Paano magluto gamit ang hinang inverter: mga tip para sa mga nagsisimula
Sa isang pribadong bahay at sa bansa, laging may pangangailangan na magluto ng kung ano. Upang hindi makapunta sa mga kalamangan sa mga maliit na bagay (at hindi bayaran ang mga ito), maaari kang bumili ng isang murang welding machine at alamin ito sa iyong sarili. Upang makuha ang mga kasanayang ito, inirerekumenda na bumili ng DC welding machine, at lalo na ang mga welding inverters. Ang mga ito ay maliit sa sukat, maliit ang timbang, sa kanilang tulong maaari kang makakuha ng isang de-kalidad na seam kahit na walang maraming karanasan. Ano ang hindi gaanong mahalaga, ang kategoryang ito ay naglalaman ng mahusay na mga aparato sa isang mababang presyo (5-10 libong rubles). Samakatuwid, ang hinang na inverter para sa mga nagsisimula ay ang pinakamahusay na maalok ng merkado ngayon.
Ang nilalaman ng artikulo
Ano ang isang welding inverter at paano ito gumagana
Ang aparatong ito ay tinawag na isang inverter sapagkat binabago nito ang alternating kasalukuyang ng 220 V network na may dalas na 50 Hz sa mga oscillation na may mataas na dalas, at pagkatapos ay sa direktang kasalukuyang. Sa parehong oras, ang aparato ay may isang mataas na kahusayan: tungkol sa 85-90%, at kahit na sa halip mabibigat na pag-load, ang counter ay "nanginginig" nang kaunti. Sa anumang kaso, hindi ka magbabayad ng mga nakatutuwang bayarin. Ang pagkonsumo ay magiging bahagyang mas mataas kaysa sa walang hinang, ngunit hindi gaanong.

Ang maliit na kahon na ito ay ang inverter welding machine.
Karamihan sa mga inverter welding machine ay nagpapatakbo sa isang 220 V network ng sambahayan (may mga machine mula sa 380 V). At ito ang isa sa kanilang kalamangan. Bukod dito, praktikal na hindi nila ito maaapektuhan sa anumang paraan, ibig sabihin huwag "umupo" tensyon. Maging kalmado tungkol sa iyong mga kapit-bahay: hindi nila malalaman na ikaw ay hinang. Ang pangalawang mahalagang plus ay maaari silang gumana nang higit pa o mas mababa sa normal kahit na sa pinababang boltahe. Siyempre, kailangan mong tingnan ang mga katangian, ngunit sa 170 V, karamihan sa kanila ay pinapayagan ka pa ring magtrabaho kasama ang isang 3 mm elektrod. Ito ay lalong mahalaga sa mga lugar sa kanayunan kung saan ang mababang boltahe ay pamantayan kaysa sa pagbubukod.
Ang mabuti rin para sa mga baguhan ay ang arc sa inverter welding na mas madaling makuha at hawakan. At sa pangkalahatan, ayon sa marami, nagluluto ito mula sa "mas malambot" at ang kanyang arko ay "mas magaan". Kaya kung nais mong malaman kung paano magluto - subukan muna ang welding ng inverter.
Mga Pangunahing Kaalaman sa Inverter
Una, tingnan natin ang disenyo ng welding inverter. Hindi namin isasaalang-alang ang "pagpuno", susuriin namin kung ano ang nasa itaas at kung ano ang gagamitin.

Ano ang binubuo ng isang inverter welding machine (Upang palakihin ang larawan, mag-right click dito)
Ang aparatong ito ay isang maliit na kahon ng metal, na, depende sa lakas, tumitimbang mula 3 kg hanggang 6-7 kg. Ang kaso ay karaniwang metal, ang ilang mga tagagawa ay gumagawa ng mga butas ng bentilasyon dito - para sa mas mahusay na paglamig ng "pagpuno" (karamihan sa transpormer). Mayroong isang sinturon para sa pagdala, minsan mayroon ding hawakan: ang sinturon ay inilalagay sa balikat kung ang trabaho ay nangangailangan ng paggalaw.
Ang isa sa mga panel ay may kapangyarihan sa key o toggle switch. Sa harap ay may mga tagapagpahiwatig ng lakas at overheating. Mayroon ding mga knobs para sa setting ng boltahe at kasalukuyang hinang. Gayundin sa harap na panel ay mayroong dalawang output - "+" at "-" kung saan nakakonekta ang mga cable ng trabaho. Ang isang cable ay nagtapos sa isang clip-clothespin, na nakakapit sa bahagi, ang pangalawa sa isang may hawak ng elektrod. Ang konektor ng power cable ay karaniwang matatagpuan sa likuran. Yun lang
Kapag bumibili ng isang inverter, siguraduhin na ang mga cable ay haba at sapat na kakayahang umangkop upang gumana nang mas kumportable. Ito ay hindi sapat na mahaba at mahigpit na mga cable sa trabaho na karamihan sa mga reklamo mula sa mga gumagamit ng sikat na tatak hinang inverter machine na "Resanta".
Ang mga pangkalahatang prinsipyo ng pagtatrabaho sa isang inverter welding machine ay inilarawan sa video na ito.
Inverter welding para sa mga nagsisimula
Tulad ng anumang de-kuryenteng hinang, ang pagtunaw ng metal ay nangyayari dahil sa init ng electric arc. Ito ay nangyayari sa pagitan ng welding electrode at ng metal na dapat na ma-welding. Upang lumikha ng isang arko, nakakonekta ang mga ito sa kabaligtaran ng mga poste: ang isa ay hinahatid ng "+", at ang isa pa ay may "-".
Kapag kumokonekta sa elektrod sa "minus" at mga bahagi sa "plus", ang koneksyon ay tinatawag na "direkta". Kung ang "plus" ay inilapat sa elektrod, ang koneksyon ay baligtad. Ang parehong mga pagpipilian ay ginagamit sa hinang, ngunit para lamang sa mga metal ng iba't ibang mga kapal: ang kabaligtaran ay para sa hinang ng manipis na mga metal; tuwid na linya - para sa hinang makapal na mga metal (higit sa 3 mm ang kapal). Ngunit ito ay hindi isang hindi nababago na panuntunan; minsan ginagawa nila ang kabaligtaran.

Ipasa at baligtarin ang polarity ng koneksyon sa welding inverter
Ano ang sanhi ng paghahati sa pagsasanay? Physics ng proseso. Kapag nangyari ang isang arko, ang mga electrode ay lumilipat mula sa minus hanggang sa plus. At sa parehong oras inililipat din nila ang kanilang enerhiya sa positibong sisingilin na ibabaw, pinapataas ang temperatura nito. Samakatuwid, ang sangkap na konektado sa positibong output ay umiinit pa. Kapag ang mga hinang na metal na may sapat na kapal, dapat silang mainit nang maayos upang mag-fuse sila at ang seam ay may mataas na kalidad. Samakatuwid, hinahain sila ng "+". Ang manipis na metal, sa kabaligtaran, ay maaaring masunog mula sa labis na pag-init at isang "minus" ay nakakapit dito, mas pinainit ang elektrod, kung saan mas maraming tinunaw na metal ang pumapasok sa tahi.
Posibleng maayos na lutuin ang metal na may isang inverter kung ang elektrod ay mahusay na kinokontrol mo. Upang magawa ito, kailangan mong hawakan nang tama. Paano ito gawin, tingnan ang video.
Paano nabuo ang isang seam sa panahon ng hinang
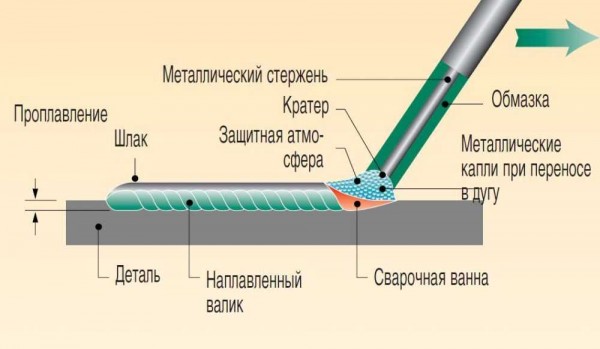
Upang gawing mas malinaw ang mga pangunahing kaalaman ng hinang inverter, isaalang-alang kung ano ang nangyayari kapag nabuo ang isang seam. Upang magsimula, linawin natin na ang isang welding electrode para sa welding metal ay binubuo ng isang metal core at isang patong - isang espesyal na patong na nagsasara ng lugar ng hinang mula sa pakikipag-ugnay sa oxygen na nilalaman sa hangin. Higit pang mga detalye basahin ang tungkol sa mga electrode para sa mga inverters dito.
Ngayon tungkol sa aktwal na proseso ng hinang. Ang isang electric arc ay nabuo kapag ang core ng electrode at metal ay makipag-ugnay (basahin sa ibaba kung paano mag-apuyin ang isang arko). Sa parehong oras, ang patong ay nagsisimulang masunog. Bahagyang natutunaw ito, naging isang likidong estado, at bahagyang nagiging gas. Ang mga gas na ito ay pumapalibot sa lugar ng hinang - ang welding pool. Hindi nila pinapayagan ang oxygen mula sa hangin na "pumutok" sa tinunaw na metal. Ang bahagi ng patong na dumaan sa isang likidong estado ay sumasakop sa tinunaw na metal, na lumilikha ng isang pangalawang layer ng proteksyon. Pagkatapos ng paglamig, ito ay naging mag-abo, na sumasakop sa tahi gamit ang isang tinapay. At sa yugtong ito, pinoprotektahan ng mag-abo ang mainit na metal mula sa oxygen.
Paano hinang inverter
Ngunit ang slag at proteksyon ay malayo sa nag-iisang proseso na nagaganap sa kasong ito, at kung saan dapat kontrolin. Kapag hinang, kinakailangan upang matiyak na ang kantong ng dalawang piraso ng metal ay nag-iinit nang pantay at sapat. Ang parehong mga bahagi ay dapat na matunaw ng parehong distansya mula sa gilid. Upang maging pare-pareho ang pag-init, kailangan mong panatilihin ang parehong distansya mula sa dulo ng elektrod sa bahagi. Hindi masyadong madaling gawin ito: natutunaw ang elektrod sa panahon ng hinang, at ang mga maliit na butil ng tinunaw na metal nito ay inililipat sa tahi ng arc. Samakatuwid, kailangan mong unti-unting ilipat ang may hawak ng elektrod palapit sa bahagi. Ngunit hindi ito ang pagtatapos ng diskarteng hinang ng elektrod. Kinakailangan din na "isulat" ang ilang mga numero na may mga tip nito - zigzag, bilog, mga Christmas tree, atbp. Pinapayagan ka nilang gawing mas malawak ang seam at iisa ang dalawang piraso. Ang pinakakaraniwang mga paggalaw ng elektrod ay ipinapakita sa larawan sa ibaba.
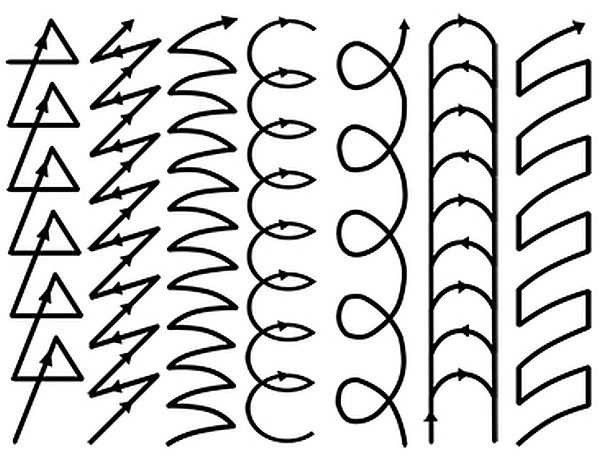
Mga paggalaw ng elektrod kapag hinang gamit ang isang inverter: para sa mga novice welder, kailangan mong mag-ehersisyo ang maraming mga paggalaw sa automatism
Iyon ay, ang elektrod ay dapat ilipat mula sa gilid patungo sa gilid ng lapad ng seam kasama ang isa sa mga trajectory na ito, habang sinusubaybayan ang estado ng welded pool, at binabaan pa rin ang electrode habang nasusunog ito, pinapanatili ang distansya sa bahagi na pare-pareho. Ito ay isang mahirap na gawain para sa mga nais malaman kung paano magluto ng metal. Ito ay mas madali sa isang welding inverter - ang arc ay pare-pareho at hindi tumatalon, ngunit sa una ay maaaring hindi ka magtagumpay.
Ipinapakita ng napakabagal na video ng paggalaw na ito ang paglipat ng mga metal na partikulo mula sa elektrod patungo sa weld pool at kung paano ito nabubuo.
Paano matututong magwelding ng metal sa isang inverter
Simulang matuto sa pamamagitan ng pag-iilaw ng arko. Upang magawa ito, kakailanganin mo, bilang karagdagan sa patakaran ng pamahalaan, metal (makapal na 5-6 mm) at isang elektrod, isang maskara at leggings (makapal na guwantes na katad) ng manghihinang, pati na rin ang makapal na damit at bota na gawa sa makapal na katad upang maprotektahan laban sa sparks at scale.
Nagsisimula sila sa pamamagitan ng pagkonekta sa mga cable cable. Pagkatapos ang napiling elektrod ay ipinasok sa may-ari (para sa isang panimula, kumuha ng isang MP 3 na may diameter na 3 mm - madali silang mag-apoy at pakuluan nang maayos). Matapos buksan ang lakas, itakda ang kasalukuyang hinang (tingnan ang talahanayan). Para sa isang electrode na 3 mm ang lapad, isang kasalukuyang 90-120 A. ang itinakda.Ang kasalukuyang sa proseso ng hinang ay maaaring iakma. Kung nakikita mo na ang resulta ay hindi isang roller, ngunit lamang ng ilang uri ng hindi magkakaugnay na guhitan, dagdagan ito. Kung, sa laban, ang metal ay likido at mahirap ilipat ang welding pool, bawasan ito. Ang mga setting ay napaka nakasalalay sa aparato at ang napiling elektrod. Kaya subukan, baguhin. Naitakda ang kasalukuyang, ilagay sa mask ng welder (magiging madali para sa mga nagsisimula upang gumana chameleon mask), maaari kang magtrabaho.
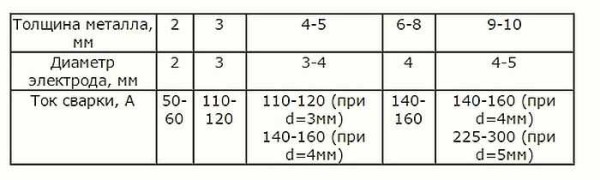
Pangkalahatang mga rekomendasyon para sa pagpili ng diameter ng elektrod depende sa kapal ng metal
Ang welding ng inverter para sa mga nagsisimula ay nagsisimula sa pag-aaral kung paano magaan ang arko. Mayroong dalawang pamamaraan: ang pagpindot sa bahagi ng dulo ng elektrod nang maraming beses, o pag-akit nito tulad ng isang tugma. Ang parehong pamamaraan ay gumagana. Gumamit ng alinman ang mas maginhawa para sa iyo. Ngunit para sa hinaharap, tandaan na kailangan mong mag-welga kasama ang linya ng tahi - upang walang mga marka sa produkto. Kakailanganin mong magsanay nang ilang sandali at magsunog ng ilang mga electrode upang tuluyan na matamaan ang arko.
Kapag nag-apoy ang arko nang walang anumang mga problema, maaari kang magpatuloy - master ang mga paggalaw. Ginagawa ito sa pamamagitan ng padding cushions sa makapal na metal. Sa isang metal plate, gumuhit ng isang linya na may tisa na papalitan ang iyong seam. Pagkatapos ay hampasin ang arko. Sa lugar kung saan ito nagpahinga, natutunaw ang metal at natatakpan ng isang pelikula ng likidong mag-abo. Ang lugar na ito ay tinatawag na welding bath. Kaya kailangan mong ilipat ito kasama ang iginuhit na linya. Gawin ito sa isa sa mga paggalaw na ipinakita sa pigura sa itaas.
Upang gumalaw ang paliguan, ang elektrod ay kailangang ikiling ng bahagya, humigit-kumulang sa isang anggulo ng 50-45 °. Ang ilan ay may mas malaking anggulo, ang ilan ay may mas maliit na anggulo. Sa pangkalahatan, sa pamamagitan ng Pagkiling sa elektrod, binabago mo ang mga sukat (lapad) ng weld pool. Maaari kang mag-eksperimento: maraming iba't ibang mga diskarte sa hinang at mahalaga lamang na ang seam ay may mataas na kalidad, at kung paano mo makakamtan ito nasa sa iyo, lalo na't gagana mo para sa iyong sarili at para sa iyong sarili.
Mayroong dalawang pangunahing mga posisyon sa pagtatrabaho para sa elektrod: pasulong na anggulo at pabalik na anggulo. Kapag hinang na may isang anggulo pasulong, nakakakuha kami ng mas kaunting init, ang seam ay magiging mas malawak. Ang pamamaraan na ito ay ginagamit kapag hinang ang manipis na mga metal.. Ang mga makapal ay karaniwang hinang paurong.
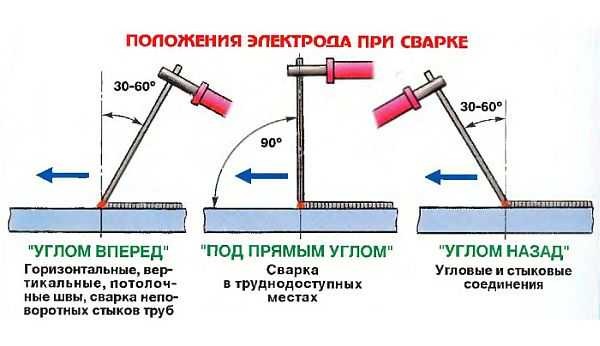
Mga posisyon ng hinang electrode at ang paggamit nito
Ngunit ang anggulo ng pagkahilig ay hindi lahat ng mga parameter na kailangang mapanatili. Mayroon ding haba ng arc. Ito ang distansya mula sa dulo ng elektrod hanggang sa ibabaw ng bahagi. Ang gitnang arko ay 2-3 mm, ang maikli ay 1 mm o sa pangkalahatan ay end-to-end, ang haba ay 5 mm o higit pa - hanggang sa ito ay dumating. Nagsisimula ang pagsasanay sa pamamagitan ng pagtatrabaho sa isang medium arc. Panatilihin ang 2-3 mm sa metal. Pagkatapos ang seam ay magiging mas makinis at mas mahusay: kung ang puwang ay masyadong malaki, ang arc ay nagsisimulang tumalon, ang pagpainit ng metal ay hindi sapat, ang seam ay smeared, ang koneksyon ay hindi maaasahan. Sa isang maikling arko, lumitaw ang isa pang problema - ang seam ay masyadong matambok dahil sa ang katunayan na ang mainit na zone ay masyadong maliit.Hindi rin ito maganda, dahil mananatili ang mga undercuts - mga groove kasama ang seam sa bahagi - na nagbabawas ng lakas ng koneksyon.

Ang haba ng arc at ang epekto nito sa kalidad ng hinang
Matapos ang pagsasanay ng ilang oras sa pagtula ng mga roller sa iba't ibang mga paggalaw, pagkatapos ng mga roller ay pareho ang lapad, ang mga surfaces flakes ay may humigit-kumulang na parehong sukat, maaari mong subukang i-welding ang mga tahi. Mababasa mo tungkol sa mga uri ng mga tahi at magkasanib, pati na rin ang kanilang paghahanda dito, o maaari kang manuod ng isa pang aralin na "Welding for dummies".
Ang mga pangunahing kaalaman ng hinang inverter para sa mga nagsisimula lahat. Kailangan mo lang sanayin: kailangan mo ng dayap ng higit sa isang elektrod bawat pag-eehersisyo. Kahit na, marahil, hindi isang kilo. Kapag ginawa ng kamay ang lahat ng mga paggalaw nang mag-isa, ang lahat ay magiging tila simple sa iyo.
Upang pagsamahin ang nakuhang kaalaman, subukang munang sanayin ang iyong kamay nang kaunti nang walang elektrod, pagsasanay ng mga paggalaw gamit ang isang lapis sa iyong kamay. Mahusay ding pagpipilian ito, marahil ito ay tila magiging mas katanggap-tanggap sa iyo. Sa video tutorial na ito sa hinang na may isang inverter para sa mga nagsisimula, ang lahat ay napaka-bait, simple at naa-access. Kung mayroong anumang mga hindi siguridad, mangyaring suriin. Mauunawaan mo kung paano maayos na magluto gamit ang hinang na inverter. Maraming mga kapaki-pakinabang na bagay para sa mga novice welder.
At sa wakas, tungkol sa ilan sa mga tampok ng pagpapatakbo ng mga welding inverters. Takot na takot sila sa alikabok, lalo na sa metal. Samakatuwid, ipinapayong huwag gumamit ng gilingan sa tabi nila at upang magsagawa ng regular na paglilinis gamit ang isang vacuum cleaner sa loob (matapos na ang panahon ng warranty). Hindi inirerekumenda na makipagtulungan sa kanila sa ulan o sa mga basang silid. Totoo ito lalo na para sa mga murang modelo ng sambahayan. Bagaman may proteksyon sila laban sa pagkabigla ng kuryente, mas mabuti pa ring ligtas itong i-play.
Kapag pumipili ng mga electrode, bigyang pansin ang lugar ng kanilang paggamit: dapat silang maging angkop para sa pagtatrabaho na may direktang kasalukuyang. Kapag hinang sa pinakamataas na kasalukuyang o boltahe, ang operating mode ay paulit-ulit. Ito ay ipinahiwatig para sa bawat aparato sa pasaporte.
-
 Pamutol ng plasterboard - isang tool para sa mabilis na pagkonekta ng mga profile
Pamutol ng plasterboard - isang tool para sa mabilis na pagkonekta ng mga profile
-
 Mga gunting para sa paggupit ng mga tubo: polypropylene (PPR), plastik, metal-plastik
Mga gunting para sa paggupit ng mga tubo: polypropylene (PPR), plastik, metal-plastik
-
 Seleksyon ng riveter (riveter)
Seleksyon ng riveter (riveter)
-
 Paano Pumili ng isang Garden Branch & Grass Chopper - Pinakamahusay na Mga Modelong
Paano Pumili ng isang Garden Branch & Grass Chopper - Pinakamahusay na Mga Modelong
-
 Aling mga walk-behind tractor at motor-cultivator ang mas mahusay
Aling mga walk-behind tractor at motor-cultivator ang mas mahusay





Napakalinaw at naiintindihan.
Posible bang hawakan ang bahagi na hinangin ng kamay sa panahon ng hinang na inverter
Sa TB na may hubad na kamay ay malinaw na imposible. Mayroon akong Resant 160, kung minsan hinawakan ko ito sa aking kamay, ngunit hindi ako nagtatrabaho nang walang guwantes na tela. Sa pangkalahatan, kung iisipin mo ito, ang inverter ay nagluluto na may direktang kasalukuyang, na hindi gaanong mapanganib kaysa sa alternating kasalukuyang, ngunit mas mabuti pa rin na huwag na itong ipagsapalaran muli, lalo na kung may mataas na kahalumigmigan.