inverter
Ang direktang polarity ay nagbibigay ng mas mahusay na pag-init ng metal, na kinakailangan para sa karamihan ng mga koneksyon. Ito ay dahil ang mga electron ay lumilipat mula sa post na negatibong singilin - na may direktang polarity, ito ang elektrod - sa positibo - ng bahagi. Sa parehong oras, idinagdag nila ang kanilang enerhiya sa metal, na pinapataas ang temperatura nito.
Simulan ang hinang: hampasin ang arko
Nalaman namin kung paano ikonekta ang electrode sa inverter. Ngayon tungkol sa kung paano magaan ang arko. Ito ay nagmumula sa direktang pakikipag-ugnay sa pagitan ng elektrod at ng bahagi. Mayroong dalawang paraan:
- kapansin-pansin;
- sa pamamagitan ng pagtapik
Ang lahat ay malinaw mula sa pangalan: sa isang kaso, kailangan mong patakbuhin ang elektrod kasama ang seam (upang walang mga bakas na natitira), sa pangalawa - upang maabot ang bahagi ng dulo ng elektrod nang maraming beses.
Kapag bago ang elektrod, ang dulo nito ay nakalantad, madali ang pag-aapoy. Kung ito ay nasa pagpapatakbo na, isang pader ng maraming millimeter ng proteksiyon na patong na nabuo sa paligid ng pamalo.Ang patong na ito ay dapat na pinalo sa pamamagitan ng pagpindot sa bahagi ng dulo ng maraming beses.
Ang parehong pamamaraan ng pag-aapoy ay ginagamit, dito pipiliin ang lahat kung sino ang komportable. Ito ang unang kasanayang kakailanganin mong master kung nais mong malaman kung paano gumamit ng electric welding.
Kaya kumuha ka ng ilang mga electrode, isang makapal na piraso ng metal, at subukang sindihan ang arko. Sa sandaling makuha mo ito nang tama, maaari kang magpatuloy sa susunod na yugto ng pagsasanay.
Ikiling ng elektrod
Ang pangunahing posisyon ng elektrod ay ikiling ng bahagya patungo sa sarili - sa isang anggulo mula 30 ° hanggang 60 ° (tingnan ang pigura). Ang halaga ng slope ay napili depende sa kinakailangang hinang at sa itinakdang kasalukuyang. Ginagabayan sila ng kondisyon ng welded pool.
Ang unang posisyon ay tinatawag na "anggulo sa likod". Sa kasong ito, ang paliguan at tinunaw na slag ay gumagalaw sa likod ng dulo ng elektrod. Ang anggulo ng pagkahilig at bilis ng paggalaw ay dapat na ang slag ay may oras upang takpan ang tinunaw na metal. Sa ganitong posisyon, nakukuha namin ang pagpainit ng metal sa isang mahusay na lalim.
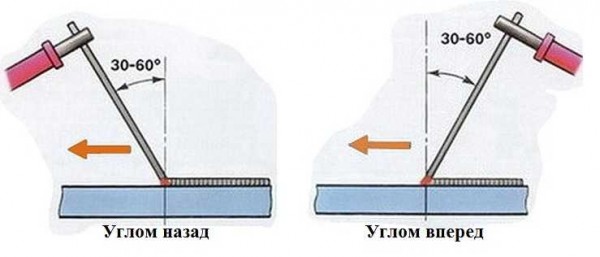
Manu-manong pamamaraan ng welding ng arc: posisyon ng elektrod na may anggulo pasulong at isang anggulo paatras
Mayroong mga sitwasyon kung kailan ang metal ay hindi kailangang masidhing maiinit. Pagkatapos ang anggulo ng pagkahilig ay nagbabago sa kabaligtaran, ang seam at ang paliguan ay "hinihila" sa likod ng elektrod. Sa kasong ito, ang lalim ng pag-init ay minimal.
Mga paggalaw ng elektrod
Ang sagot sa tanong na "kung paano magluto gamit ang electric welding" ay simple: kailangan mong kontrolin ang welded pool. Upang magawa ito, kinakailangang panatilihin ang elektrod sa layo na 2-3 mm mula sa ibabaw ng metal at kontrolin ang kalagayan at sukat ng weld pool. Dito nakasalalay ang kasanayan ng welder.
Ang kahirapan ay nakasalalay sa katotohanan na maraming mga parameter ang kailangang kontrolin nang sabay-sabay:
- ilipat ang elektrod kasama ang isa sa mga trajectory na ipinakita sa larawan,
- habang nasusunog ito, ibababa ito nang medyo mas mababa, pinapanatili ang isang pare-pareho na distansya ng 2-3 mm;
- subaybayan ang laki at kundisyon ng weld pool, pinapabilis o pinapabagal ang paggalaw ng electrode;
- sundin ang direksyon ng tahi.
Ang mga paggalaw ng tip ng elektrod ay ipinapakita sa pigura. Ang mga nais matuto ng welding ng kuryente para sa paggamit sa bahay ay hindi kailangang master ang lahat, ngunit kakailanganin mo ang dalawa o tatlong paggalaw: para sa iba't ibang mga sitwasyon, mga tahi at metal.
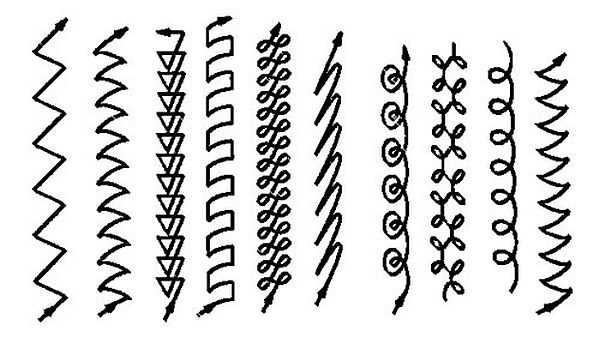
Isa pang elemento ng manu-manong pamamaraan ng welding ng arc: ang dulo ng elektrod ay dapat na gumalaw kasama ang isa sa mga trajectory na ito (o kasama ang ilang katulad)
Paano matututunan kung paano magluto gamit ang electric welding? Magsanay ng mga paggalaw sa isang makapal na piraso ng metal. Pagkatapos ito ay lumiliko hindi mga tahi, ngunit mga roller. Ang yugtong ito ay ang paunang isa. Dito, malalaman mo ang mga kasanayan sa elementarya ng isang manghihinang: alamin upang makontrol ang distansya mula sa dulo ng elektrod sa bahagi, at sa parehong oras, ilipat ito kasama ang isang naibigay na tilas, sundin ang hinangin na paliguan at ang slag dito.
Upang magawa ito, kumuha ng isang makapal na metal, gumuhit ng isang linya dito gamit ang tisa: kakailanganin mong maglagay ng roller kasama nito. Sindihan ang arko at simulang master ang mga paggalaw, pag-aaral na kontrolin ang paliguan nang sabay. Hindi ka magtatagumpay sa una, at, kahit na, hindi sa ikasangpung pagkakataon. Marahil ay gagamit ka ng isang dosenang mga electrode. Kapag nagtrabaho ang pamamaraan ng manu-manong welding ng arc: ang roller ay pare-pareho, ang lapad at taas nito ay pare-pareho (o halos), maaari mong subukang ikonekta ang mga bahagi.

Dapat kang makakuha ng mga katulad na roller. Kaya maaari mong malaman kung paano magluto nang tama gamit ang hinang ng elektrod.
Paano gumawa ng isang gazebo sa isang metal frame, basahin ang artikulong ito, at narito ito inilarawan pagbuo ng isang kamalig sa isang metal frame.
Paano magwelding ng tama ang metal
Ang pag-aaral kung paano hawakan nang maayos ang elektrod at ilipat ang paliguan ay hindi sapat para sa isang mahusay na resulta. Kailangan mong malaman ang ilan sa mga subtleties ng pag-uugali ng mga metal na sumali. At ang pagiging kakaiba ay nakasalalay sa katotohanang ang seam ay "hinihila" ang mga detalye, na maaaring maging sanhi ng pagguho nila. Bilang isang resulta, ang hugis ng produkto ay maaaring maging ibang-iba mula sa inilaan.
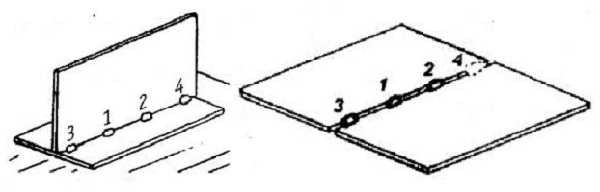
Teknikal na teknolohiya ng hinang: bago simulan ang seam, ang mga bahagi ay konektado sa mga tacks - maikling mga tahi na matatagpuan sa layo na 80-250 mm mula sa bawat isa
Samakatuwid, bago magtrabaho, ang mga bahagi ay naayos na may clamp, kurbatang at iba pang mga aparato.Bilang karagdagan, ang mga tacks ay ginawa - maikling mga nakahalang seams, inilatag pagkatapos ng ilang sampu-sampung sentimo. Pinagsama nila ang mga bahagi, na binibigyan ang hugis ng produkto. Kapag hinang ang mga kasukasuan, inilalapat ang mga ito sa magkabilang panig: ito ay kung paano mabayaran ang mga nagresultang stress. Pagkatapos lamang ng tahimik na mga hakbang sa paghahanda simulan ang hinang.
Paano pumili ng kasalukuyang hinang
Imposibleng malaman kung paano magluto gamit ang electric welding kung hindi mo alam kung paano itakda ang kasalukuyang. Ito ay nakasalalay sa kapal ng mga bahagi na hinangin at ang mga ginamit na electrode. Ang kanilang pagtitiwala ay ipinakita sa talahanayan.
Ngunit sa manu-manong electric arc welding, lahat ay magkakaugnay. Halimbawa, ang boltahe ay bumaba sa network. Ang inverter ay hindi maaaring magbigay ng kinakailangang kasalukuyang. Ngunit kahit sa ilalim ng mga kondisyong ito, maaari kang gumana: maaari mong ilipat ang elektrod nang mas mabagal, makamit ang mahusay na pag-init. Kung hindi ito makakatulong, baguhin ang uri ng paggalaw ng elektrod - dumadaan sa parehong lugar nang maraming beses. Ang isa pang paraan ay upang maglagay ng isang mas payat na elektrod. Sa pamamagitan ng pagsasama-sama ng lahat ng mga pamamaraang ito, ang isang mahusay na hinang ay maaaring makamit kahit sa ilalim ng mga kundisyong ito.
Ngayon alam mo kung paano magluto sa pamamagitan ng hinang. Ito ay mananatili upang mag-ehersisyo ang mga kasanayan. Pumili ng isang welding machine, bumili ng mga electrode at isang welding mask at simulan ang pagsasanay.
Upang pagsamahin ang impormasyon at gumawa ng mas kaunting pagkakamali, panoorin ang video tutorial sa hinang.
-
 Pamutol ng plasterboard - isang tool para sa mabilis na pagkonekta ng mga profile
Pamutol ng plasterboard - isang tool para sa mabilis na pagkonekta ng mga profile
-
 Mga gunting para sa paggupit ng mga tubo: polypropylene (PPR), plastik, metal-plastik
Mga gunting para sa paggupit ng mga tubo: polypropylene (PPR), plastik, metal-plastik
-
 Seleksyon ng riveter (riveter)
Seleksyon ng riveter (riveter)
-
 Paano Pumili ng isang Garden Branch & Grass Chopper - Pinakamahusay na Mga Modelong
Paano Pumili ng isang Garden Branch & Grass Chopper - Pinakamahusay na Mga Modelong
-
 Aling mga walk-behind tractor at motor-cultivator ang mas mahusay
Aling mga walk-behind tractor at motor-cultivator ang mas mahusay





Ang may-akda ng artikulo ay isang napaka-matalino na batang babae! Napakadali at naa-access upang sabihin tungkol sa isang kumplikadong proseso! Ito ang talento!
Salamat! para sa akin na may zero na karanasan, sinagot ng artikulo ang lahat ng mga katanungan
Malinaw ang lahat, maayos ang lahat, ngunit kinuha ko lang sa aking kamay ang may hawak, lahat ay mali at lahat ng iyon, pagkatapos ay hindi nag-iilaw ang elektrod, pagkatapos ay dumidikit, pagkatapos ay sinunog ko ang butas.
Nagsulat ang may-akda: - "Ang isang electric arc ay maaaring mabuo ng parehong direkta at alternating kasalukuyang. Ang mga welding transformer ay luto na may kasalukuyang alternating, inverters na may direktang kasalukuyang.
Dadalhin ko ang kalinawan sa mga mambabasa: ang uri ng kasalukuyang hinang ay alternating at pare-pareho. Ang alternating at direktang kasalukuyang, na nilikha ng isang welding machine batay sa isang transpormer, ay karaniwang mabigat at masalimuot. Ang isang welding machine ng ganitong uri, na kung saan hinangin na may direktang kasalukuyang, ay karaniwang tinatawag na isang WELDING RECTIFIER. Ang mga welding machine, alternating kasalukuyang, ngayon ay mas mababa at mas mababa ang natagpuan, dahil ang kalidad ng arc burn at ang kalidad ng welded seam ay makabuluhang mas masahol kaysa sa direktang kasalukuyang.
Ang isang bagong uri ng mga welding machine ay mga aparato ng inverter na lumilikha ng isang hinang, direktang kasalukuyang. Ang mga ito ay nakikilala sa pamamagitan ng kanilang pagiging compact, lightness, electric shock protection system at may mahusay na mga tagapagpahiwatig sa kalidad ng kasalukuyang at ang pagbuo ng seam ng mga welded na elemento.
Mga plus: Swar. rectifier - pagiging maaasahan, tibay, madaling ayusin, kahit na ng isang hindi dalubhasang dalubhasa. Inverter - compact, maraming mga setting at proteksyon.
Mga Disadvantages: Swar. rectifier - laki, bigat, kakulangan ng proteksyon laban sa electric shock (madalas), ang kasalukuyang kalidad ay bahagyang mas mababa kaysa sa mga inverters. Inverter - ang kamag-anak na hindi maaasahan ng aparato, ang pag-aayos ay posible lamang sa mga dalubhasang lugar, o ng isang dalubhasa sa larangan ng electronics sa radyo.
Kaya't ang lahat ay malinaw at matinong sinabi na maaari kang agad na makapunta at magsimulang magsanay! May-akda SUPER !!!
Klase. Medyo malinaw ang lahat. Salamat, mag-aaral ako
Bago iyon, sinubukan kong magluto kasama ng alternating kasalukuyang ilang beses at hindi nasisiyahan sa aking trabaho, ngayon alam ko kung nasaan ang aking pagkakamali 🙂
salamat sa May-akda! :)
Salamat sa maraming kapaki-pakinabang na impormasyon! Na inaasahan kong makakatulong sa aking malaman
Nagpunta ako upang maging isang manghihinang at gusto ko ang propesyon, mas kailangan ang propesyon na ito sa hinaharap
Sa gayon ito ay, ngunit sa aking palagay ang minus clem ay pumupunta sa masa, ibig sabihin, sa bahagi mismo at dagdag sa clamp na may isang electric drive !!!! ?????