Pagpili ng mga electrode para sa isang welding inverter
Para sa isang welder ng baguhan, ang pagpili ng isang elektrod ay maaaring maging isang problema: mayroong higit sa dalawang daang mga tatak na may iba't ibang mga katangian, hangarin at katangian. Bukod dito, halos 100 mga tatak ang angkop para sa manu-manong electric arc welding na may mga inverter machine. Imposibleng sabihin ang tungkol sa lahat, oo, upang magsimula sa, hindi kinakailangan. Sandali lamang nating ilarawan ang mga pangunahing uri at kung aling mga electrode para sa welding ng inverter ang pinakaangkop para sa mga nagsisimula. Pag-uusapan din namin ang tungkol sa kung anong diameter ang kukuha at kung anong kasalukuyang itatakda para sa hinang metal na magkakaibang mga kapal.
Ang nilalaman ng artikulo
Ano ang isang elektrod at para saan ang patong
Ang isang elektrod ay isang piraso ng metal wire na pinahiran ng isang espesyal na patong. Sa panahon ng hinang, ang pangunahing natutunaw mula sa temperatura ng arko. Sa parehong oras, ang patong ay nasusunog at natutunaw, lumilikha ng isang proteksiyon na ulap ng gas sa paligid ng hinang na lugar - ang welding pool. Hinahadlangan nito ang pag-access sa oxygen sa hangin. Sa proseso ng pagsunog ng pinaghalong, ang bahagi nito ay nagiging isang likidong estado at tinatakpan ang tinunaw na metal na may isang manipis na layer, pinoprotektahan din ito mula sa pakikipag-ugnay sa oxygen. Kaya't tinitiyak ng patong ang isang mahusay na kalidad ng hinang.
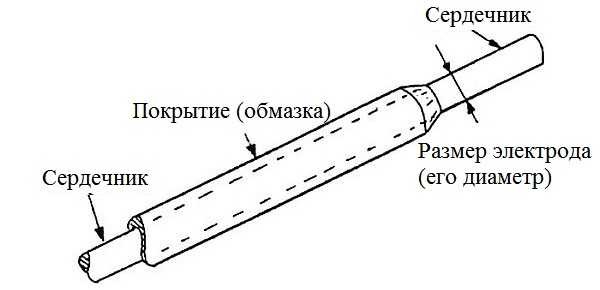
Ang welding electrode ay binubuo ng isang core at isang proteksiyon na patong
Bago simulan ang hinang, ang anumang elektrod ay nasuri: ang patong ay hindi dapat magkaroon ng mga chips. Kung hindi man, hindi mo makakamit ang pare-parehong pag-init at isang de-kalidad na seam. Gayundin, bigyang pansin ang dulo ng elektrod: ang kapal ng patong ay dapat na pareho sa lahat ng panig. Pagkatapos ang arc ay lalabas sa gitna. Kung hindi man, mawawala ito. Para sa mga may karanasan na mga welder, hindi ito nakakatakot, ngunit para sa mga nagsisimula maaari itong lumikha ng mga nahihirapang problema.
Kinakailangan upang masubaybayan ang nilalaman ng kahalumigmigan ng patong. Ang ilan sa mga ito ay nag-apoy nang napakahina sa mataas na kahalumigmigan (halimbawa, SSSI). Kaugnay ng tulad ng isang "capriciousness" ng patong, dapat silang maiimbak sa isang tuyong lugar, tinitiyak, kung maaari, hermetically selyadong packaging. Maaari mong ilagay ang kahon sa isang bag, at maglagay din ng ilang bag ng asin doon, na nasa mga kahon ng sapatos.
Hindi nagkakahalaga ng pagbili ng mga wet electrode: maaari silang, siyempre, matuyo, ngunit ang kanilang mga katangian ay bababa. Kung, gayunpaman, nangyayari na ang mga electrode ay mamasa-masa, maaari silang matuyo sa isang ordinaryong oven ng sambahayan sa mababang temperatura (karaniwang ipinahiwatig ito sa pakete). Ang pangalawang paraan ay ilagay ito sa isang tuyo, maaliwalas na silid ng mahabang panahon.

Ang patong (proteksiyon na patong) ng mga electrodes ay: pangunahing, rutile, cellulose at acidic
Mga uri ng patong at kanilang mga katangian
Mayroong apat na uri lamang ng mga patong:
- Batayan
- Rutile.
- Maasim
- Cellulosic.
Ang pangunahing (SSSI) at mga cellulosic coatings ay angkop lamang para sa DC welding. Maaari silang magamit sa mga kritikal na tahi: lumilikha sila ng isang malakas, nababanat na tahi na lumalaban sa mga pagkarga ng pagkabigla.

Mayroong higit sa 200 mga tatak ng electrodes para sa hinang, tungkol sa 100 sa mga ito ay maaaring magamit para sa manu-manong electric arc welding
Ang iba pang dalawa (rutile at sour) - ay maaaring gumana kapag hinang na may alternating at direktang kasalukuyang. Ngunit ang acidic coating ay napaka-nakakalason: maaari kang magtrabaho sa loob lamang ng bahay kung ang lugar ng trabaho ay nilagyan ng isang sapilitang draft.
Ang rutile coating ay may berde o asul na kulay, ang mga electrode ay madaling masunog. Mahusay silang nag-apoy kahit na ang inverter ay may mababang boltahe ng open-circuit (para sa maaasahang pag-aapoy ng pangunahing patong, isang mahusay na katangian ng kasalukuyang boltahe ang kinakailangan, kung paano pumili ng isang inverter welding machine, basahin dito.).Kapag hinang sa mga rutile electrode (MP-3), ang metal ay halos hindi magwisik, ngunit maraming slag at hindi madaling lumabas: kailangan mong gumana sa isang martilyo.
Maaaring interesado ka sa kung paano magwelding ng isang gazebo mula sa isang metal pipe o kung paano gumawa ng isang malaglag sa isang frame mula sa isang tubo.
Paano pumili ng mga electrode para sa welding ng inverter
Una sa lahat, ang komposisyon ng core ay napili: dapat itong maging katulad sa uri ng metal na hinangin. Sa mga sambahayan, ang mga istruktura na bakal ay karaniwang ginagamit. Ito ay mula sa parehong kawad na dapat ang mga electrodes. Minsan kailangan mo pa ring magluto ng hindi kinakalawang na asero. Pagkatapos ang core ay dapat ding gawin ng hindi kinakalawang na asero, at para sa mataas na haluang metal at lumalaban sa init ang mga ito ay gawa sa metal na may parehong mga katangian.
Maaari mong gampanan ang lahat ng gawaing-bahay o gawaing konstruksyon gamit lamang ang ilang mga tatak ng mga electrode:
- MP-3
- SSSI 13/55
- ANO 21
- OK 63.34
Kinikilala sila ng marami bilang pinakamahusay na mga newbie electrode na gumagana inverter welding machine: mas madaling magtrabaho kasama sila, sa parehong oras, pinapayagan ka nilang magluto ng mga de-kalidad na mga seam kahit na sa kawalan ng makabuluhang karanasan. Nasa ibaba ang mga katangian at pangkalahatang aplikasyon ng mga naubos na iyon na itinuturing ng maraming eksperto na mahusay na mga electrode para sa isang inverter. Sa anumang kaso, madalas na inirerekumenda ang mga ito para sa mga novice welder upang makakuha ng karanasan.
Rutile pinahiran electrodes MP 3

Subukan ang ANO 21 electrodes para sa pagpapatakbo sa inverter
Nagtatrabaho sila kasama ang parehong alternating at direktang kasalukuyang ng anumang polarity. Kinakailangan ang paggamot sa init bago ang hinang: ang mga ito ay nakakalkula sa 120 ° C sa loob ng 40 minuto.
| Diameter, mm | Mas mababang posisyon ng electrode | Vertical na posisyon ng elektrod | Posisyon ng overhead electrode |
|---|---|---|---|
| 2 | kasalukuyang lakas 50-90 A | kasalukuyang lakas 50-70 A | kasalukuyang lakas 70-90 A |
| 2,5 | kasalukuyang lakas 60-110 A | kasalukuyang lakas 60-90 A | kasalukuyang lakas 80100 A |
| 3 | kasalukuyang lakas 90-140 A | kasalukuyang lakas 80-100 A | kasalukuyang lakas 100-130 A |
Hindi kinakalawang na asero electrodes OK 63.34
Kung kailangan mong magwelding ng hindi kinakalawang na asero, subukan ang OK 63.34. Maaari din silang magamit upang magluto ng istruktura na bakal. Nagreresulta ito sa isang tahi na may isang mababaw na alon na may isang maayos na paglipat sa pangunahing ibabaw ng metal. Ang dami ng slag ay maliit, madaling matalo.
Mahusay na magluto gamit ang elektrod na ito patayong mga tahi sa metal 6-8 mm, dumadaan mula sa itaas hanggang sa ibaba. Angkop para sa multi-pass puwit at pag-welding ng lap. Nagpapatakbo na may direkta at alternating kasalukuyang ng anumang polarity, minimum na bukas na boltahe ng circuit - 60 V.

Mga welding electrode OK 63.34
Kailangan mo rin ng mask para sa hinang. Upang mas madaling magtrabaho, kunin maskara ng welding ng chameleon.
Paano pipiliin ang diameter ng electrode, kung paano ito ikonekta at alin ang magtatakda ng amperage
Ang pagpili ng isang tatak ng mga electrode para sa inverter ay hindi lahat. Kahit na nakapagpasya ka na, hindi bababa sa tatlong mga katanungan ang mananatili:
- anong diameter ng elektrod ang gagamitin kapag hinang;
- anong kasalukuyang itatakda;
- sa aling output na "+" o "-" upang ikonekta ang elektrod.
Maayos ang lahat Magsimula tayo sa kung anong diameter ng elektrod ang kinakailangan para sa hinang. Sa pangkalahatan, inirerekumenda na magpatuloy mula sa kapal ng mga metal na dapat na ma-welding: para sa maliliit na kapal, ang elektrod ay kukuha ng lapad ng parehong laki ng metal. Kung hinangin mo ang metal na 3 mm na makapal, pagkatapos ay gawin ang parehong sukat na mga electrode. Kung nagluluto ka ng isang bagay na mas makapal, kumuha ng 4 mm nang naaayon. Ngunit magiging mahirap para sa mga nagsisimula na magtrabaho kasama ang malalaking mga electrode. Simulan ang mastering hinang na may isang kapal ng metal na 3-4 mm. Upang magawa ito, gumamit ng mga electrode 3 mm, o tulad ng sinasabi nilang "tatlo".
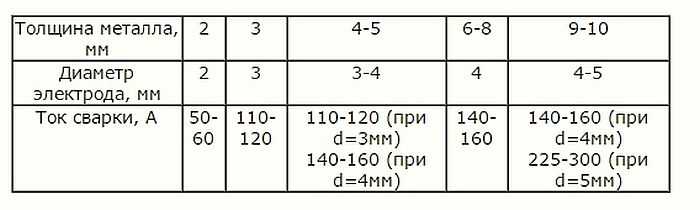
Pangkalahatang mga rekomendasyon para sa pagpili ng diameter ng elektrod depende sa kapal ng metal
Tungkol sa kung paano aling output upang ikonekta ang mga electrodes. Ang mga pagtutukoy sa pack ay malamang na ipahiwatig kung aling polarity ang electrode ay inilaan. Kapag nakakonekta pabalik sa positibong output, ikonekta ang elektrod sa negatibong terminal, na na-hook sa bahagi. Sa tuwid na polarity, isang plus ang nakatanim sa bahagi, isang minus ang inilalapat sa elektrod. Ang hitsura nito sa isang welding inverter ay ipinapakita sa larawan.

Ipasa at baligtarin ang polarity ng koneksyon sa welding inverter
Paano magkakaiba ang dalawang uri ng koneksyon na ito? Ang daloy ng mga electron ay may iba't ibang direksyon. Tulad ng alam mo, ang mga electron ay lumilipat mula sa "minus" hanggang sa "plus". Samakatuwid, kapag hinang, lumalabas na ang sangkap na nakakonekta sa "+" ay nag-iinit pa. Sa pamamagitan ng pagbabago ng mga mode ng koneksyon, makokontrol mo ang tindi ng pag-init ng metal.
Isaalang-alang natin ang maraming mga sitwasyon. Halimbawa, mayroon kang isang 3 mm electrode at 2 mm metal. Kung ang "+" ay inilapat sa bahagi, maaaring magresulta ang pagkasunog. Samakatuwid, sa kasong ito, mas mahusay na gumamit ng reverse polarity, kung saan ang elektrod ay mas magpapainit. Kung nais mong magwelding ng 6 mm na metal na may parehong triplet, mas mahusay na gawin ito sa direktang polarity: sa ganitong paraan ang pag-init ng metal ay magiging mas malalim at ang tahi ay magiging mas matibay.
Paano pumili ng isang inverter welding machine na basahin dito... Maaari kang interesin pagtatayo ng isang bakod mula sa corrugated board.
Kasalukuyang hinang
Sa pangkalahatan, kapag ang pag-install ng elektrod, ang kasalukuyang hinang para sa inverter ay nakatakda depende sa diameter ng ginamit na electrode. Sa pangkalahatan, may mga rekomendasyon sa bawat pack, ngunit maaari mong gawin nang wala ang mga ito: para sa bawat millimeter ng diameter, kumukuha sila ng 20-30 Amperes ng kasalukuyang. Ito ay naging isang malawak na saklaw, ngunit pagkatapos ay kailangan mo ring isaalang-alang kung paano mo ilalagay ang seam: mayroon o walang paghihiwalay. Para sa hinang nang walang paghihiwalay, ang mas mababang mga alon ay itinakda, na may paghihiwalay - mas mataas.
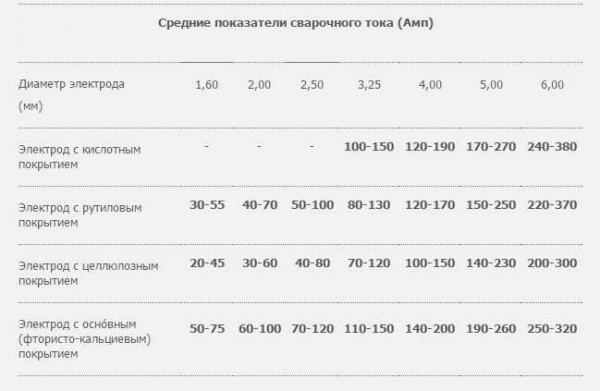
Anong kasalukuyang dapat lutuin na may iba't ibang mga electrode (pangkalahatang mga rekomendasyon, piliin ang eksaktong empirically)
Halimbawa, para sa isang elektrod na may diameter na 3 mm, ang kinakalkula na kasalukuyang nakuha mula 60 A hanggang 90 A. Sa totoo lang, gumagana ang mga ito sa saklaw mula sa 30 Amperes hanggang 140 Amperes. Kapag hinang nang walang paghihiwalay, ang isang kasalukuyang pagkakasunud-sunod ng 70-90 A ay itinakda, na may paghihiwalay - 90-120 A. Ang mga parameter na ito ay maaaring "lumakad" sa parehong direksyon: depende rin ito sa bilis ng paggalaw ng tip ng elektrod, sa tatak at "pagkalikido" ng bakal na hinangin, sa posisyon ng seam (para sa isang patayo at pahalang na tahi, naglalagay sila ng kaunting kaunti, para sa isang kisame - kahit na mas mababa).
Sa pangkalahatan, kahit na ang mga alon na inirerekumenda ng gumawa ay malayo sa isang kinakailangan. Magsimula sa kanila, at pagkatapos ay pumili upang maginhawa para sa iyo na magtrabaho at ang seam ay magiging mabuti. Dapat kang makakuha ng isang de-kalidad na koneksyon, at pipiliin mo ang ratio ng kasalukuyang lakas at bilis ng paggalaw nang eksperimento. Sa paggawa nito, gabayan ng kondisyon ng weld pool. Siya ang iyong pangunahing tagapagpahiwatig ng kalidad.
Tungkol sa kung paano magluto na may welding ng inverter basahin dito.

Mga error na maaaring mangyari kapag hinang
Ngayon alam mo hindi lamang kung paano pumili ng mga electrode para sa welding ng inverter, kundi pati na rin kung paano ikonekta ang mga ito, anong diameter ang kailangan nila para sa gawaing ito, at kung paano pipiliin ang kasalukuyang para sa bawat uri ng electrode at seam. Ngayon pag-usapan natin nang kaunti ang tungkol sa mga may hawak ng electrode.
Mga may hawak para sa mga electrode
Ang isa sa mga cable ng hinang ay may isang may-ari (may hawak) kung saan ang electrode ng hinang ay ipinasok. Ang mga ito ay may dalawang uri:
- na may isang trigger key, ang elektrod ay naka-clamp sa kanila nang awtomatiko kapag inilabas ang key na puno ng spring, inilabas ito kapag pinindot mo ito;
- sinulid - ang hawakan ay baluktot at hindi naka-untad, naglalabas o clamping ng ipinasok na core ng electrode.
Alin ang mas mahusay? Nasa sa iyo ito, ngunit sa hindi sinasadyang pagpindot sa pindutan, maaari mong i-drop ang elektrod sa panahon ng hinang. Walang kahila-hilakbot na nangyayari sa ito, ngunit ito ay hindi kasiya-siya ...
Kapag pumipili ng isang may hawak ng elektrod, ang pangunahing bagay ay upang bigyang pansin ang kasalukuyang lakas na kung saan ito ay dinisenyo. Piliin alinsunod sa maximum na parameter na magagamit para sa iyong welding machine.
Kung paano ikonekta ang cable sa may hawak ng tornilyo na clamp welding electrode ay ipinapakita sa video.
Ang kawalan ng may-hawak ng mga damit ay mula sa oras-oras na ang pagpindot ng tagsibol sa core ng electrode ay lumuluwag, ang contact ay lumala. Kailangan nating maglagay ng bago. Paano ito gawin sa isang may hawak ng mga damit, tingnan ang video.
Hindi mahirap ikonekta ang may hawak ng elektrod para sa hinang. Mayroon lamang isang caat: na may madalas na trabaho, ang welding cable ay naka-fray sa gilid nito. Maaari mong, siyempre, paikliin ang cable at muling ipagbigay-alam ito, ngunit hindi mo laging nais na putulin kahit 10-20 cm.Upang maiwasang mangyari ito, maghanap ng isang medyas na ang panloob na lapad ay pareho o bahagyang mas mababa sa panlabas na diameter ng hinang cable. Gupitin ang isang maliit na piraso nito - 15 sentimetro - at i-cut ang haba. Ngayon ay maaari itong ilagay sa cable, hinila at naayos doon.
-
 Pamutol ng plasterboard - isang tool para sa mabilis na pagkonekta ng mga profile
Pamutol ng plasterboard - isang tool para sa mabilis na pagkonekta ng mga profile
-
 Mga gunting para sa paggupit ng mga tubo: polypropylene (PPR), plastik, metal-plastik
Mga gunting para sa paggupit ng mga tubo: polypropylene (PPR), plastik, metal-plastik
-
 Seleksyon ng riveter (riveter)
Seleksyon ng riveter (riveter)
-
 Paano Pumili ng isang Garden Branch & Grass Chopper - Pinakamahusay na Mga Modelong
Paano Pumili ng isang Garden Branch & Grass Chopper - Pinakamahusay na Mga Modelong
-
 Aling mga walk-behind tractor at motor-cultivator ang mas mahusay
Aling mga walk-behind tractor at motor-cultivator ang mas mahusay





Kamusta. Mahusay na nakasulat na artikulo, tuwid na hakbang-hakbang tungkol sa iba't ibang mga uri ng mga electrode Alin ang higit na hinihiling. Nais kong idagdag mula sa aking sarili. Konti lang. Upang maging matapat, ang mga electrode ng LEZ MP-3S ay hindi maluluto nang masama, sa iba't ibang posisyon. Ngunit ang proseso ng hinang ay hindi malambot, ngunit medyo mahirap. Ngunit ang LEZ ANO-21 electrodes ay lutong malambot, mas mahusay itong muling sinunog. Ang aking opinyon ay hindi tulad ng isang pro, ngunit sa halip ay isang nagtuturo sa sarili 🙂 Ang aking mga konklusyon ay isang opinyon sa labas lamang. Nagluluto ako gamit ang isang inverter welding machine Rilon Profi ARC 200 A. Welding Inirerekumenda ko sa mga nagsisimula na magpasya na simulan ang hinang 🙂
Simple, naa-access at mula sa sarili, at hindi napunit saanman.
Konseho.
Magdagdag ng pangungusap: "Nagustuhan ko ito, huwag kalimutang patayin ang ad blocker at mag-click sa gogle +, atbp.".
Ang mga nasabing site ay kailangang itaas ang rating, at marami ang aalis lamang pagkatapos mabasa ito.
Magandang artikulo Para sa mga nagsisimula, ito ay sapat na. Ang inverter, mask, electrodes ay binili. Magagamit din ang mga puntos ng hindi kinakailangang metal. Ang mga ibinebenta lamang nating electrode ay mga Tsino lamang. Ang lahat ay kumukulo, hindi sila nagreklamo. Naghihintay ako para sa katapusan ng linggo, pagpunta sa dacha at sa tulong ng artikulong ito sinisimulan ko ang pagsasanay.
Nabasa ko ang maraming iba't ibang mga artikulo. Ito ay isa sa mga bihirang nilalaman. Salamat sa may akda.
Mayroon akong isang aparatong Fubag IQ 200. Ang mga electrode ay natagpuan ng "Resanta" MR-3 3 mm.
Newbie ako.