Paano magluto ng manipis na metal
Ang hinang na manipis na metal ay isang hamon kahit para sa ilang mga may karanasan na mga welder. Ang mga nagsisimula sa hinang sa pangkalahatan ay nahihirapan. Ang mga patakaran dito ay hindi pareho pareho kapag hinang ang makapal na mga produkto: maraming mga tampok at paghihirap, na ginagawang mas mahirap pumili ng mga mode at electrode. Mas madaling gawin ito sa hinang semiautomatikong mga aparato, ngunit ang mga ito ay bihirang sa pang-araw-araw na buhay, ang mga inverters ay mas karaniwan. Dito ay pag-uusapan natin ang tungkol sa hinang na manipis na metal sa isang inverter.
At ang unang kahirapan kapag hinang ang isang metal na maliit na kapal ay hindi ito maaaring maiinit ng sobra: nasusunog ito, nabuo ang mga butas. Samakatuwid, gumagana ang mga ito ayon sa prinsipyong "mas mabilis, mas mahusay" at hindi namin pinag-uusapan ang anumang mga landas ng paggalaw ng mga electrode sa lahat. Ang manipis na sheet metal ay hinang sa pamamagitan ng pagpasa ng elektrod sa isang direksyon - kasama ang seam nang walang anumang mga paglihis.

Kapag hinang ang manipis na mga metal, ang mga sheet ay nag-overheat at yumuko
Ang pangalawang kahirapan ay kailangan mong magtrabaho sa mababang alon, at hahantong ito sa katotohanang ang arc ay kailangang gawing maikli. Sa isang bahagyang paghihiwalay, lumalabas lamang ito. Maaari ring magkaroon ng mga problema sa pag-aapoy ng arko, samakatuwid gumamit ng mga aparato na may mahusay na katangian na kasalukuyang boltahe (bukas na boltahe ng circuit na higit sa 70 V) at makinis na pagsasaayos ng kasalukuyang hinang, na nagsisimula sa 10 A.
Isa pang istorbo: na may malakas na pag-init, ang geometry ng manipis na mga sheet ay nagbabago: yumuko sila sa mga alon. Napakahirap alisin ang pagkukulang na ito. Ang pagpipilian lamang ay upang subukang huwag mag-init ng labis o alisin ang init (basahin ang tungkol sa pamamaraan na may mga pad na nagpapalabog ng init sa ibaba).
Kapag ang welding-welding manipis na sheet ng metal, ang kanilang mga gilid ay maingat na naproseso at nalinis. Ang pagkakaroon ng dumi at kalawang ay gagawing mas problema ang hinang. Samakatuwid, maingat na ihanay at linisin ang lahat. Inilalagay nila ang mga sheet nang napakalapit sa isa't isa - nang walang puwang. Ang mga detalye ay naayos sa mga clamp, clamp at iba pang mga aparato. Pagkatapos ang mga bahagi ay na-tacked bawat 7-10 cm na may maikling tahi - tacks. Pinipigilan nila ang paglipat ng mga bahagi at mas malamang na baluktot.

Kung malinis mo nang maayos ang mga gilid, maaari kang makakuha ng isang mahusay na tahi.
Paano magluto ng manipis na metal na may isang inverter
Ang mga welding machine ng DC ay mabuti sapagkat maaari kaming magwelding ng reverse polarity. Upang magawa ito, ikonekta ang cable sa may hawak ng elektrod sa "+", at isabit ang "-" sa bahagi. Sa koneksyon na ito, mas nag-iinit ang elektrod, at ang metal ay nag-init nang kaunti.
Tungkol sa, kung paano pumili ng isang welding inverter para sa bahay o tag-init na maliit na bahay basahin dito.
Kinakailangan na magluto gamit ang pinakamaliit na mga electrode: mula sa 1.5 mm hanggang 2 mm. Sa kasong ito, kailangan mong pumili gamit ang isang mataas na coefficient ng natutunaw: pagkatapos kahit na sa mababang alon, ang seam ay may mataas na kalidad. Ang kasalukuyang ay itinakda maliit. Para sa 1.5 mm electrodes, dapat itong mga 30-45 amperes, para sa "dalawa" - 40-60 amperes. Sa katotohanan, minsan ay inilalagay nila itong mas mababa: mahalaga na maaari kang gumana.
| Kapal ng metal, mm | 0.5 mm | 1.0 mm | 1.5 mm | 2.0 mm | 2.5 mm |
|---|---|---|---|---|---|
| Diameter ng elektrod, mm | 1.0 mm | 1.6 mm - 2 mm | 2 mm | 2.0mm - 2.5mm | 3 mm |
| Kasalukuyang lakas, A | 10-20 amperes | 30-35 amperes | 35-45 mm | 50-65 mm | 65-100 mm |
Upang gawing mas mainit ang metal, ang mga bahagi ay inilalagay sa isang patayo o hindi bababa sa isang hilig na direksyon. Pagkatapos lutuin mula sa itaas hanggang sa ibaba, igalaw ang dulo ng elektrod nang mahigpit sa direksyong ito (nang hindi pinipihit o bumalik). Ang anggulo ng ikiling ay isang anggulo pasulong, habang ang halaga nito ay 30-40 °. Kaya't ang pagpainit ng metal ay magiging minimal, at ito ang isa sa pinakamahalagang gawain para sa hinang na manipis na mga metal.
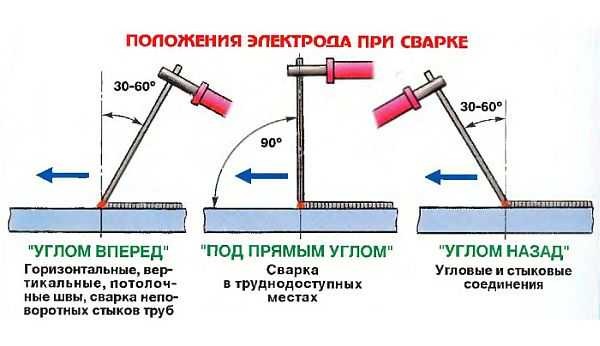
Mga posisyon ng hinang electrode at ang paggamit nito
Pangkalahatang rekomendasyon para sa pagpili ng mga electrode para sa hinang manipis na mga metal: bumili ng de-kalidad na na-import na mga electrode para sa naturang trabaho. Maraming beses na mas kaunting mga problema.
Tungkol sa pagmamanupaktura malaglag sa isang metal frame, basahin dito.
Mga pamamaraan at pamamaraan para sa hinang na manipis na mga sheet ng metal
Minsan ang mga manipis na sheet ay kailangang welded sa isang anggulo.Sa kasong ito, mas maginhawa ang paggamit ng flanging na pamamaraan: ang mga gilid ng sheet ay baluktot sa kinakailangang anggulo, na naka-fasten na may maikling mga transverse seam bawat 5-10 cm. Pagkatapos nito, ang mga ito ay hinang tulad ng nabanggit sa itaas: na may tuluy-tuloy na tahi mula sa itaas hanggang sa ibaba.
Ipinapakita ng video kung paano magwelding manipis na sheet metal sa isang elektrod gamit ang isang welding inverter. Ginagamit ang pamamaraang flanging: ang mga gilid ng mga bahagi ay nakatiklop pabalik, pagkatapos ay kinuha sila sa maraming mga lugar na may maikling mga tahi. Sinundan ito ng hinang na may isang manipis na elektrod na 2 mm ang kapal.
Hindi laging posible na maiwasan ang burn-through kapag hinang nang walang paghihiwalay. Pagkatapos ay maaari mong subukan na basagin ang arko ng ilang sandali, at pagkatapos ay ibababa muli ang elektrod sa parehong lugar at isulong ito ng ilang higit pang millimeter. Kaya, paghila at pagbabalik ng arko, at magluto. Sa pamamaraang ito, lumalabas na ang metal ay may oras upang mag-cool down sa panahon ng paghihiwalay ng arc. Sa video, makikita mo kung paano nagbago ang kulay ng lugar ng hinang pagkatapos na maalis ang elektrod. Ang pangunahing bagay ay huwag hayaang masyadong cool ang metal.
Ang paghugot ng hilahin na manipis na metal ay ipinakita sa unang bahagi ng video. Paraan ng pagsali - magkakapatong (ang isang bahagi ay nagsasapawan sa isa pa sa pamamagitan ng 1-3 cm), isang electrode na may rutile coating ang ginagamit (para sa mga istruktura at mababang-haluang metal na bakal). Pagkatapos ang hinang ng hindi kinakalawang na asero na may isang hindi kinakalawang na elektrod na may pangunahing patong ay ipinakita, at sa huli ang ferrous metal joint ay welded na may parehong hindi kinakalawang na asero elektrod. Ang tahi, sa pamamagitan ng paraan, ay naging mas mahusay na kalidad kaysa sa kapag gumagamit ng inirekumendang mga electrode.
Basahin ang tungkol sa pagpipilian ng mga electrode para sa hinang na may isang inverter machine dito.
Kung ang isang tuluy-tuloy na hinang ay hindi kinakailangan kapag hinang manipis na metal, isang spot welding ang ginagamit. Sa ganitong maliit na sukat na pamamaraan ng hinang, ang mga tacks ay matatagpuan sa isang maikling distansya mula sa isa't isa. Ang pamamaraang ito ay tinatawag na isang nagambalang seam.

Ito ang hitsura ng isang nagambalang seam sa manipis na metal
Sa pangkalahatan, ang hinang na manipis na bakal na end-to-end ay mahirap. Mas madali ang overlap: ang mga bahagi ay hindi labis na pag-init at may mas kaunting pagkakataon na ang lahat ay "mamumuno".
Basahin ang tungkol sa mga uri ng mga weld at joint dito.
Kapag ang electric welding ng manipis na metal na end-to-end, maaari kang maglagay ng isang manipis na kawad na may diameter na 2.5-3.5 mm sa pagitan ng mga sheet (maaari mong talunin ang patong sa mga nasirang electrode at gamitin ang mga ito). Nakaposisyon ito upang mula sa harap na bahagi ay mapula ito sa ibabaw ng metal, at mula sa maling panig ay nakausli ito halos kalahati ng diameter. Kapag hinang, ang arko ay pinangunahan kasama ang kawad na ito. Kinakailangan nito ang pangunahing pag-load ng thermal, at ang mga welded metal sheet ay pinainit ng mga paligid ng alon. Sa parehong oras, hindi sila masyadong nag-init, hindi sila nag-garapon, ang seam ay makinis, nang walang mga palatandaan ng overheating. Matapos alisin ang kawad, mahirap makita ang mga bakas na mayroon ito.

Ito ang hitsura ng isang seam kapag hinang ang manipis na metal na butil-butas na may isang wire na nagsasagawa ng init na inilatag mula sa ibaba
Ang isa pang paraan ay upang ilagay ang mga plate ng tanso sa ilalim ng magkasanib. Ang tanso ay may napakataas na thermal conductivity - 7-8 beses na mas mataas kaysa sa bakal. Inilagay sa ilalim ng lugar ng hinang, tinatanggal nito ang isang makabuluhang bahagi ng init, pinipigilan ang sobrang pag-init ng metal. Ang pamamaraang ito ng hinang na manipis na mga metal ay tinatawag na "heat sinking".
Basahin kung paano magwelding ng isang metal gazebo dito. Maaari kang maging interesado sa pagbabasa kung paano gawin brazier mula sa isang gas silindro o metal? Ang bagay ay kinakailangan at angkop para sa mastering welding.
Galvanized welding
Galvanized steel - ang parehong manipis na sheet, natakpan lamang ng isang layer ng sink. Kung kailangan mong hinangin ito, kakailanganin mong alisin ang patong na ito mula sa mga gilid para sa hinang, upang linisin ang bakal. Maraming paraan. Ang una ay alisin ang mekanikal: na may nakasasakit na gulong sa isang gilingan o gilingan, papel de liha at isang metal na brush. May isa pang paraan - upang masunog sa pamamagitan ng hinang. Sa kasong ito, ang elektrod ay pumasa nang dalawang beses kasama ang seam. Sa parehong oras, ang sink ay sumingaw (sumingaw ito sa 900 ° C), at ang mga singaw nito ay napaka-nakakalason. Kaya't ang gawaing ito ay maaaring isagawa alinman sa kalye, o kung mayroong isang extractor hood sa lugar ng trabaho.Pagkatapos ng bawat pass, kailangan mong itumba ang pagkilos ng bagay.

Mas mahusay na magwelding ng sink ng tubo sa bukas na hangin: ang pagsingaw ng sink ay lubhang nakakasama
Matapos ang kumpletong pagtanggal ng sink, nagsisimula ang aktwal na hinang. Kapag hinang ang mga galvanized pipe, dalawang mga pass na may iba't ibang mga electrode ang kinakailangan upang makakuha ng isang mahusay na tahi. Ang unang tahi ay welded na may rutile-coated electrodes, halimbawa, MP-3, ANO-4, OZS-4. Sa kasong ito, ang mga oscillation ay may isang napakaliit na amplitude. Palawakin ang tuktok na tahi. Ito ay humigit-kumulang na katumbas ng tatlong mga diameter ng electrode. Dito mahalaga na huwag magmadali at pakuluan ng maayos. Ang daanan na ito ay ginagamit ng mga electrode na may pangunahing patong (halimbawa, UONI-13/55, UONI-13/45, DSK-50).
Magbasa nang higit pa tungkol sa pagpili ng mga electrode para sa welding ng inverter dito.
-
 Pamutol ng plasterboard - isang tool para sa mabilis na pagkonekta ng mga profile
Pamutol ng plasterboard - isang tool para sa mabilis na pagkonekta ng mga profile
-
 Mga gunting para sa paggupit ng mga tubo: polypropylene (PPR), plastik, metal-plastik
Mga gunting para sa paggupit ng mga tubo: polypropylene (PPR), plastik, metal-plastik
-
 Seleksyon ng riveter (riveter)
Seleksyon ng riveter (riveter)
-
 Paano Pumili ng isang Garden Branch & Grass Chopper - Pinakamahusay na Mga Modelong
Paano Pumili ng isang Garden Branch & Grass Chopper - Pinakamahusay na Mga Modelong
-
 Aling mga walk-behind tractor at motor-cultivator ang mas mahusay
Aling mga walk-behind tractor at motor-cultivator ang mas mahusay




