Избор на електроди за заваръчен инвертор
За начинаещ заварчик изборът на електрод може да бъде проблем: има повече от двеста марки с различни свойства, предназначение и характеристики. Освен това около 100 марки са подходящи за ръчно електродъгово заваряване с инверторни машини. Невъзможно е да се разкаже за всички, да, като начало не е необходимо. Нека просто опишем накратко основните видове и кои електроди за инверторно заваряване са най-подходящи за начинаещи. Ще говорим и за това какъв диаметър да вземем и какъв ток да зададем за заваряване на метал с различни дебелини.
Съдържанието на статията
Какво е електрод и за какво е покритие
Електродът е парче метална тел, покрито със специално покритие. По време на заваряването сърцевината се топи от температурата на дъгата. В същото време покритието изгаря и се топи, създавайки защитен облак от газ около зоната на заваряване - заварения басейн. Той блокира достъпа на кислород във въздуха. В процеса на изгаряне на сместа част от нея преминава в течно състояние и покрива разтопения метал с тънък слой, като също го предпазва от взаимодействие с кислород. Така покритието осигурява добро качество на заваряване.
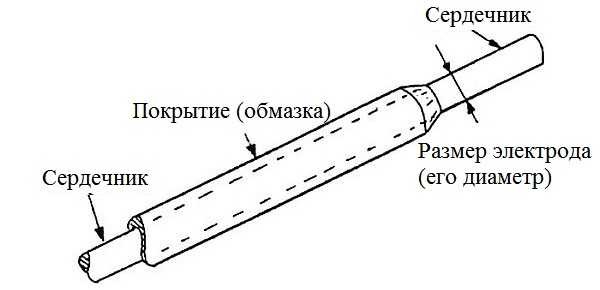
Заваръчният електрод се състои от сърцевина и защитно покритие
Преди започване на заваряването се проверява всеки електрод: покритието не трябва да има стружки. В противен случай няма да постигнете равномерно нагряване и висококачествен шев. Обърнете внимание и на върха на електрода: дебелината на покритието трябва да бъде еднаква от всички страни. Тогава дъгата ще излезе в центъра. В противен случай тя ще бъде изместена. За опитни заварчици това не е страшно, но за начинаещи може да създаде осезаеми проблеми.
Необходимо е да се следи съдържанието на влага в покритието. Някои от тях се запалват много слабо при висока влажност (например SSSI). Във връзка с такава "капризност" на покритието, те трябва да се съхраняват на сухо място, осигурявайки, ако е възможно, херметични опаковки. Можете да поставите кутията в торба, а също така да поставите няколко торби със сол там, които са в кутии за обувки.
Не трябва да купувате мокри електроди: те, разбира се, могат да бъдат изсушени, но техните характеристики ще намалеят. Ако въпреки това се случи електродите да са влажни, те могат да бъдат изсушени в обикновена битова фурна при ниски температури (те обикновено са посочени на опаковката). Вторият начин е да го поставите за дълго време в сухо, добре проветриво помещение.

Покритието (защитно покритие) на електродите е: основно, рутилово, целулозно и киселинно
Видове покрития и техните характеристики
Има само четири вида покрития:
- Основен.
- Рутил.
- Кисело.
- Целулозно.
Основните (SSSI) и целулозните покрития са подходящи само за заваряване с постоянен ток. Те могат да се използват на критични шевове: те създават здрав, еластичен шев, който е устойчив на ударни натоварвания.

Има повече от 200 марки електроди за заваряване, около 100 от тях могат да се използват за ръчно електродъгово заваряване
Другите два (рутил и кисел) - могат да работят при заваряване с променлив и постоянен ток. Но киселинното покритие е много токсично: можете да работите на закрито само ако работното място е оборудвано с принудително течение.
Рутиловото покритие има зеленикав или син оттенък, електродите лесно се запалват. Те се запалват добре, дори ако инверторът има ниско напрежение на отворена верига (за надеждно запалване на основното покритие се изисква добра характеристика на токовото напрежение, как да изберем инверторен заваръчен апарат, прочетете тук.).При заваряване с рутилови електроди (MP-3) металът почти не се пръска, но има много шлака и не е лесно да се откъсне: трябва да работите с чук.
Може да се интересувате от как да заваряваме беседка от метална тръба или как да направите навес върху рамка от тръба.
Как да изберем електроди за инверторно заваряване
На първо място, съставът на сърцевината е избран: той трябва да бъде подобен на вида на заварявания метал. Структурните стомани се използват най-често в домакинствата. От същия проводник трябва да бъдат електродите. Понякога все пак трябва да готвите неръждаема стомана. Тогава сърцевината също трябва да бъде направена от неръждаема стомана, а за високолегираните и топлоустойчиви такива са изработени от метал със същите характеристики.
Можете да изпълнявате всички домакински или строителни работи, като използвате само няколко марки електроди:
- MP-3
- SSSI 13/55
- АНО 21
- ОК 63.34
Те са признати от мнозина като най-добрите електроди за начинаещи, с които работят инверторни заваръчни машини: по-лесно е да работите с тях, като в същото време те ви позволяват да готвите висококачествени шевове дори при липса на значителен опит. По-долу са дадени характеристиките и общите приложения на тези консумативи, които много експерти смятат за добри електроди за инвертор. Във всеки случай те често се препоръчват за начинаещи заварчици да натрупат опит.
Електроди с покритие от рутил MP 3

Опитайте електродите ANO 21 за работа на инвертора
Те работят както с променлив, така и с постоянен ток с всякаква полярност. Необходима е топлинна обработка преди заваряване: те се калцинират при 120 ° C в продължение на 40 минути.
| Диаметър, мм | Долна позиция на електрода | Вертикално положение на електрода | Положение на горния електрод |
|---|---|---|---|
| 2 | сила на тока 50-90 A | сила на тока 50-70 A | сила на тока 70-90 A |
| 2,5 | сила на тока 60-110 A | сила на тока 60-90 A | сила на тока 80100 A |
| 3 | сила на тока 90-140 A | сила на тока 80-100 A | сила на тока 100-130 A |
Електроди от неръждаема стомана OK 63.34
Ако трябва да заварявате неръждаема стомана, опитайте OK 63.34. Те могат да се използват и за готвене на структурна стомана. По този начин се получава шев с плитка вълна с плавен преход към основната повърхност на метала. Количеството шлака е малко, бие се лесно.
Добре е да готвите с този електрод вертикални шевове в метал 6-8 мм, преминаващ отгоре надолу. Подходящ за многопроходно заваряване в челно и криво. Работи с постоянен и променлив ток с всякаква полярност, минимално напрежение на отворена верига - 60 V.

Заваръчни електроди ОК 63.34
Трябва ви и маска за заваряване. За да улесните работата, вземете хамелеон заваръчна маска.
Как да изберем диаметъра на електрода, как да го свържем и кой да настроим ампеража
Изборът на марка електроди за инвертора не е всичко. Дори и да сте решили, остават поне три въпроса:
- какъв диаметър на електрода да се използва при заваряване;
- какъв ток да настроите;
- към кой изход "+" или "-" да свържете електрода.
Всичко в ред. Нека започнем с какъв диаметър на електрода е необходим за заваряване. По принцип се препоръчва да се изхожда от дебелината на заваряваните метали: за малки дебелини електродът се взема с диаметър със същия размер като метала. Ако заварявате метал с дебелина 3 мм, тогава електродите са със същия размер. Ако готвите нещо по-дебело, вземете съответно 4 мм. Но за начинаещите ще бъде трудно да работят с големи електроди. Започнете да овладявате заваряване с дебелина на метала 3-4 мм. За целта използвайте електроди 3 мм или както се казва „три“.
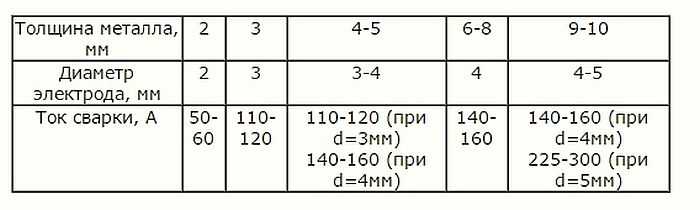
Общи препоръки за избор на диаметъра на електрода в зависимост от дебелината на метала
Относно как към кой изход да се свържат електродите. Спецификациите на опаковката най-вероятно показват за коя полярност е предназначен електродът. Когато се свържете обратно към положителния изход, свържете електрода към отрицателния извод, който е закачен към детайла. С права полярност върху детайла се засажда плюс, а върху електрода се прилага минус. Как изглежда на заваръчен инвертор е показано на снимката.

Права и обратна полярност на връзката на заваръчния инвертор
Как се различават тези два типа връзки? Потокът на електрони има различна посока. Както знаете, електроните се преместват от „минус“ в „плюс“. Следователно, при заваряване се оказва, че елементът, който е свързан с "+", се загрява повече. Чрез промяна на режимите на свързване можете да контролирате интензивността на металното нагряване.
Нека разгледаме няколко ситуации. Например имате 3 mm електрод и 2 mm метал. Ако към детайла се приложи „+“, може да се получи изгаряне. Следователно, в този случай е по-добре да се използва обратна полярност, при която електродът ще се нагрее повече. Ако искате да заварявате 6 мм метал със същия триплет, по-добре е да направите това при пряка полярност: по този начин нагряването на метала ще бъде по-дълбоко и шева ще бъде по-траен.
Как да изберем заваръчна инверторна машина прочетете тук... Може да ви заинтересува изграждане на ограда от велпапе.
Заваръчен ток
Като цяло, при инсталиране на електрода, заваръчният ток за инвертора се настройва в зависимост от диаметъра на използвания електрод. Като цяло има препоръки за всяка опаковка, но можете и без тях: за всеки милиметър диаметър те отнемат 20-30 ампера ток. Оказва се доста широк диапазон, но след това все още трябва да вземете предвид как ще поставите шева: със или без разделяне. За заваряване без разделяне се задават по-ниски токове, с разделяне - по-високи.
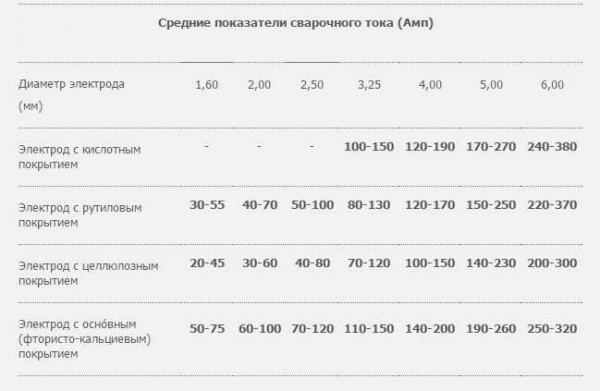
Какъв ток трябва да се готви с различни електроди (общи препоръки, изберете точно емпирично)
Например, за електрод с диаметър 3 mm, изчисленият ток се получава от 60 A до 90 A. В действителност те работят в диапазона от 30 ампера до 140 ампера. При заваряване без разделяне се задава ток от порядъка на 70-90 А, с разделяне - 90-120 А. Тези параметри могат да "ходят" и в двете посоки: това също зависи от скоростта на движение на върха на електрода, от марката и "течливостта" на заваряваната стомана, от позицията на шева (за вертикален и хоризонтален шев те слагат малко по-малко, за таван - още по-малко).
Като цяло дори токовете, препоръчани от производителя, далеч не са изискване. Започнете с тях и след това изберете така, че да ви е удобно да работите и шевът да се окаже добър. Трябва да получите висококачествена връзка и експериментално ще изберете съотношението на текущата сила и скорост на движение. По този начин се ръководете от състоянието на заваръчния басейн. Тя е вашият основен показател за качество.
относно как да готвите с инверторно заваряване прочетете тук.

Грешки, които могат да възникнат при заваряване
Сега знаете не само как да изберете електроди за инверторно заваряване, но и как да ги свържете, какъв диаметър им е необходим за тази работа и как да изберете тока за всеки тип електрод и шев. Сега нека поговорим малко за държачите на електродите.
Държачи за електроди
Един от заваръчните кабели има държач (държач), в който се вкарва заваръчния електрод. Те са два вида:
- с пусков ключ, електродът се затяга автоматично в тях, когато се освободи пружинно натоварен ключ, той се освобождава, когато го натиснете;
- с резба - дръжката се усуква и разплита, освобождавайки или затягайки вмъкнатата сърцевина на електрода.
Кой е по-добър? Това зависи от вас, но като случайно натиснете бутона, можете да изпуснете електрода по време на заваряване. С това не се случва нищо ужасно, но е неприятно ...
Когато избирате държач на електрод, основното е да обърнете внимание на силата на тока, за която е проектиран. Изберете според максималния параметър, който е наличен за вашата заваръчна машина.
Как да свържете кабела към държача на електрода за заваряване с винтова скоба е показано във видеото.
Недостатъкът на държача за щипки е, че от време на време пружината, притискаща сърцевината на електрода, се разхлабва, контактът се влошава. Трябва да сложим нов. Как да направите това на държач за щипка, вижте видеото.
Не е трудно да свържете държача на електрода за заваряване. Има само едно предупреждение: при честа работа заваръчният кабел е изтъркан с ръба си. Можете, разбира се, да скъсите кабела и да го запечатате отново, но не винаги искате да отрежете дори 10-20 см.За да предотвратите това, намерете маркуч, чийто вътрешен диаметър е същият или малко по-малък от външния диаметър на заварения кабел. Изрежете малко парче от него - 15 сантиметра - и разрежете по дължина. Сега той може да бъде поставен на кабела, издърпан нагоре и фиксиран там.










Здравейте. Добре написана статия, направо стъпка по стъпка за различните видове електроди. Кои са по-търсени. Бих искал да добавя от себе си. Само малко. За да бъда честен, електродите LEZ MP-3S не се готвят зле, в различни позиции. Но процесът на заваряване не е мек, а по-скоро със средна твърдост. Но електродите LEZ ANO-21 се приготвят по-меко, те се запалват отново по-добре. Моето мнение не е като професионалист, а по-скоро самоук заварчик 🙂 Заключенията ми са просто външно мнение. Готвя с инверторен заваръчен апарат Rilon Profi ARC 200 A. Препоръчвам заваръчния за начинаещи, които решат да започнат заваряване
Прост, достъпен и от себе си, а не откъснат някъде.
Съвет.
Добавете изречение: „Хареса ми, не забравяйте да изключите рекламния блокер и да кликнете върху gogle + и т.н.“.
Такива сайтове трябва да повишат рейтинга и мнозина просто ще си тръгнат, след като го прочетат.
Добра статия. За начинаещи това е достатъчно. Инвертор, маска, електроди са закупени. Предлагат се и остатъци от ненужен метал. Само електродите, които продаваме, са само китайски. Всички кипят, не се оплакват. Чакам уикенда, отивам до дачата и с помощта на тази статия започвам да тренирам.
Прочетох много различни статии. Това е едно от редките съдържания. Благодаря на автора.
Имам апарат Fubag IQ 200. Електродите бяха открити от "Resanta" MR-3 3 мм.
Аз съм начинаещ.